


數控機床狀態監測和故障預測係(xì)統的關鍵技術
2021-2-24 來源: 江蘇(sū)海洋大學 應用技術學院 作者:趙中敏
摘要:狀(zhuàng)態監測和故障預測技術是數(shù)控機床實現自主保障(zhàng)的一(yī)項(xiàng)關鍵技術,首先提出了狀態監測和故障預測維(wéi)修的組成及功能,構建了(le)數控機床維修係(xì)統的功能框圖並分析了(le)其工作流程;接著闡述了故障診斷與預測的具體實施結構體係,該結構能夠實現大型數控機床狀態監測和故障預測,為提高數控機床的使用壽命及使用效率,具有重要的推廣價值;最後(hòu)總結了如何(hé)開發適合我國國情的狀態監(jiān)測與故障預測係統。
關鍵詞:數(shù)控機床 狀態監測 故障預測 工作流程 結構體(tǐ)係
大型數控機床係統的性能及(jí)可靠性決定了其工作壽命(mìng)以及工作效率,目前的事(shì)後維修和計劃性維修很難預防災難性的故障(zhàng),而且常常引起不(bú)必要的停機,存在引入維修(xiū)損壞的風險。與(yǔ)以上兩種維(wéi)修策 略 不 同 , 視 情 維 修(xiū) (CBM, condition basedmaintenance)是麵向設備實際狀態和發展趨勢的,根據對設備當前和將來狀態的正確和可靠的預測來(lái)安排維修活動。因此對設備(bèi)當前(qián)狀態的描述,以及(jí)對下(xià)一(yī)時段狀態和故障的預測是實現視情維修的根本,這也正是狀態監測和(hé)故障預測技術要著(zhe)力解決的問題。狀態監測和故(gù)障預測技術使得設(shè)備維護人員可以預知故障(zhàng)的發生,從而采取一係列(liè)維修或預防的措施,而(ér)不必等到故障真正發生(shēng)之後再做(zuò)出反應。
目前,數控機床正朝(cháo)著大型化、高速化、高精度化的方向發展。在高速(sù)、高加速度、大載荷、大位移等非常規工況下,振動、衝擊、變形等因素對機床的進給係統產生重大(dà)影響,導致絲杠、導軌(guǐ)、軸承、聯軸器、齒輪、蝸輪蝸(wō)杆等(děng)機械部件產生各種故障,由此引起數控機床的運動誤差、部件磨損甚至意(yì)外停機等問題。因此,在狀(zhuàng)態監測和故障診斷領域內,正(zhèng)確評價大型數控(kòng)機(jī)床當前的狀態,預測機床運行狀態(tài)的發展趨勢,為機床維護提供指導依據是一個亟(jí)待解決的問題。
1、數控機床狀態監測和故障預測(cè)的組成及功能
通過在線檢測設備運行狀態,參照設備正常的狀態參數標準(zhǔn),結合(hé)曆史維修知識庫,對設備的(de)運行狀態進行分析,並對(duì)故障可能發生的情況進行預測,從而作為製定設備合理維(wéi)修計劃的依據。通(tōng)過對運行狀態進(jìn)行監(jiān)測,如果發現設備出現(xiàn)了故障,則立即進行診斷,確(què)定故障部位和故障類型(xíng),提出維修建議,進而下達(dá)維修(xiū)任務和(hé)組織實(shí)施(shī)。其體係結構如圖1所示。
(1)設備層:由(yóu)作業車(chē)間中數(shù)控加工設備(bèi)構成。
(2)信息采集層:其主要作用是采集設備層的運行狀態(tài)數據,並對這些數據進(jìn)行(háng)濾波、整形、放大等處理後,提交給信息處理層。該(gāi)層主要包括各類傳感器、信息采(cǎi)集終端、直接數字控製(DirectNumerical Control,DNC),以及(jí)其他智能設備等。
(3)信息處理層:該(gāi)層(céng)的(de)功能是對信息采集層提(tí)交的信息進行識別、轉化、分類、融(róng)合、特征提取、特征融合等,為應用層(céng)的功能實現提供支撐。
