


U2000—400型不落輪(lún)漩車床常見故喧昀分(fèn)析處理
2016-10-18 來源:轉載 作者:魏海(hǎi)波
摘要:提出b2000—400型常見故障類型.介紹U2000—400型不落輪鏇床(chuáng)的結構原理進行(háng)分析,針對U2000—400型不落(luò)輪鏇車床常見故(gù)障指出具體解決措(cuò)施,提出(chū)改進不落輪鏇車床性能的檢(jiǎn)修建議,對提高鐵路客車輪對鏇修作業質量有一定的指導作用。
關鍵詞:常見故障;U2000—400型不落輪鏇(xuàn)車床;輪對鏇修;檢修建議(yì)
U2000枷0型不落輪鏇床是由德(dé)國Hegenscheidt—MFD公司生產的一台高性能機床。該設備主要(yào)用於列(liè)車在(zài)整列編組不解體的情況下,對車輪輪緣和踏麵進行修理加工。設備具備自動測量(liàng)、]/11.T_、數據記錄和儲存、報表打印、故障診斷、鐵(tiě)屑破碎和排送、自動潤滑(huá)等基本功能。設備控製係統采用CNC數控係統,具備對不同輪(lún)對的輪廓形狀曲線進行編程的功能。鏇輪時車輛的(de)牽引對(duì)位(wèi)作業由公鐵兩用車完(wán)成。車輛在運行過程中,與鋼軌接觸的輪緣、踏麵會產生磨損和變形,需要對不符合標準的車輪進行必要的車削,即鏇修加工(gōng)以恢(huī)複尺寸。數(shù)控不落輪鏇床在車輛(liàng)不解體(tǐ)狀態下對(duì)輪對進行高精度鏇修.是運營中技術要求較高設備。
1.不落輪鏇床結構原理
U2000-400型不落輪鏇車床由床(chuáng)身、橫欄係統、輪副驅動係統、輪副安裝(zhuāng)和(hé)製動係統、數控旋轉刀台、測量定位單元、電氣控製係統、液壓係統、碎片(piàn)處理係統等組成。U2000400型不落輪鏇車床總(zǒng)體(tǐ)布局如(rú)下:機床(chuáng)置(zhì)於一個靠近導(dǎo)軌的地下坑裏,在輪副機加工之前,導軌(guǐ)通過液壓(yā)移出(chū)加工範(fàn)圍。機(jī)床柱子支撐以下係統單元:輪副(fù)的驅動(dòng)和對中係統;兩個支撐的橫梁;製動單元。進(jìn)給係統當導軌閉合後,待(dài)加工的輪子定位在機床上。驅動係統由輪副通過無級變速三相的電動機驅動,驅動力通過4個滾輪(lún)傳遞給車輪(lún)踏麵,2個滾輪作為輪副的軸向引導(dǎo)係統。
車床平麵圖及部件說明見圖1。
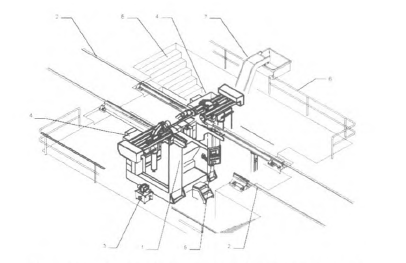
圖l U2000-400型不(bú)落輪鏇車床總(zǒng)體結構原理圖
l一機床床身;2一導(dǎo)軌係統(tǒng);3-液壓單元;4一電氣控製櫃;
5一主(zhǔ)操作麵板;6一樓梯、扶(fú)手;7一碎片處理係統;8一噴嘴測量風道
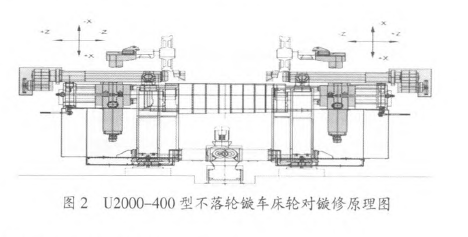
2.試驗(yàn)裝置工作原理
測量係統由輪副外形的磨損測量,刀架的自動定位由(yóu)安裝(zhuāng)在徑向滑塊上(shàng)的定位和磨損探頭控製。刀具在輪副加一r中使用加入碳化物的刀(dāo)具。所有的滾輪軸承都(dōu)根據使用年限進行充分(fèn)潤滑。在機床加-T-範圍內所有的定位導軌都有防止轉向衝擊的保護。電器部件在(zài)機床背部的(de)控製櫃中,機床通過主操作麵板控製,機(jī)器設備碎片處理(lǐ)機加工中(zhōng)產生的碎片往粉碎機進行粉碎(suì)且通過傳送帶運到(dào)機床外(見圖2)。
