


另類刀具在航天產品中的設計與應用(yòng)
2014-6-11 來源:數控機床市場網 作者:貴州航天烏(wū)江機電設備公司 張玉峰
摘要:隨著計算機技術的飛速(sù)發(fā)展,數(shù)控(kòng)機床在我國機械加工行業(yè)中得到(dào)越來越廣泛的應(yīng)用。它不僅解決(jué)了普通機床難以解決的許多加工難題,而且提(tí)高了加工精度和生產效率,同時也對(duì)加工工藝和刀具設計提出了許多新的、更高的要求(qiú)。為(wéi)使這(zhè)些先進的設備(bèi)更好(hǎo)地發揮作用,必須解決這(zhè)些問題。本文通過對幾種航天產品中(zhōng)典型零件(jiàn)的加工及刀具結構的設,總結出了加工刀具的應用。
關鍵詞:刀具設計 航天產品
1 引言
航天製造業是軍工製造業(yè)最為重要的組成(chéng)部(bù)分,其技術水平和生產能(néng)力是國家製造業實力(lì)和國防科技工業現代(dài)化水平的綜(zōng)合體現,在國民經濟和國(guó)防現代化中有著舉足輕重、不可(kě)替代(dài)的地位和作用。由於航(háng)天產品對結構設計、功能和性能(néng)、服役環境、產品質量與可靠性等方(fāng)麵都有很高甚至是苛刻的要求,大量新材料、新結構首先在航天(tiān)產品中得到應用;國防需要以及市場競爭要求航天產品的研製周(zhōu)期和生產周期大大縮短;此外,要求最終產品(pǐn)的全生命周期使用成本(běn)不斷降低。航天產(chǎn)品對製(zhì)造技(jì)術(shù)提出了更高的要求,國內外的航天製造(zào)業都廣泛地采用先進(jìn)製造(zào)技術(shù)。現代數控技術與裝備(bèi)是先進製造技術中的重要組成,在(zài)航天產品製造中已成為決定性的關鍵技術之一。
2 幾種典型零件的加工及刀具設計(jì)
2.1 連杆的加工
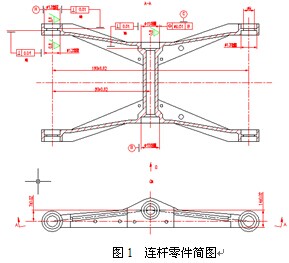
圖1 為我公司加工某航天產品中(zhōng)連杆設計圖(tú),零件的(de)材料為ZL101A,在加工過程中存在以(yǐ)下主要加工難點:
孔  加工精度要求高,並且靠近內側(cè)台階孔加(jiā)工難度較大。
加工精度要求高,並且靠近內側(cè)台階孔加(jiā)工難度較大。
各孔(kǒng)之間的形位公(gōng)差(chà)要(yào)求高,難以保(bǎo)證。
2.1.1 連杆主要加工難點的分析
由於(yú)沒有合適的標準刀具,采用手工磨製硬(yìng)質合金刀具或普通鏜刀(dāo)杆加工時,精(jīng)加工反台(tái)階孔時,由於孔  的精度要求高(gāo),同時受中間φ9孔的限製,刀體寬度受到了限製,經計算,反台階孔
的精度要求高(gāo),同時受中間φ9孔的限製,刀體寬度受到了限製,經計算,反台階孔  內側到φ9孔(kǒng)處尺寸為2mm,刀杆直徑必須小於9mm,因而(ér)刀(dāo)體強度低,剛性差,在(zài)刃磨(mó)時刀尖精度難以控製,在進行首(shǒu)件加工時需反複(fù)調整刀具尺寸參數,而且加工過程不可靠,操作難度(dù)大,加(jiā)工效(xiào)率低。
內側到φ9孔(kǒng)處尺寸為2mm,刀杆直徑必須小於9mm,因而(ér)刀(dāo)體強度低,剛性差,在(zài)刃磨(mó)時刀尖精度難以控製,在進行首(shǒu)件加工時需反複(fù)調整刀具尺寸參數,而且加工過程不可靠,操作難度(dù)大,加(jiā)工效(xiào)率低。
2.1.2 連杆加工刀具結構設計
2.1.2.1 確定刀具結構
為解決精加工刀具(jù)精度,所設計的刀具必(bì)須能夠進行微調,並(bìng)且微調精度須控製在0.01以內,利用公司現有刀具進行改製。
2.1.2.2 刀體及鏜頭的選取
為了合理利用刀具並充分考慮刀(dāo)具的精度,刀體及鏜(táng)頭選用瑞(ruì)典山高刀具中EM 型 - DIN 69871-AD 刀(dāo)柄(圖2),A72002 - 精鏜(táng)頭,軸向型,細長(圖3),帶(dài)微調(增量0.01 mm,微調 2.5 μm,直徑方向(xiàng)上)。

