


摘要:提高(gāo)機床的數控化率主要有兩種方(fāng)式:一是購置新的數控機床,二是對舊有機床進行數控化改造。對這些機床進行數控化改造和更(gèng)新,可形成上千億的更新市場需求,對保持經濟增長可發揮一定的作用。本文對普通立車進行數控化改造,解決了企業先進設備缺(quē)乏的難題。
關鍵詞:立式車(chē)床;數控改(gǎi)造;電氣(qì)控製
1.C5126數控改造的總體方案
C5126立式車床數控(kòng)化改造主要包括三個方麵:機械傳動結構的改造,電氣驅動係統的改造,數控係統的改造(zào)。
機械結構的改造主要包括主軸傳動係統的改造、進給係統的改造以及橫梁機械(xiè)結構的改造。主軸傳動係統的改造目標是實現無級調速;進給係統的改造主要是通過對立刀架水平和垂直絲杠(gàng)的驅(qū)動係統改造,實現數(shù)控車床所(suǒ)必須的X、Z軸的改造。將原(yuán)車床立刀架的垂直絲杠(gàng)改造並(bìng)定義為(wéi)數控車床的Z軸,立刀架的水平絲杠改造並定義為數控車床的X軸。改造目標要實現與驅動電機的配合,同時考慮機械(xiè)結構(gòu)的安裝情況,合理利用空間;橫梁機械結構的改造目標是簡化夾緊機構,方便實現上升下(xià)降的(de)控(kòng)製(zhì)。
電(diàn)氣係統的改造需要拆除舊機床的電氣控製元件,因(yīn)為改造後的設備為數控設備,許多電氣控製元件已經無法完成數控係(xì)統的控製功能,為了實現對改造後機床的控製必須全(quán)部換掉。改造後通過變頻器實現主軸的無級調(diào)速控製,並選擇與安裝編碼器等電氣元件,通過合理選擇驅動電機與驅動器控製進給軸的運動。改造(zào)後的機床功能圖如圖1.1所(suǒ)示。
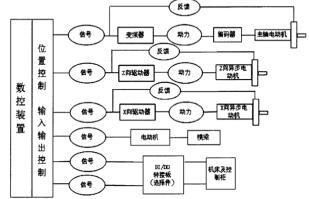
圖1.1改造後的機床(chuáng)功能圖(tú)
數控裝(zhuāng)置發出信號分別控製主軸(zhóu)、X軸(zhóu)、Z軸、橫梁等部件(jiàn),主軸、X軸與Z軸的位置控製為半閉環控製,通過指令控製,輸出(chū)進給信號與(yǔ)方向(xiàng)信號到驅動器,驅動電動機(jī)運行,並將檢測到的位(wèi)置信號反饋到驅動器,由自身部的位置比較模塊完成反(fǎn)饋位置與要求位置比較後,並修正下一周期的旋(xuán)轉,不需CNC裝置的位置控製模塊進行反饋比較、速度修(xiū)正(zhèng)。
2.電氣控製部分分析和改造
2.1主軸電氣控製方案選擇
主軸通常有交流與直流兩(liǎng)種(zhǒng)調速方式。直流調速一般采用直流主軸電(diàn)動機配合全數字直流調速裝置實現(xiàn),這種設計體積小,結(jié)構緊湊,調速控製力(lì)度較(jiào)好,且調速性能穩定,但是成本較高。交流主軸電(diàn)動機采用變(biàn)頻調速控製,其特點是(shì)調速和起製動性能好(hǎo),高效率、高功率因(yīn)數和適用範圍廣泛。另外,采用變頻器調速的最大優點是可以利(lì)用機床原有的主軸電(diàn)機,實現轉速的方便調控,改造成本較低(dī)。結(jié)合改造設備的(de)情況,完成主軸驅動形(xíng)式的改造,通過變頻(pín)調速實現對主軸轉(zhuǎn)速的(de)無級調速。
2.2進給軸電氣控(kòng)製方案選(xuǎn)擇(zé)
進給伺服機構(gòu)的控製方式通常有開環控製、全閉環控製與半閉環控製三種方式。開環控製方式沒(méi)有反饋係(xì)統,此種控製方式的最大特點是控製方便,結構簡單,價格便宜。數控係統發出的位移指令信號流是單向的,不存在穩定性問題,由於機(jī)械傳動誤差不經過反饋校正,位移精度一(yī)般不高。
全閉(bì)環控製方式的反饋采用直(zhí)線位移檢測元件,但是機(jī)床傳動中的摩擦係數、剛性和間隙(xì)均為非線性,並且整個機械傳動(dòng)鏈的響應(yīng)時間(jiān)又(yòu)非常大,這些(xiē)主要用在高精度的設備。半閉環控製方式把反饋元(yuán)件直接安裝在(zài)伺服(fú)電動機或絲杠(gàng)端部,由於大(dà)部分機械傳動環節未包括在係統閉環環路內,因此可獲得較穩定的控製特性(xìng)。根據本設備的改造要求選擇使用半閉(bì)環控製方式,如圖1.1所示。X軸和Z軸(zhóu)的T型絲(sī)杠末端安裝編(biān)碼器,並安裝驅動器、驅動電機和限(xiàn)位開關(guān),按照電氣安裝和原理圖的設計接好線,並依據實際需(xū)求和電氣樣本準確的完成電氣設(shè)備的(de)選型。
2.3數控係統的選型
