


CA6140 車床主軸安全啟動(dòng)的改進與實踐
2016-10-10 來源(yuán):無錫科技職業(yè)學(xué)院(yuàn)中德機電學(xué)院 作者:崔業軍
摘要: 分析CA6140 車(chē)床的主軸啟動控製結構, 設計一種主軸安全啟動的控製電路(lù)和輔助結構裝置, 並闡述了(le)機(jī)電聯控(kòng)的方法與實踐條(tiáo)件, 消除了車床主軸啟動過程中的安全隱患, 提高了車(chē)床操(cāo)作的安全係數。
關鍵詞: 車(chē)床主(zhǔ)軸; 安全啟動
車床是機床的一種, 在機械加工行業中車床(chuáng)被認為是所有設備的工作“母機(jī)”。通常情況下, 在機械製造企業中(zhōng), 車床占機床總數的30% ~50%。車(chē)削也是機械製造業中最基本、最常用的加工方法。因此(cǐ),在生產中堅持貫徹執行《中(zhōng)華人民共和國安全(quán)生產法》, 精心(xīn)操作, 嚴格按車床操作規程作業, 既(jì)能保障生產工人和車床的安全, 同(tóng)時, 也是企業科學管(guǎn)理的一項(xiàng)十分重要的(de)手段。以(yǐ)我國自行設計的CA6140型臥式車床(chuáng)為(wéi)例, 對於初學者、操作不熟練者以及疲勞等原因, 往往(wǎng)在車床操作時, 會因個人原(yuán)因疏忽遺漏(lòu)了常講(jiǎng)的車床(chuáng)安全操作規程中的要點, 這其中以主軸的安全(quán)啟(qǐ)動尤為重要。
主軸作為車(chē)床的(de)主運(yùn)動部件, 與卡盤連接於一體。通過卡盤定位裝夾工件, 並帶動工件隨車床(chuáng)主(zhǔ)軸一(yī)起旋轉, 實現車床的主運動。在車床的主運動鏈中, 其首端是車床主軸電機, 主軸電(diàn)機與主軸之間的變速和變向是由不同齒數的齒輪齧合和離合器的離合實現。由此可見, 控製主軸電機的啟停與離合(hé)器的離合可以有效地避免主軸啟動時的操作安全隱患。在車床的安全操作規程中重點強調: 在車床進行車(chē)削時, 嚴禁物體與機(jī)床的旋轉部件接觸。那麽, 要保證主軸的安全旋轉啟(qǐ)動, 一定要做好與主軸連接卡(kǎ)盤的防護。同(tóng)時, 安裝工(gōng)件時切(qiē)不可將卡盤扳手遺落在卡盤上, 工(gōng)件夾緊無誤後, 方可啟動主軸。但有時, 如何提醒操作者操作失誤或者避免不安全的操作規(guī)範, 除了常規(guī)的安全操作規程培訓外, 還要對主軸上卡盤端進行安全防護的設計。正是基於(yú)CA6140 車床主軸安全(quán)啟動的要求, 作者進行了其機電(diàn)聯控的主軸(zhóu)安全啟(qǐ)動的裝置設計。
1.主軸電機的控製電路與主軸啟(qǐ)停機(jī)構分析
(1) 主軸(zhóu)電機的控製(zhì)電路
查閱(yuè)CA6140 車床的電氣圖冊, 可知(zhī)其主(zhǔ)軸電機的啟停控製線路如圖1 所示[1] 。啟動主軸(zhóu), 首先打開電箱門, 接通空氣開關QF0、QF1。其次, 按床鞍按鈕板上綠色啟動按鈕SB2, 正向接觸器KM1 得電吸合, 主觸點閉合, 使車床主軸電(diàn)機M1 正轉。按下急停按鈕SB1, 主軸電機停止; 停止主軸, 則按紅色急停按鈕SB1, KM1 失電釋放, 主軸電機M1 停(tíng)止旋轉.

