


數控機床(chuáng)進給軸位置精度的測量與優(yōu)化
2021-3-8 來源: 武警海警學院機電管理係 作者:楊少兵 陳忠維
摘要 數控機床進給軸位置精度對加工精度具有重要影(yǐng)響。通過使用雷尼紹XL-80型激光幹涉儀測量某型數控車床X、Z軸的(de)定位誤差數據,利用軟件分析得到反向間隙補償值和螺距誤差補償值,並(bìng)在西(xī)門子840D sl數控係統中進行(háng)反向間隙補償和螺(luó)距誤差補償;兩(liǎng)進(jìn)給軸誤差補償前後(hòu)位置精度的(de)實際測量結果表明,其定位精度和重複定位精度得到(dào)了顯著的提高(gāo)。
關鍵詞 數控機床;進給軸位置精度;激光幹涉儀;反向間隙補償(cháng);螺距(jù)誤差(chà)補償
數控機床加工精度主要由加工刀具與(yǔ)工件間穩固的(de)相對位置決定,而進給軸位(wèi)置精度是刀具與工件(jiàn)相對(duì)位置的(de)基本決定因素。因此,提高機(jī)床進給軸的位置精度,對提高工件的加工品(pǐn)質具有重要意義。機(jī)床進給軸的位置精度(dù)主要表現在滾珠絲杠反向間隙、直線運動軸定位精度及重(chóng)複定位精度 3 個方麵。在機床裝(zhuāng)配(pèi)調(diào)試與運行管(guǎn)理維護過程中,通常使用數控係統軟件補償方式,以消除因零部件(jiàn)製造誤差、裝配誤差、運行磨損等引起的進給軸直線運動位置誤差,如反向間隙、螺距誤差等,進而提高進給軸的位置(zhì)精度。
本文以某型配備西門(mén)子 SIMUMERIK840D sl 係統的機床為研究對象,其(qí)數控係統配備PCU 50.5-C控製單元、NCU 710.2數控單元;進給軸 X 有效行程為 1100 mm,測(cè)量裝置為海德漢LS187C-1340型(xíng)光柵(shān)尺;Z軸有效行程為370 mm,測量(liàng)裝置為海德漢 LS187C-440 型光柵尺(chǐ)。在其精(jīng)度調試過程中,使用雷尼紹 XL-80 型激光幹涉儀實(shí)現對直線運動軸 X 與 運動位置精度的測
量;基(jī)於對應(yīng)的運(yùn)行(háng)誤差數據,求得相應(yīng)進給軸滾珠絲杠的反向間隙補償值和螺(luó)距誤差補償值,並在數控係統中對反向間隙和螺距誤差進行軟(ruǎn)件補償,以實現提高X、Z軸位置精(jīng)度的目的。
1 、進給軸位置誤差(chà)測量
使用激(jī)光幹涉儀XL-80測量係統的線性測長組件測量進給軸的位置誤差(chà),主要包括激光頭、補償器、帶雲台的三腳架及線(xiàn)性測量鏡(jìng)組。線性(xìng)測量鏡(jìng)組主要由分光鏡、線(xiàn)性反射鏡及(jí)光靶組成。數據采集與分(fèn)析分別使用(yòng)專用的線性測長軟件與數據分析軟件。下麵以X軸為例,介紹進給軸位置誤差測量。
1.1 激光(guāng)幹涉儀測量準備
測量 X 軸線性位移時,主要(yào)測量組件在機床上的基本布置如(rú)圖1所(suǒ)示。應先做好測量前的準備工(gōng)作。
1)在X軸運行(háng)方向前方穩(wěn)固地架設(shè)好三腳架與雲台,在雲台上固定好激光頭,調整位姿微調旋(xuán)鈕,使各個方(fāng)向的調整行程處於中間位置。
2)連接好激光頭電源及溫度、濕度傳感器,打開電源開關,轉動激光頭光閘,使射出的激光束最細;調節(jiē)三腳架位置與(yǔ)腳的高度,配合使用係統自帶的微型水平儀,使激光頭水平,且射出的激光束與X軸運行方向基本平行。