3.不落輪鏇車床技術參數
客車空調機組各零部件組裝在不鏽鋼板製成箱體,加蓋(gài)板後(hòu)形成一個整體。空(kōng)調機組主要部件包(bāo)括全封閉製冷壓縮機2台、冷凝器2台、毛(máo)細管2組、蒸發器2台、氣液分(fèn)離器2台、幹燥過濾器2個、電加熱器2台、離心風機1台、軸流風機行故障部位的處理。1台等(見表1、表2)。
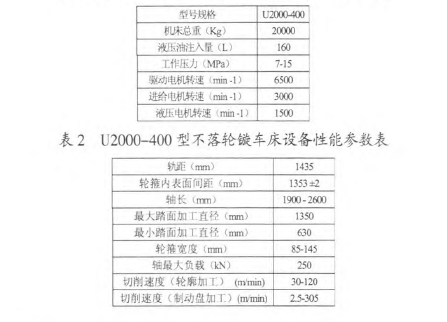
表1 U2000-400型不落輪鏇車床機床性能參數(shù)表
4.不落輪鏇車床故障(zhàng)分析
4.1測量輪限位開關故障
不落輪鏇車(chē)床原有測量輪限位開關由於設計安裝位置不合理,運行狀態不穩(wěn)定造成故障發生(shēng)率較高(gāo),對測(cè)量(liàng)輪(lún)正(zhèng)常運行(háng)使用及(jí)測量(liàng)精度產(chǎn)生較(jiào)大影響。
4.2驅動主軸磨損故障
不落輪鏇車床驅動主軸由於長期使(shǐ)用未及時(shí)潤滑和清理金屬碎屑,殘留的碎屑夾雜(zá)在主軸外壁造成接觸麵擦傷磨損嚴重,影響輪對鏇修質量。需要對驅動主軸安裝保護套管,及時(shí)潤滑保養並(bìng)清除金屬碎屑,消(xiāo)除(chú)作(zuò)業過程中設備故障隱患。
4.3驅動輪軸(zhóu)承磨損故障
不(bú)落輪(lún)鏇車床驅動輪軸承在設備運行過程中長期機械(xiè)磨損造成部件故障報廢情(qíng)況,內部(bù)軸承潤滑不充分造成嚴重磨損,影(yǐng)響驅動輪運行。
4.4活動導軌磨(mó)耗超限
由(yóu)於活動軌道長期(qī)使用,導向墊板磨損嚴重,軌道連接處形成螺釘鬆動現象,軌道踏麵發生淺層裂紋,對非活動的底座部分的淺層裂紋應打磨去除,深層裂紋無法(fǎ)修複時應予更換(huàn)。使(shǐ)用過程(chéng)中活動軌道磨(mó)耗會影響工作穩(wěn)定性和鏇修精度。
4.5液壓係統部件故障(zhàng)
液壓係統(tǒng)各路油路(lù)壓力(lì)不滿足要求需(xū)要調整,液壓馬達時常(cháng)出現轉(zhuǎn)動異(yì)常噪音及轉動不靈活情況,油缸(gāng)動作(zuò)異常,需拆開清洗檢查。電磁閥的動作異常,則(zé)更換不良元件。液壓係統故障嚴重影響設備安(ān)全運行,需仔細檢查部件運行狀態。
4.6控製麵板顯(xiǎn)示故障代碼信息
不落輪鏇車床微機係統自帶自診斷功能(néng),當(dāng)設備處於非正常工作的狀態下,係(xì)統根據執行器反饋來(lái)的故障信息,在控製麵板上顯示相應(yīng)的程序故障代碼,引導操作人員檢查(chá)設(shè)備故障部位。設備維修人員要對控製麵板(bǎn)上顯示相應的程序故障代碼進行分析,查詢使用(yòng)說明書上相對應的代碼信息後進行故障部位的處理。
5.不落輪(lún)鏇車床故障處理
5.1設計安裝(zhuāng)使(shǐ)用新型限位開關替換現有故障限位開關(見(jiàn)圖3)
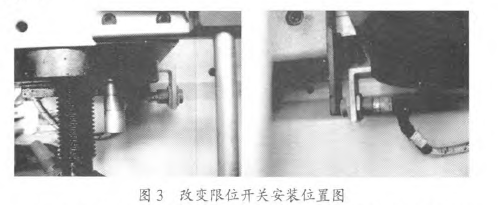