2.1.2.3刀杆的設計
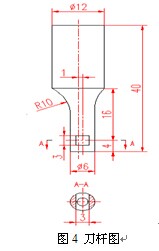
為了確保刀杆的(de)鋼度及精度,現采用φ10或φ12進口硬質合金立銑刀報廢刀具進行改(gǎi)製,改製結構如圖4所示。
2.1.2.4刀片的(de)設計
為了使產品質量穩(wěn)定,在(zài)加工過程中盡可(kě)能的(de)少調整,提高(gāo)加工工藝性,其刀片結(jié)構(gòu)及尺寸如圖(tú)5所示。
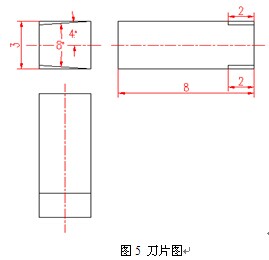
此刀片用白鋼刀進行製作,采用線切割機床(chuáng)切成3×3×8後,對刀片(piàn)進行刃磨,刃口鋒利,在加工時需加工正麵孔和反麵台階孔,因此(cǐ)須刃磨上下刃口。
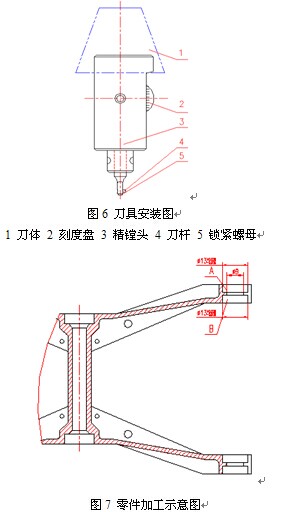
2.1.3刀具的安裝及使(shǐ)用
刀具安裝形式如圖6所示,刀具使用時,在鏜A處(見(jiàn)圖7)孔時,進行(háng)對刀,首先進行粗鏜,用內徑千分表量出實際(jì)加工孔(kǒng)徑後,調整精鏜頭處刻(kè)度(dù)2來滿足加工精度要求,加工完A處孔後,加工(gōng)B處孔(kǒng)時,停止(zhǐ)主軸轉(zhuǎn)動,將刀(dāo)杆通過φ9孔,偏移合適坐標,將刀具移到加(jiā)工孔位置,啟動主(zhǔ)軸,用加工程序控製加工B處孔尺寸(cùn)。
2.2 套筒的加工
圖8 是我公司(sī)加工(gōng)某航天產品(pǐn)中的套筒零件,零(líng)件材料為30CrMnSiA高強度鋼(gāng)。
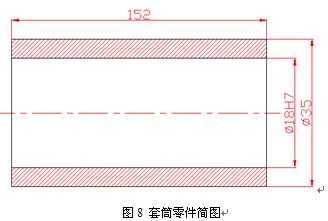
2.2.1套筒的加工主要工藝性(xìng)分析
由圖8可知,套筒是深孔類零件的加工(gōng),深孔是指深徑比大於5:1的孔(kǒng),當生產批量較大時,可以通過選擇相應的設備和工藝裝備來解決深孔加工問(wèn)題,這些設(shè)備為專用設備,在(zài)航(háng)天(tiān)產品生產中,由於航天產品具有特殊性,其生(shēng)產特點為多品種(zhǒng)、小批量、產品精度高。這些生產特點(diǎn)決定了航(háng)天產品(pǐn)的生產以通用設備為主,並且受(shòu)生產周期和加工成(chéng)本的限製,深孔加工往往成了加工生產中的(de)瓶頸問題。近年(nián)來(lái),我公司航天產品研製較多,在生產過程中遇到不少深孔加工問題,在加工過程(chéng)中經過多次(cì)摸索,通過製(zhì)作浮動拉鉸刀刀具來解決深(shēn)孔加工(gōng)精度。
2.2.2 套筒加工(gōng)的刀具設計
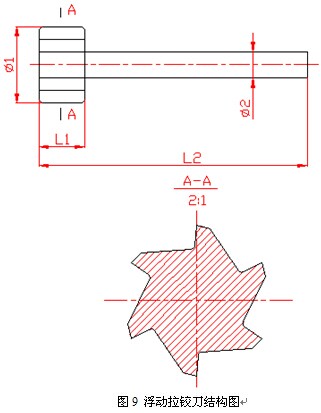
2.2.2.1 浮動(dòng)拉鉸刀(dāo)結構(gòu)
浮(fú)動拉鉸刀如圖9所示。該刀具結構類似(sì)於浮動鉸刀,但導向麵位(wèi)於切削刃(rèn)後部。
2.2.2.2 浮動拉鉸刀裝置結構
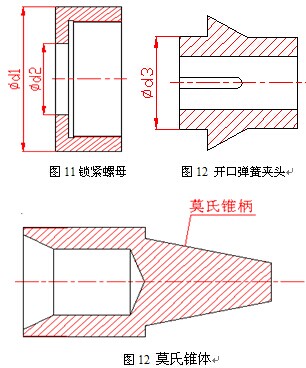
浮動拉鉸刀刀柄1與(yǔ)開口彈簧(huáng)夾頭3相連,裝入莫氏錐體(tǐ)4中(zhōng)通過鎖緊(jǐn)螺母2進行鎖緊連接,其結構如圖10所示。
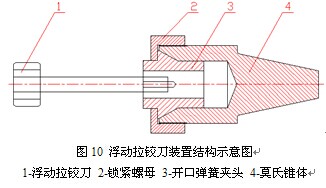
2.2.2.3 刀具安裝使用
該刀具裝在車床上使用,將浮動拉鉸刀1刀(dāo)柄部份穿(chuān)過工件內孔,然後將(jiāng)工件與刀具一起裝(zhuāng)在卡盤上,將莫氏錐體4放(fàng)入尾(wěi)座中,將開口彈簧夾(jiá)頭3放置在鎖緊螺母裏,把鎖(suǒ)緊螺母輕輕擰入莫氏錐體4上,並根據工件的長度來調整尾座與卡盤(pán)間的距離,再擰(nǐng)緊鎖緊螺母,用(yòng)尾座拉動浮動拉鉸刀進行加工零件。
2.3 殼體中小孔的加工
在航(háng)天產品(pǐn),由於裝(zhuāng)配和性能的需要,在(zài)很多殼體的加工過程中均會遇到一些孔徑小精度高的孔(kǒng)係零件,圖13、14是我(wǒ)公司加工(gōng)某航天產品(pǐn)伺服機構中外殼體,圖中各孔的孔徑較小(xiǎo)、精度要求高,在產品前期研(yán)製過程中,生產數量少(shǎo),由於產品未進入定型狀態,設計方(fāng)案隨時都會發生更(gèng)改,通過(guò)生產過(guò)程的模索,為了保證研製加工周期並確保產品(pǐn)加工精度,針對該產品設計了浮動(dòng)鏜刀來滿足加工需求。
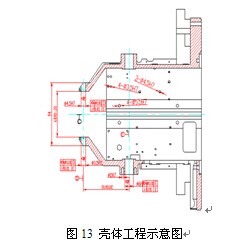