3)將 X 軸滑台(tái)移動到離激光頭最近的位置,在滑台上固定好反射鏡;調整磁力表座位置和(hé)高度,配合使用(yòng)微型水平儀(yí)與光靶(bǎ),使反射鏡水平,且激光正中光靶靶心。
4)利用手(shǒu)輪緩慢移動滑台遠離激光頭,調整(zhěng)雲台的左右角度,使光點向相反方(fāng)向偏離光靶中心大致相(xiàng)同的距離;移動滑台(tái)靠近激光頭,調整雲(yún)台的左右位置,使激光束正中反射鏡(jìng)靶心。
5)重(chóng)複過程 4),直(zhí)至 X 軸移動過(guò)程中(zhōng)激光束始終擊(jī)中反射鏡靶(bǎ)心而(ér)不偏離,此時激光束與 X軸運行方向已完全平行;去掉光靶,旋轉激光頭閘至工作位置,反射(shè)光(guāng)束應全部射入激光接收孔(kǒng),激光頭5個信號強度指示燈應至(zhì)少點亮4個。
6)在激光頭與反射鏡之間的合適位置(zhì)固定好分光鏡,將分光鏡分光到反射鏡的一側(cè)用光(guāng)靶蓋(gài)住,調整磁力表座位(wèi)置(zhì)與高度,使分光鏡的反射光(guāng)束完全射入激(jī)光頭接收孔,且信號強度指示燈至少點(diǎn)亮4個(gè)。
7)取下(xià)分光鏡分(fèn)光(guāng)到反射鏡一側(cè)的光靶,此(cǐ)時激光束應(yīng)通過分光鏡(jìng)至(zhì)反射鏡,反射後光束再次回到(dào)分光鏡(jìng),並與分光鏡上的反(fǎn)射光束產生幹涉,幹涉光束被激光頭接收,接收信(xìn)號強(qiáng)度(dù)指示燈應(yīng)至少(shǎo)點亮4隻。測量準備工作完成。
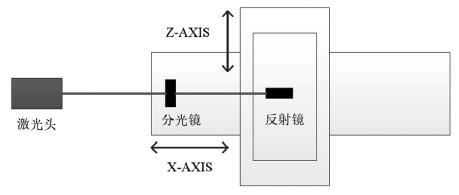
圖(tú)1 測量X軸線性位(wèi)移主要組件在(zài)機床上的基本布置圖(tú)
1.2 數據測量
激光幹涉儀(yí)安裝就緒後,編寫專門用於數據測量的機床運行程序,並設置(zhì)好數據采集軟件,運行數控(kòng)程序,便可實現數據的自動采集。數據測量前,應在(zài)數控係(xì)統中(zhōng)將(jiāng)反向間隙值設置為
0,即MD32450 BACKLASH[1]=0;禁(jìn)止(zhǐ)螺距誤差(chà)補償,即32700 ENC_COMP_ENABLE[1]=0 。
1.2.1 機床進給(gěi)軸(zhóu)測量運行程序
機床 X 軸(zhóu)有效(xiào)行程為 1100 mm,絕對坐標位置為-450.000~+650.000,數據(jù)測量間隔為100 mm,每一行程共測量 11 個點的數據。故設置數(shù)控程序起始點為-400、終止點為600,每運(yùn)行100 mm停止 4 s,等待激光幹涉儀采集數據;滑台運行到兩端後越程 4 mm 返回,共(gòng)運行 5 次。數控(kòng)程(chéng)序如下:
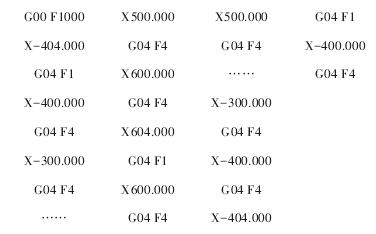
啟(qǐ)動數控程序(xù),當滑台從-404 mm 運行到(dào)-400 mm位置、即在第一個GOF4處時,暫停程序,待設置好數據采集軟件後再(zài)開始運行。
1.2.2 線性位移數據采(cǎi)集與分析