測量係統包括內側距和磨耗測量裝置、直徑測(cè)量裝(zhuāng)置兩部分。測量車輪下列幾何(hé)參(cān)數:車輪直徑、輪緣高度(dù)、輪緣(yuán)厚度、輪對內側距、徑向跳動、端麵(miàn)跳動。
5.2解決驅動主(zhǔ)軸磨損故(gù)障問題
不落(luò)輪鏇車(chē)床驅動主軸由於長期使用未及時潤滑和清理金屬碎屑,殘留(liú)的碎屑夾雜在主軸外壁造成接觸麵擦傷磨損嚴重(chóng),影響輪對鏇修質量。需(xū)要對驅(qū)動主軸安裝保護套管,及時潤滑保養並清除金屬碎屑,消除作業過程中設備故障隱患(見圖4)。
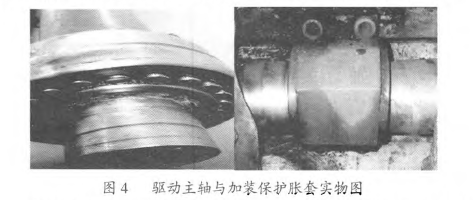
解決問題:設計加裝主(zhǔ)軸(zhóu)保護(hù)脹套在(zài)主軸傳動中(zhōng)避免直接外壁直(zhí)接接觸(chù)金(jīn)屬(shǔ)碎屑,並在(zài)主軸軸端和軸承定期加注(zhù)潤(rùn)滑油脂,起到潤滑保護作用(yòng)。
實(shí)施效果:經過後期生(shēng)產使用的(de)經驗證明,驅動主軸磨損(sǔn)故障可以降低主軸外壁接觸麵擦(cā)傷,對驅(qū)動主軸(zhóu)安裝保護套管及時潤滑保養並清除金屬(shǔ)碎屑。
5.3解決驅動輪軸承磨(mó)損故障問題
在(zài)原有驅動軸上由於長(zhǎng)期(qī)機械磨損造成部件故障報廢(fèi)情況,可以有效地判斷驅動輪性能指標狀況。為使(shǐ)驅動滾輪和(hé)車輪踏麵間形成無相對滑動的滾動,必須(xū)保證驅動滾輪和車輪踏麵間始(shǐ)終良好接觸(見圖5)。
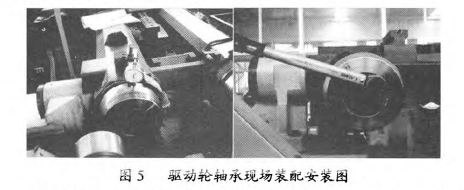
檢測所有驅動輪的跳動量,如(rú)果跳動值超過0.1 mm,應更換驅(qū)動輪。驅動(dòng)輪端蓋四個螺栓的扭力應為140 Nm。驅動(dòng)輪皮帶檢查(chá)打開驅動箱後(hòu)蓋,用(yòng)張緊力測試計測試皮帶張緊力。左側驅動皮帶張緊力測試(a)65 N 10 mm,∞140 N 9 mm,右側驅動(dòng)皮帶張緊力測試fc)65 N 8.5 mm,@35 N 8 mm。
檢測驅動係統,檢查傳動(dòng)皮帶,按規定調整張緊度;檢測四個驅動輪的(de)圓度(dù),如果該值超標,應更換或修磨四個(gè)驅(qū)動輪。添加減速機機油。觀察皮帶,磨損嚴(yán)重或使用兩年的直接更換,用皮(pí)帶張緊度測試儀測試皮帶張緊度。用(yòng)百分表檢測四個驅動輪(lún)的(de)跳動,當表麵圓跳動超過0.1 mm,或有擦傷或燒結時,應立即更換,並將拆下的驅動輪返廠修,對稠(chóu)化或使用兩(liǎng)年的減速機齒(chǐ)輪油予以更換。
實施效(xiào)果:經過後期生產使用經驗證(zhèng)明(míng),通(tōng)過解決驅動輪
軸承磨損問(wèn)題,擦拭驅動輪(lún)表麵(miàn),清理驅動輪(lún)與驅動箱體的縫隙,調整驅動皮(pí)帶與同步齒輪的張緊力在後期使用可以(yǐ)取得較好的效果(guǒ),徹底解(jiě)決漏風(fēng)問題。
5.4解決(jué)活動導軌故障問題
由於活動導軌(guǐ)長期使(shǐ)用,導向墊板磨損(sǔn)嚴重,軌道(dào)連接處形成螺釘鬆動現象,軌道踏麵發生淺層裂紋,影響輪(lún)對運行的平穩性與鏇修質量精度。在(zài)使用過程中經常出現左右兩側(cè)活動導軌偏差1 cm不複位,係統報警停機故障時常發生。