(4)數據層(céng):由維修數據庫、狀態知識庫和設備信息庫等相關數據庫及知識庫構成。維修(xiū)數(shù)據(jù)庫存儲(chǔ)維修內容、維修(xiū)操作、維修計劃、維修事(shì)件等相關數(shù)據信息;狀態知識(shí)庫存儲設備在不同工況下運行的狀態參(cān)考(kǎo)值、允許(xǔ)值和故障閾值等。
(5)應用層:由在線監控模塊、故障診斷模塊、故障預測模塊和維修管理模塊組成。在線監控模(mó)塊實時獲取設備(bèi)運行狀態數據,在對其進(jìn)行處理後,進行(háng)數據融合(hé),向(xiàng)用戶顯示設備運行狀態,並將融合後的數據提交(jiāo)給故障診斷模塊;故障診斷模塊在(zài)監控模塊提供監控數據的基礎上(shàng)進行特征(zhēng)提取,並對特征值進行融合(hé),進而通過各種特征分類(lèi)器進(jìn)行分類,在進行數據的(de)決策(cè)層融合後進行故障診斷,並輸出故障結果;故障預測模塊根據相關模型和算法對設備運行狀態特征進行故障預測,並對可能的故障部件、故障原(yuán)因、故(gù)障類型等進行分析;維修管理模塊(kuài)主要處理與設備維修(xiū)相關的操作(zuò)管理,包括維(wéi)修內容管理、維修計劃管理、維修事件管(guǎn)理、維修控製等。
(6)用戶層(céng):該層的用戶分(fèn)為係統管理員、操作人員和(hé)維修人員三類。
需要指出的是(shì),上述體係(xì)結構中的各功能模塊之間並(bìng)沒有明顯的界限,存在著數據信息的交叉反饋。國外對上述各模塊中應用的一般技術(如傳感器、數據傳輸、數(shù)據處理等)和方法(如係統框架模型、狀態監測和(hé)預測推理算法等)進行了大量的研究,同(tóng)時也進行了大量的工程實踐。
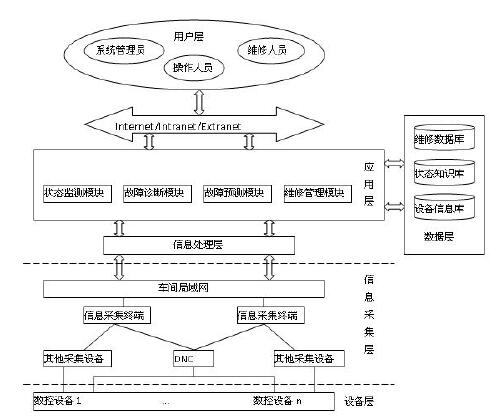
圖 1 數控機床的狀態監測和故(gù)障預測的結(jié)構體係
2 、數(shù)控機床狀態監測和故障預測的工作流程
數(shù)控機床狀態監(jiān)測和故障預測係(xì)統包括兩種工作流程:
(1)設備運行狀(zhuàng)態信息采集和故障診斷、預測流程;(2)設備維修管理流程,如圖 2 所示。
具體操作可劃分為四個階段。
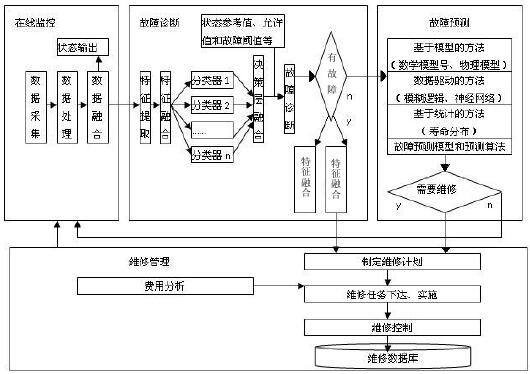
圖 2 數(shù)控機床的狀態監測和故障預測工作流程
2.1 設(shè)備可監測(cè)的運行狀態(tài)信息分(fèn)析
(1)設備(bèi)運行狀態實時采集與(yǔ)監控,通過(guò)對設(shè)備可監(jiān)測的運行狀態信息進行分析,選擇最佳的狀(zhuàng)態監測方法,確定所需的儀器(qì)和(hé)設備,進(jìn)行設備運行狀態(tài)數據的采集。
(2)由於設備(bèi)運行狀態(tài)的輸出大都為非(fēi)線性,同時受溫度、電源波動(dòng)、噪(zào)聲(shēng)和振動等環境因素的影響,使得所采集的數據不能準確地反映測量值,容易出現測量準確度不高、穩定性差等問題。因此,需要對采集到的數據進行處理,剔除錯誤數據或偏差數據。
(3)對多源同類傳感(gǎn)器進行一次(cì)數據融合,然後對(duì)異類傳感器進行二次數據融合,以提高獲取狀態信息的準(zhǔn)確(què)性。同時,根據融合後(hòu)的數據輸出設備的運行狀(zhuàng)態信息。
2.2 基於(yú)融合後(hòu)的設備運行狀態信息進行故障診斷
(1)由於實時采集的設(shè)備運行狀態信息的數據量相當巨大,為了對設備運行狀態進行分析和診斷,需要根(gēn)據融合後的運行狀態數(shù)據,提取設備(bèi)運行的關鍵特征,構建設備運行狀態的特征(zhēng)向量。
