


刀具(jù)技術(shù)最新的發展趨勢為——鋁材加工:端麵銑削;模具鋼的加工:采用(yòng)高進(jìn)給率的銑削加工。 今(jīn)天的機加(jiā)工市場需要高效率和高經濟性,而模具製(zhì)造行業對此並(bìng)不感到新奇。目前,模(mó)具製造商(shāng)不但麵臨著經濟下滑的困難形勢,而且還麵臨著全球激烈的市(shì)場競(jìng)爭,他們需要為這個市場加工零(líng)件,而他們用於加(jiā)工這些零件的機床和材料卻變得更加複雜。
隨著技術的迅速發展,人們可能會忽略市場上所提供的不同產品。雖然硬質合金刀(dāo)具的製造商正在不斷地改變刀具的幾何形狀,以及提升(shēng)技術,但對於模具製造商而(ér)言(yán),市(shì)場上(shàng)有多(duō)種刀具可供他們的(de)選擇,以滿足應(yīng)用(yòng)的需(xū)求。對(duì)於能夠加工多種(zhǒng)材料和適用於不同應用領(lǐng)域的銑刀而言,它們將隨著特定的應(yīng)用(yòng)目的而發生變化。以下內(nèi)容是有關刀具(jù)技術的發展趨勢、目(mù)前(qián)市場上所提供(gòng)的不同產品,以及它們的應用範圍和各種優點的介(jiè)紹。
鋁材加工:端麵銑削
在現今(jīn)的模具(jù)製造業中,可以非常(cháng)普遍(biàn)地看到模具(jù)製造商使用鋁材,而不是使(shǐ)用鋼材來生產他們的注塑模具,因為鋁(lǚ)材的加工(gōng)和處理都(dōu)比較容易,供貨周轉時間更為迅速,而且在大多數情況(kuàng)下,采用鋁製模具生產的注塑產品具有更高的質量。鋁材所具有的獨特性(xìng)能與(yǔ)模具鋼相比,隻需要一種較為簡單(dān)的不同(tóng)的加工方式。
在銑刀(dāo)及其幾何形狀的選擇方麵,我如何(hé)知道哪些刀(dāo)具及幾何形狀能夠適合於我(wǒ)的鋁材加工(gōng)?我應該使用什麽樣幾何形狀的刀具?應該選擇哪種等級的鑲刀片?這些刀具可以比目前正在使用的(de)刀具達到更高的使用(yòng)壽命嗎?
選擇正確的幾何形狀。在大多數的鋁材加工領域(yù)中,我們一般應該選擇一種幾何形(xíng)狀比較鋒利的、能夠對材料產生剪切力的刀具,例如采用一(yī)個(gè)經過磨削的刀刃來加工和切削材料。具有高度正向幾(jǐ)何形狀的(de)刀具可以降低切削負荷及附著力,同時可以(yǐ)提高鑲刀片的使用壽命。
選用(yòng)正確的(de)鑲刀片等級(圖1)。無論在什麽地方加工,鋁材都容(róng)易產生粘附作用力,因此選用正確的鑲刀片等級可以使刀具(jù)的使(shǐ)用壽命和表麵粗糙度達到不同的效果(guǒ)。在選用帶有(yǒu)塗層的鑲刀片時,例如標準的CVD或PVD塗層(céng)鑲(xiāng)刀片可能會形成一種不必要的刀刃聚積物。而采(cǎi)用一種硬(yìng)質無塗層的鏡麵式鑲刀(dāo)片則可以延長刀具的使(shǐ)用壽(shòu)命(mìng)。目前(qián),許(xǔ)多製造商都可以提(tí)供這(zhè)種(zhǒng)技術或某(mǒu)些相類似的技術。
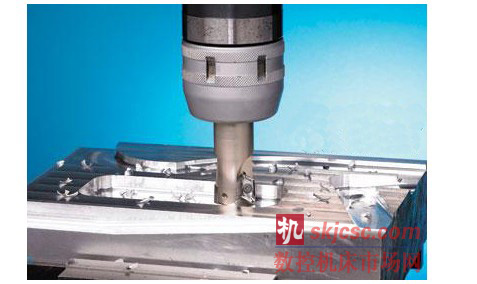
圖1 鑲刀片的幾何形狀(zhuàng)與不同等級的正確結
合,可以提高刀具的(de)使用壽命,減少加工周期(qī)
然而,還(hái)有專門為有色金屬材料加工而設計製造的、帶有塗層的鑲刀片。DLC(類似於金剛石的)塗層和金剛石塗層是兩種用於鑲刀片的塗料(liào),可以延長刀具的使用壽(shòu)命和提高加工(gōng)表麵的光潔度。雖然這類塗層材料的成本較高,但可以獲得一(yī)個更好的表麵(miàn)粗糙度和更長的刀具使用壽命,采用DLC塗層可使刀具的使用壽命提高到2~4倍,而采用金剛石塗層,則可使刀具的使用壽命提高5~7倍(bèi)。
當選用(yòng)最(zuì)佳幾何形狀與最佳等級有機結合的鑲刀片時(圖2),您就可以獲得更長的刀具使用壽命,很好的表麵粗糙度,並可以減少與加工材料之間的附著力。如采(cǎi)用適當的機床和夾緊係統,您還(hái)可以最大程度地提高刀具(jù)的分度能力(lì)。采用某些不帶塗層的硬質合金刀具,甚至可(kě)以使表(biǎo)麵線速度達到4000ft/min以上。