啟(qǐ)動電腦(nǎo)上的(de)線性測長軟件,按照(zhào)提示的步驟,進行數據采集參數設置。設置(zhì)第一定位點0 mm、最終定位點1000 mm,間距值100 mm,精度(dù)為小數點後3位;設置測(cè)量定位(wèi)方式為線性定位,測量次數為 5 次,方向為雙向;填寫測量時間、地點等信息;數據采集方式、停止周期、越程大小等為缺省值。完成上述設置後,軟件自動開始測量,自動采集的第一個數據為 0.000 mm
。此時啟動數控程序,軟件便自動在每個暫停時間段(duàn)采集相應的線性位移(yí)數(shù)值,直至全部 55 個點的數據采集完畢。
打開數據分析軟件,X軸線性測長誤(wù)差曲線如圖2所(suǒ)示,其中橫坐(zuò)標(biāo)表示測量目標值、縱坐標表(biǎo)示實測值與目標值的差值。
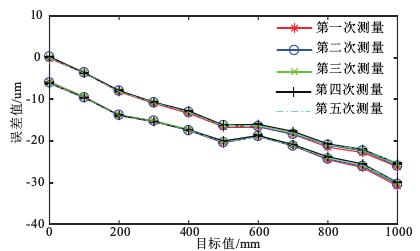
圖2 X軸線性測長誤差曲線(xiàn)
在“分析數據”菜單中選擇(zé)“ISO 230-2 1997統計數表”項,用軟件計算出實(shí)際的各項誤差值。可以得(dé)到(dào),X軸反向間隙為6.1 μm、重複定位精度為6.8 μm、定位精度為31.4 μm。
2 、反向間(jiān)隙補償與螺距誤差補償
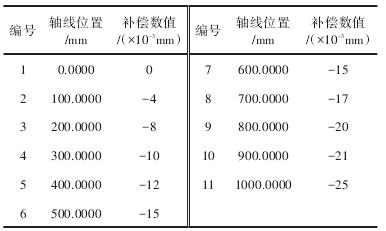
根(gēn)據測得的實際誤差值,利用數據分析軟件,得到補償數據。在“分析數據”菜單中選擇“誤差補償圖(tú)表”,設(shè)置(zhì)圖表類型為(wéi)“均值補(bǔ)償”,補償類型為“絕對值”,補(bǔ)償分(fèn)辨率為0.001 mm,正負符號轉(zhuǎn)換為“誤差值”,補償起點為0、終點為(wéi)1000 mm,間隔為(wéi) 100mm。然後單擊“繪製(zhì)誤差補償圖表”,得(dé)到軸反向間隙補償數據為-0.0004 mm。螺(luó)距誤差補償數(shù)據如表1所示(shì)。
表1 X軸(zhóu)螺距誤差補償數據
2.1 反向間隙補償
根據上述(shù)誤差數據,將反向間隙補償值輸入到數控(kòng)係統中,即(jí)MD32450 BACKLASH[1]=-0.004,然後按 Reset,機床回參考點後(hòu)反向間隙補(bǔ)償(cháng)生效。
2.2 螺(luó)距誤差補償
根據(jù)西門子 840D sl 數控係(xì)統螺距誤差補償使用說明,按如下(xià)步驟(zhòu)進行螺距誤差補償:
1)根(gēn)據“誤(wù)差補償圖表”編製補償文件,文件名為X-BUCHANG.MPF,如表2所示(shì)。
表2 X軸誤差補償文(wén)件(jiàn)
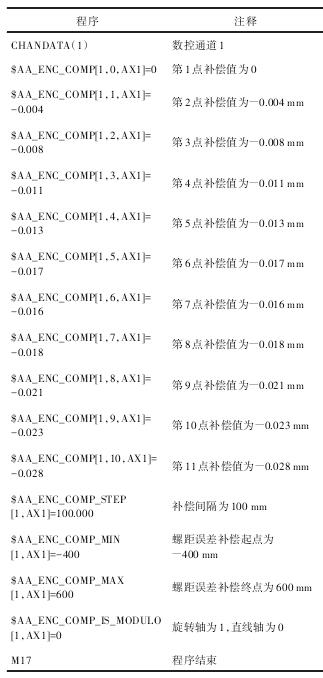
注:方括號(hào)內第 1 個“1”代表測量係(xì)統為光柵(shān)尺、第 2 個數字代表補償點,“AX1”表示軸1,即X軸
2)計算補(bǔ)償點數N:

式中:Cmax表示補償位置(zhì)坐標上限,Cmin表(biǎo)示補償位置坐標下限,C 表示補償(cháng)間(jiān)距。
根據 X 軸實際情況,其補償點數 N 為 11。在數控係統中設置參數 MD38000[1]=11,方括號中的“”表示機床(chuáng)采用光(guāng)柵尺作為測量係統(tǒng)。修改參數MD38000時應(yīng)注意數據備份。
3)設置參(cān)數(shù) MD32700=0,將上述螺距誤差補償文件 X-BUCHANG.MPF 拷貝到數控係統中,並執行一次;再將 MD32700 設(shè)置為 1,按複位鍵,機(jī)床回參考點,螺(luó)距誤差(chà)補償功能(néng)立即生。