(2)根據(jù)信息融合理論進(jìn)行設備運行狀態的特征融合。
(3)構造特征分類器,進行決策層融合。同時,參考設備運行狀態參考值、允許值和故障閾值,進行(háng)故(gù)障診斷,並輸出(chū)診(zhěn)斷(duàn)結果(guǒ)。如果診斷(duàn)結果(guǒ)是有(yǒu)故障,則進行故障報警,並輸出故障(zhàng)信息,同時進入維修管理;如果診斷結果是無故障,則進入故障預測階段。
2.3 故障預測
雖然故障診斷的結果是未(wèi)發生故障,但設備存在發生故(gù)障的可能性。故障預測的目的就是分析這種可(kě)能性的大小,並做出是(shì)否需要進行維修的判(pàn)斷。預測的方法有基於模型的方法、大數據驅動的方法和基於(yú)統計的方法三種(zhǒng)。經過預測後(hòu),如果判定(dìng)為不必進行維修,則(zé)返回設備(bèi)運行狀態實時采集與監控;如果判定為需要進行維修,則進入維修管理。
2.4 維修管理
(1)如果設備需要進行維修,則查詢相關維修數據庫,製定維修計(jì)劃。
(2)對維修計劃(huá)進行費用分(fèn)析,並生成維修任務。該步驟由(yóu)相關人員組織實施。
(3)對維修任務(wù)進行控製,維修任務(wù)完成後,把相關維修信息輸入維修(xiū)數據庫。
3、 數(shù)控機床狀態(tài)監測和故障預測的結構體係
針對監測對象的特點,選擇不同的傳(chuán)感器對(duì)各個部件(jiàn)的運行狀態進行監控,具體結構如圖 3 所示(shì)。
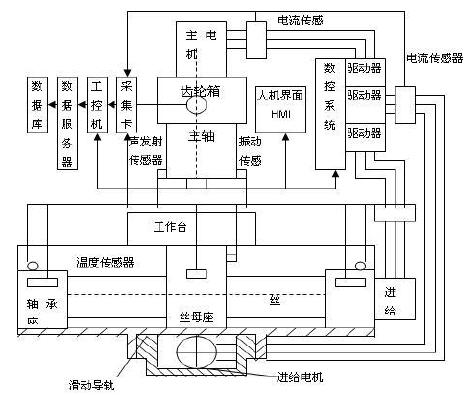
圖 3 數控(kòng)機床的狀態監測和故障預測結構體係
1)數控係統
數控係統運行參數可以通過(guò)軟(ruǎn)件直接(jiē)讀取,係統故障代碼顯示各種報警(jǐng)信息(xī)。有故障特征融合特(tè)征融合
2)導軌副
X 向、Y 向和 Z 向(xiàng)導軌采用滑動導軌,機油潤(rùn)滑,在滑動體上安裝三向振動傳感器監測導軌的變形及磨損。
3)絲杠副
由於設備運動部件的性能及精度變化主要反映在振動頻(pín)率及幅值(zhí)的變化上(shàng),在 X 向(xiàng)、Y 向及 Z 向滾珠絲杠副的絲母座上分別安裝 1 個三向振動傳感器,監(jiān)測絲杠由於磨損、偏心、絲杠滾道表(biǎo)麵缺陷、滾(gǔn)珠缺陷等導致的(de)振動及衝擊脈衝。絲杠(gàng)兩(liǎng)側的(de)支撐端分(fèn)別安裝 1 個單(dān)向振動傳感器,監測由於絲杠彎曲、前後支架不同心、軸承故障等導致的振(zhèn)動形態(tài)變化。為提高故障預(yù)警和診(zhěn)斷的精度,在絲母座及兩個軸承座上分別(bié)安裝 1 個貼片式溫度傳感器,監測性能變化導致的溫(wēn)度增加。
4)主軸係(xì)統
主軸係統由電(diàn)機、齒(chǐ)輪箱和主軸構成。在主軸前端安裝聲發射傳感器和振動(dòng)傳感器,在齒輪箱上安裝振動傳感器,監測主軸(zhóu)的運動精度、軸承狀態及齒輪齧合狀態(tài)。
5)伺服係統
采用(yòng) 3 個電流傳感器(qì)分別監測(cè)主軸電機和 2 個給電機的實際負載狀況及功率變化(huà),通過切削力(lì)實驗,對電流信號進一步分(fèn)析處理,可以建立電流與負載力之(zhī)間的映射關係。驅動器故障由其內部報警代碼提供解決方(fāng)案。
6)潤滑係統監(jiān)測
潤滑係(xì)統的壓(yā)力及流量分別采用壓力傳感器和流量傳(chuán)感器實時監測,油箱機油溫度和液位高度采(cǎi)用溫度傳感器和液位傳感器(qì)獲取,防止(zhǐ)異常狀況和漏(lòu)油的發生。