被改(gǎi)造機床的控製功能要求是選擇合適的數控係統首先要考慮的問題。在選用時第一要考慮各項功能是否滿足要(yào)求,第二要確保係統工(gōng)作可靠性。通過性(xìng)能與價格比,選取物美價廉的數控係統,並要考慮數控係統的售後服務和故障維修等情況。目前國內采用比較多的數控係統有:FANUC數控係統(tǒng)、SIEMENS數控係統、三菱數控(kòng)係統、華中數控係統等。
3.電氣(qì)控製部(bù)分的安裝調試
3.1電氣控製部(bù)分安裝要點
電氣控製部分的(de)安裝是接線與控製元器件的布置。電(diàn)氣櫃是(shì)電(diàn)氣(qì)控製部分(fèn)的安裝主要部分,它裏麵涵蓋了幾乎所有(yǒu)的強(qiáng)電與弱電控製。按照線路圖以及電氣櫃的設計,尺寸和接線原(yuán)則把電氣控製原件安裝到位,安裝中要詳細閱讀元(yuán)器件的說明書,按照安全的操作規範來進行安裝。安裝中認真仔細,特別注意(yì)變頻器(qì)、驅動器等主要元器件的安裝,選擇正(zhèng)確的接線端子來安裝(zhuāng)並注意線序,以(yǐ)防接錯(cuò)位置損壞元器件。
3.2安(ān)裝調試
電氣控製部分要逐一檢查變頻器(qì)連線,驅動器連線,行程開關,交流接觸器(qì),繼電器,熔斷器等(děng)元件,按照電氣原(yuán)理圖完成電(diàn)氣櫃布局和整體接線,安裝好後(hòu)就是(shì)進行動作檢驗。
(1)正麵櫃內的元件的安裝:先安裝核心部分數控操作麵板,並連接(jiē)電纜(lǎn),接下(xià)來再安裝伺服驅動器以及電(diàn)機編碼器,隨後安裝塑料殼斷路器、小型斷(duàn)路器、交流接觸器、電機編碼器(qì)、互感器、開關電源、中間繼電器、熔斷器、端子排等其它相關的電氣元件,在接線(xiàn)的(de)過程中在線上標上記號,便於連接其它櫃內(nèi)的接線也便於引出線,在接線的過程中要(yào)認真謹(jǐn)慎,避免誤接線引起的元器件損壞。
(2)反麵櫃內電器元(yuán)件的安裝(zhuāng):根據變頻器安裝所需的位置,安裝好變頻器。把需要的電纜一端接在變頻器所要使用的端子上,一端引出並做上記號;並(bìng)進一步安裝隔離變壓器、軸流風扇、製動單元、隔離變壓器、製動電阻,連接好相互之間的連線,把要引出的(de)線做上記號,便於按照線路圖進行安裝。安裝好後要注意(yì)所(suǒ)有電氣元器件上的連線是否充分連接,避免有短路和未連接的情況出現,按照功能(néng)要求接好線。
(3)麵板(bǎn)元件布局的安裝:麵板元器件主(zhǔ)要是數控裝置的報(bào)警以及信號顯示裝置,主要是(shì)電流表、電壓表、紅色指示燈、綠色按鈕(niǔ)、急停按鈕、三位旋鈕等顯示與控(kòng)製按鈕,這部分接線一定要注意線的位置不能接錯,否則會影響信號的判斷。
(4)加裝限位開關(guān),限位開關的位置一定要安裝比較(jiào)準(zhǔn)確,以免出現(xiàn)控製與實際運行距離的差別。
接下來進行(háng)送電檢測:
1)確認電源(yuán)電壓相序(xù)切斷各分(fèn)路空氣開關或熔斷器,閉合機床總開關,檢查(chá)輸入電源電壓相序正確與否。其方法可用(yòng)相序表或示波器判斷(duàn),特別是伺服驅動采用晶閘管控製的電路。如相續不符,一通電就(jiù)會燒斷熔絲,甚至造成器件損壞。
2)接(jiē)通強電櫃交流電源。
3)接通直流電源。
檢(jiǎn)查測(cè)量各直流電源是否正常,檢查時需結合當地供電電壓的峰穀值情況,其偏差值是否超出其允許範圍(wéi)。
結論
本文對普通(tōng)立車進行了(le)數控化改造,改造後的機床通過圓弧等指令的數控編程可以很方便(biàn)地(dì)加工出普通(tōng)立式車床(chuáng)無(wú)法加(jiā)工的複雜曲麵類零件。
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資(zī)訊合作,歡(huān)迎聯係本網編(biān)輯部, 郵(yóu)箱:skjcsc@vip.sina.com

查")
- 機械加工過程圖示
- 判斷一台(tái)加工中心精度的幾種辦法
- 中(zhōng)走(zǒu)絲線切割機床的發展趨勢
- 國產數控係(xì)統(tǒng)和數(shù)控(kòng)機床何去何從?
- 中國的技術工人都去哪裏了?
- 機(jī)械(xiè)老板做了十(shí)多年(nián),為(wéi)何還是小作坊?
- 機(jī)械行業最新自殺性營銷,害人害己!不倒閉才
- 製造(zào)業大逃亡
- 智能時代,少(shǎo)談點智造,多談點製造
- 現實(shí)麵前,國人沉默。製造業的騰(téng)飛,要(yào)從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工(gōng)方(fāng)法及工裝設計
- 傳統鑽削與螺旋銑孔加工工(gōng)藝的區別