3、 誤差補償前後進給軸位置精度對比
X 軸反向間(jiān)隙補償和(hé)螺距誤(wù)差補償生效後,使用 XL-80 激光幹涉儀再次測(cè)量該軸的位置精度,其線性測長誤差曲線如圖3所(suǒ)示。
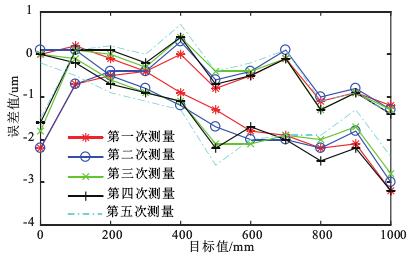
圖3 X軸誤差補(bǔ)償後線性測(cè)長誤差曲線
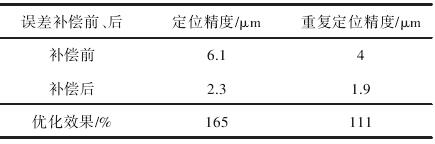
X 軸進行誤差補償前後,其位(wèi)置精度數值如表 3 所示,定位精(jīng)度提高了 598%,重複(fù)定位精度提高了(le)106%。該機床 Z 軸有效(xiào)行程範圍(wéi)為−330~40 mm,設置補償初始位置為−300、終止位置為0,間距為50 mm,共(gòng)補償 7 個點。按照(zhào) X 軸補償方法,對 Z軸進行反向間隙補償(cháng)與螺距(jù)誤差補償。如(rú)表4所示,補償後定位精度提高了 165%,重複定位精度提高了(le)111%
。
表3 X軸誤差補償前後位置精度對比
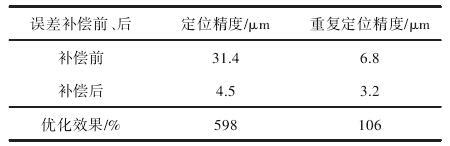
表4 Z軸誤差補償前後位置精度對比
4 、結束語
在新機床的裝(zhuāng)配調(diào)試與舊機(jī)床的維護保養中,利用激光幹涉儀測量進給軸的位置誤差,並在數控係統中進行反向間隙補償和(hé)螺距誤差補償,能(néng)有效地提高進給軸的位置精度。這項工作(zuò)對提高加工質量、節約經費等具有重要意義。本文講述的機床進給軸位置誤差補償方法和過程具有普遍性,不同的測量方法、不同的數控係統(tǒng),均能實(shí)現(xiàn)軟件誤差補償功能(néng),應在機床的調試和維護中大力普(pǔ)及和推廣。
投稿(gǎo)箱(xiāng):
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多(duō)

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分(fèn)地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量(liàng)數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源(yuán)汽車(chē)產量數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據
博文選(xuǎn)萃
| 更多
- 機械加工過程圖示
- 判(pàn)斷一台加(jiā)工中(zhōng)心精度的幾(jǐ)種辦法
- 中走絲線切割機床的發展(zhǎn)趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工(gōng)人都去哪裏了?
- 機械老板做(zuò)了十多年,為何還是(shì)小(xiǎo)作坊(fāng)?
- 機械行業最新(xīn)自殺性營銷,害人害己!不倒閉才
- 製造業(yè)大逃亡(wáng)
- 智能時代,少談點智造,多談點製造
- 現實麵(miàn)前,國人(rén)沉默。製造業的騰飛,要從機(jī)床
- 一文搞懂數控車床加工刀具補償功能
- 車床(chuáng)鑽(zuàn)孔攻螺紋加工方法及工裝(zhuāng)設計
- 傳統鑽(zuàn)削與螺旋銑孔加工工藝的區別