7)電氣控(kòng)製係(xì)統
采用可編程控製器 ( programmable logiccontroller ,PLC)直讀技術(shù)獲取 PLC 點位信息,構成狀態矩陣,並采用圖形化方式將電(diàn)氣原理圖進行對照輸出,以便快速診斷和維修故障。上述傳感器信號通過模 / 數(analogue/digital,A/D)采集卡轉換後輸入工控機進行分析與計算(suàn),分析獲得的設備狀態監測數據送入數據(jù)服務器存儲,並同時在設備的人機界麵 HMI上實(shí)時滾動顯示,以便於(yú)操作人(rén)員掌握設備各個部件的運行(háng)及狀態信息。
4、 結語
雖然各種數控設(shè)備狀態監測(cè)與故障診斷係統已逐步得(dé)到應用,但還(hái)遠沒有達到工程實用化的程度(dù)。目前還(hái)僅在部分關鍵的係(xì)統和部件中應用。並且對大多數係統尤其是數控(kòng)設備的故障機理了解還(hái)不深(shēn)入,有些還僅是故障的檢測(cè),還不具備故障預測的能力。此外(wài),何正確有效地預測(cè)係統的狀態,並做出優化的維修決(jué)策等都需要大量的研究工作。難點工(gōng)作主(zhǔ)要在於如何規劃特定被監測係統(tǒng)的係統(tǒng)體係結構,如何有效地選用一些較(jiào)成熟的技術用於構建狀態監測與故障預測係統(tǒng)。應首要確定需要(yào)進行研究的關鍵技術(如對於數控設備關注故障機理的基礎性研究),進(jìn)而(ér)開發出適合我(wǒ)國國情的狀態監測與故障預測係統。
投(tóu)稿(gǎo)箱:
如果您有機床行(háng)業、企業相關新聞稿(gǎo)件發(fā)表,或進行資訊合作,歡迎聯(lián)係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞稿(gǎo)件發(fā)表,或進行資訊合作,歡迎聯(lián)係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業界(jiè)視點(diǎn)
| 更多(duō)

行業(yè)數據
| 更(gèng)多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地區金屬切削(xuē)機床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(chē)(轎車)產(chǎn)量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分地區金(jīn)屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(chē)(轎車)產量數(shù)據(jù)
博文選萃
| 更多
- 機械加工過程圖示(shì)
- 判斷一台加工中心精度(dù)的幾種(zhǒng)辦法
- 中走絲(sī)線切割機床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的(de)技術工人(rén)都去哪裏了?
- 機械老板做了十多年,為何還是小作(zuò)坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造(zào)業大逃亡
- 智能(néng)時代,少談(tán)點智造,多談點(diǎn)製造
- 現(xiàn)實麵前(qián),國人沉默。製造業的騰飛,要(yào)從機床
- 一文搞懂數控車床加工刀具補償功能
- 車(chē)床鑽孔攻螺紋加工(gōng)方法及工裝設計
- 傳統鑽(zuàn)削與螺旋銑孔加工工藝(yì)的(de)區別