2.3.1 殼體(tǐ)零件工藝性分析
從圖13、14可知,殼體中小孔數量較多,孔徑精(jīng)度要求(qiú)高,孔的形位公差要求高,由於(yú)該殼體為非定型產品,為便於今後設(shè)計改進後刀具還能(néng)繼續使用,對通孔和盲孔分別設計(jì)鏜刀刀具,由於孔徑精度要求,鏜刀(dāo)設計成帶微調裝(zhuāng)置(zhì)的鏜刀,為了充分利用現有資源(yuán),刀體及鏜頭選用瑞(ruì)典山(shān)高刀具中EM 型 - DIN 69871-AD 刀柄(圖2),A72002 - 精鏜(táng)頭,軸向型,細長(圖3),帶微調(增量0.01 mm,微調 2.5 μm,直徑方向上)。
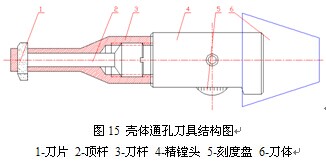
2.3.2 殼體中φ3~φ6通孔(kǒng)刀具結構
殼體中φ3~φ6通孔刀具結構(gòu)如圖15所示,在加工過程中刀杆部分為多(duō)種(zhǒng)規格,根據孔(kǒng)徑不同範圍進行更換不同規格的刀片和刀杆,也可根(gēn)據孔徑範圍對刀片進行調整來(lái)滿足加工需(xū)要。
2.3.3 殼體中盲孔刀具結構
殼體盲孔加工刀具結構如 16所示,在加工過程中刀杆部分為多種(zhǒng)規格,根據孔徑不同範圍進行更換不同規(guī)格的刀片和刀杆(gǎn)。
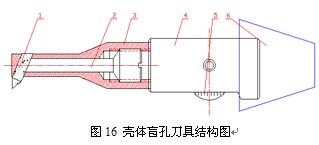
1-刀片 2-頂杆 3-刀杆(gǎn) 4-精鏜頭 5-刻度盤 6-刀體
3 結束語
在航天產(chǎn)品加工過程(chéng)中(zhōng),由(yóu)於航天產品精度要求高、批量小、更新換(huàn)代周期短的特點,在精密數控加(jiā)工時對(duì)刀具的選取應根據機床的加工能力、工件材料的性能、加工工序、切削用(yòng)量以及其它相關(guān)因素正確選用(yòng)刀具及刀柄。刀具選擇總的原則(zé)是:安裝調整方便,剛性好,耐用度和(hé)精度高。在(zài)滿足加工要求的前提下,盡量選(xuǎn)擇較短的刀柄,以(yǐ)提(tí)高刀(dāo)具加工的剛性。選取刀具時(shí),要使刀具的尺寸與(yǔ)被加工工件的表麵尺寸相適應。生產(chǎn)中,平麵零件周邊輪(lún)廓的加工,常采用立銑刀(dāo);銑削平麵時,應選硬質合金刀片銑(xǐ)刀;加工凸台、凹槽時,選高速鋼立銑刀;加工毛坯表麵或粗加工孔時,可選取鑲硬(yìng)質合金刀片的玉米銑刀(dāo);對一些立體(tǐ)型麵和變斜角輪廓外形的加工(gōng),常采用球頭銑刀、環形銑刀、錐形銑刀和盤形銑刀。但是在某些特殊零(líng)件的試製、小批量加工時,應根(gēn)據實際(jì)情況進行一些刀具的設計。
4 後記(貴州航天烏江機電設備有限責任公司精密加工設備介紹)
貴州航(háng)天烏江機電設備有限(xiàn)責任公司(sī)精密工段成立(lì)於(yú)2004年10月,該工段主要承擔軍(jun1)配件(jiàn)的零部件、精(jīng)密零件的加(jiā)工生產,是公司加工、管理一(yī)流的工段,並且在2005年年底實現了機床與計算機聯網,實現了遠程控製及在線加工,目前精密工段加工設備有進口加工中(zhōng)心DMG設備5台,國產四軸加工中心1台、國產加(jiā)工中心2台、國產數控銑床3台、國產數控車床6台,主要設備圖(tú)片如下:
加工中心")
圖1 進口德馬吉(DMC63V)加工中(zhōng)心