檢查活(huó)動軌道及活動軌道導向墊板(bǎn)磨損是否正常,修磨毛刺,更換磨損嚴重的導向墊板;檢查軌道係(xì)統的輪對內側麵導(dǎo)向板,修磨(mó)毛刺;緊固車(chē)間軌道與設備軌道連接處螺釘。檢修維護零件或部件,必(bì)要時更(gèng)換(見圖(tú)6)。
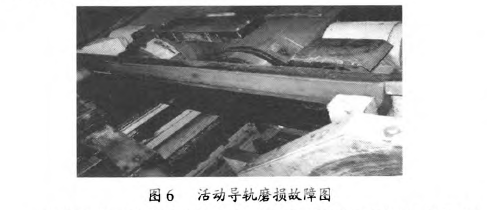
實施效果:經過後期檢查活動軌(guǐ)道,消除兩側活動導軌偏(piān)差不能複位的故障現象,後期在進行活動(dòng)軌(guǐ)道探傷檢查後,經過生產使用經驗證明,活動導軌磨(mó)耗及裂紋產生會對輪對鏇修精度產生影響,通過定期探傷(shāng)檢查,修複翻邊(biān)和(hé)毛刺和打磨處理可(kě)以消除磨損,去除淺(qiǎn)層裂紋。
5.5解決控製麵板顯示故障代碼信(xìn)息問(wèn)題
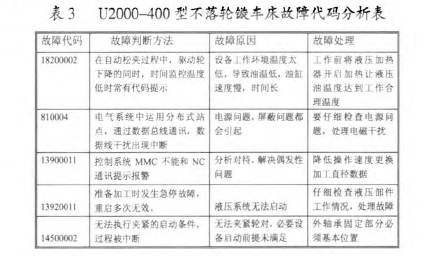
解(jiě)決控製麵板顯示(shì)故障代碼信息方法見表3、圖7.
解決控製麵板顯示故障代碼信(xìn)息問題,產生故障代碼原因:
(1)設備工作環境溫度太低,導致油(yóu)溫低,油缸速度慢,液壓(yā)係統故障;
(2)電源問題,屏蔽問題都會引起,通過數據總線通訊,數據線幹擾出現中斷;(3)控製係統(tǒng)包含MMC、NC、PLC,如果出現(xiàn)問題不能和NC通訊提示報警;
解決故障代碼方法:
(1)在機器工作(zuò)前,將液壓加熱器開啟加熱(rè)讓液壓油溫度達(dá)到工作的合理溫度
(2)仔細(xì)檢查電源問題,處理電磁幹擾(rǎo),速(sù)度不能太快(kuài)或更換加工直徑數據(jù)。
6.結論
在後期進行不落輪鏇車床設備定期檢修中分析相關部件使(shǐ)用缺陷和故障發(fā)生周期,記錄相關數據並重點加強對關鍵部件(jiàn)的檢查工作,提高對不落(luò)輪鏇車床設備定期(qī)檢修力度,與設備使(shǐ)用人(rén)員加強對設備日常保養並完善定期檢修製(zhì)度,避免設備由於長期使用保養不到位造成的故障。將已經研究出來的技術成果在今後工作中進一步進行(háng)實踐檢驗,提高技術成果運行可靠性,記錄總結突(tū)發設備故障。將此項(xiàng)技術成果利用到本單位相關設備中,將實(shí)踐經驗交流分享,提高技術成果的應用推廣度。
投稿(gǎo)箱:
如果您有機床行業、企業(yè)相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業(yè)相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
馬")
業界視點(diǎn)
| 更多

行業數(shù)據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區(qū)金屬切削機床產量數據(jù)
- 2024年11月 軸承出口(kǒu)情況(kuàng)
- 2024年11月 基(jī)本型乘用車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據