圖2 對於鋁材加工而言(yán),采用一個具有鋒利(lì)刀刃(rèn)和經過拋光磨削的耐磨鑲刀(dāo)片是十分理想的
模(mó)具鋼加工:采(cǎi)用高進給率的銑(xǐ)削加工(gōng)
加工金屬(shǔ)時的切削量應該多大?切削(xuē)速度應該多高?這是今天(tiān)的模具加工車間中最為常見的一個問題,並由此引出了下一主題:高進(jìn)給率的金屬切削加工。高進給率加工(gōng)用的刀具可以為您帶來加工效率高和經濟實惠的優點(圖3)。實(shí)際上,當您使用高(gāo)進給率的刀具切削金屬時,可以達到比使用(yòng)普通(tōng)銑刀快2~3倍的功效。現今生(shēng)產的許多新型數控機床都比較結實和耐(nài)用,而且功率強大,為工程師們使(shǐ)用(yòng)高進給率技術提供了堅強的(de)後盾。

圖(tú)3 具有高進給率的刀具可以讓你以更快的速度進
行加工,並允(yǔn)許(xǔ)工程師以更高的效率進行切削加工
高進(jìn)給率銑削(xuē)加工通常采用具有多種特點的(de)硬質合(hé)金鑲刀片,以達到高效加工的(de)目的。在過去(qù)的銑削應用(yòng)領域中,許多模具(jù)加工設(shè)備經常使用圓形的鑲刀(dāo)片。最近(jìn),許多刀具公司(sī)製造的鑲刀片與過去傳統的(de)圓形(xíng)鑲刀片相比,可以(yǐ)達到更高的進給速度。為(wéi)了能夠成(chéng)功和安全地達到(dào)高進給率銑(xǐ)削(xuē)加工的目的,掌握鑲刀片的各種特點是十分關鍵的。
高進給率的鑲刀片通常具有特殊的(de)幾何形狀。在高進給率的銑削加工中,最常見的(de)是采用三角形的鑲刀片。這類鑲刀片往往具有(yǒu)較大的刀尖半徑(jìng),刀(dāo)片較厚,並具有十(shí)分有利的較小接近角度(>45°)。這些特征(zhēng)的互相結合,使工程師能夠應(yīng)用更高的進給速度(以較小的切削深度)。在某些情況下,銑刀的進給速度可以高達0.118in/齒。
市場上(shàng)銷售的幾種刀具甚至(zhì)都提(tí)供有經久耐用的雙(shuāng)麵負向刀(dāo)片。這些(xiē)經(jīng)久耐用的雙麵負向刀片增強(qiáng)了鑲刀片的加工能力。現在,采用帶有正向(xiàng)幾(jǐ)何形狀的負向銑削刀(dāo)片是一種非常流行的銑削加(jiā)工方式。 鑲刀片的共同特征是:通常采用(yòng)比較厚的尺寸,並且具(jù)有正向幾何形狀。應用雙麵刀片是非常有利的,其最主要的原因是您可以(yǐ)雙倍使用鑲刀片的(de)有效切削角(這是時尚的綠色(sè)環保工(gōng)作方式)。此外,還可以更多地利用有效的切削刃,因此,現在的鑲刀片具有更強大的切削功能。如果使用得當(dāng),那麽工程師在采用某種負向銑刀時,實際上是可以提高刀具的使用壽命的。實(shí)踐證明,在某些高進給率銑刀的設計(jì)過(guò)程(chéng)中,采用負向設計方式的刀具,與它們相對(duì)的單(dān)麵刀具相比,實際上可降低該刀具的切削力。
在不斷發(fā)展的模(mó)具(jù)製(zhì)造業中,要想保持競爭能力,提高生產力和生產效率是至關重要的。選用正確的刀具將能夠使機床發揮(huī)出全部效能,使模具製造師能夠(gòu)更加高效和高速的(de)投入到生產之中去。
如果您(nín)有機床行業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係(xì)本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2024年11月 金(jīn)屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬切(qiē)削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(chē)(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新能源汽車銷量(liàng)情(qíng)況
- 2024年10月 新能源汽車(chē)產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據