圖(tú)2 四軸托普加工心

圖3 台灣台中數控(kòng)車床
控儀表")
圖4 精密數控儀表

圖5 自動檢測三(sān)座標
參 考 文 獻
1 黃鍵求,數控編程與加工技術,機械工業出版社,2001。
2 王先逵(kuí),機械製造工藝學(xué).北京: 清華大學出版社,1989
3 機械加工技術手冊編寫組.機械加工技術(shù)手冊.北(běi)京: 北京出版社,1989
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息
金(jīn)馬")
業界(jiè)視點
| 更多

行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出(chū)口情況(kuàng)
- 2024年10月 分地區金屬切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘(chéng)用(yòng)車(轎車)產量數據
博(bó)文選萃
| 更多
- 機械加工過程(chéng)圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲(sī)線切割機床的發展趨(qū)勢
- 國產數(shù)控係統和(hé)數控機床何去何從?
- 中國的技術工人都(dōu)去哪裏了?
- 機械老板做了十多(duō)年(nián),為何(hé)還是小作坊?
- 機械行業(yè)最新自殺性營銷,害人害己!不倒閉才(cái)
- 製造業大逃亡(wáng)
- 智能時代,少談點(diǎn)智造,多談點製造
- 現實麵前,國人沉默。製造業的騰(téng)飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削(xuē)與螺(luó)旋銑孔加工(gōng)工(gōng)藝的區別