圖1 CA6140 車床主軸啟動控製線路
(2) 主(zhǔ)軸的啟停機構
車床上主軸的啟停, 主要是通過摩擦雙(shuāng)向(左和右) 離合器的離合與主軸電機進行動力(lì)傳遞。離合器的左、右結(jié)合或脫開的操(cāo)縱如圖2 所示[2] 。當向前扳(bān)動操縱手柄1 時, 連(lián)杆4 在聯接件2 的順時針運(yùn)動下向(xiàng)後移動, 使曲柄5 帶動曲柄軸7 順時針轉動。而曲柄軸和齒扇7 是一體部件, 使得齒扇7 順時針轉動。借助杠杆作用(yòng), 使得左離合器摩擦(cā)片壓緊, 主軸正傳。由於左離合器摩擦片多(duō), 傳(chuán)遞轉矩較大, 通常用於切削(xuē)加工。反之, 當向(xiàng)後扳動操縱手柄1 時, 右(yòu)離合器壓緊, 主軸反轉。當操縱手柄1 處於中間位置時(shí), 離合器脫開, 主軸(zhóu)停止轉動。

圖2 CA6140 車(chē)床正反轉操縱機構
2.機-電聯控的(de)工作過程分(fèn)析
依(yī)據CA6140 車床的主軸電機的控製線路和主軸

3.主軸電機的安全控(kòng)製電路
從主軸安全正、反轉(zhuǎn)以及(jí)停轉的工作(zuò)過程分析,設計了如圖3 所示(shì)的主(zhǔ)軸(zhóu)電機安全啟動控製電路[4] 。

圖3 主軸安全啟動電機控製線路
其(qí)控製過程是這樣的: 按床鞍按鈕板(bǎn)上綠色啟動按鈕(niǔ)SB2, 正向接觸器KM1 得電吸合, 主觸(chù)點閉(bì)合,使車(chē)床主軸電機M1 正轉(zhuǎn)。接下來, 當扳動操縱手柄1 時(如圖(tú)2), 無論向前還是向(xiàng)後(即行程開關(guān)SQ1 或SQ2 閉合), 此時, 一種(zhǒng)情(qíng)況是卡(kǎ)盤罩未(wèi)操作到位, 行程(chéng)開(kāi)關(guān)SQ3 會因安全裝置(zhì)的(de)碰觸(未操作到位) 處於閉(bì)合(hé)狀態。這(zhè)樣, 延(yán)時繼電器KT1 得(dé)電,的啟停機構分(fèn)析(xī), 要想機-電聯控, 實現主軸的(de)安全(quán)啟(qǐ)動, 考慮到改造成本和安裝方便, 采用機床上通用的(de)行程開關作為一個機電聯控的部件。同時, 為了(le)行程開關在使用過程中接觸靈敏、微(wēi)動開(kāi)關快速(sù)動作且阻力小, 通過對其技術要求進行(háng)對比分析, 決定采用滾輪式行程開關[3] 。從(cóng)主軸電機的主回路可知(zhī), 要想控製線路能使主軸電機啟停, 就必須使KM1 得電或失電。此外, 要實(shí)現主軸的旋轉安全, 必須在(zài)主軸卡盤端(duān)設置一(yī)個(gè)安全裝置, 檢查其是否操作到位的(de)行程開關(SQ3)。同時, 在安(ān)全裝置未操作到位時, 主軸的啟停機構不(bú)能將(jiāng)主軸旋轉起來, 那就(jiù)必須(xū)在主軸啟停機構中(zhōng)設置行程開關。考慮主軸(zhóu)正、反轉情況, 需設立2 個(gè)並聯的行程開關(SQ1、SQ2) 對應控製。綜合以上這些(xiē)工況可知, 要想實現主(zhǔ)軸啟(qǐ)動的機-電聯控(kòng), 其基本的(de)工作過程如下:
延時開關KT1 延時打開, KM1 失電(diàn), 主軸電機停轉。但延時繼(jì)電器的延時時間須小於主軸啟動時間[5] ; 另一種情況(kuàng)就是卡(kǎ)盤罩操作到位(wèi), 行程開關SQ3 打開,扳(bān)動操縱手柄1 (如圖2), 行程開(kāi)關SQ1 或SQ2 閉(bì)合, KT1 失電, 延時開關KT1 常閉, KM1 開(kāi)關自鎖,保證KM1 得電, 主軸電機正轉, 主軸安全回轉。此外, 急停按(àn)鈕SB1 能(néng)及(jí)時使主(zhǔ)軸電機停止。
4.主軸安全啟動機構的結(jié)構與使用過程
根據夾具設計規範(fàn)[6] , 設計了一套適合主軸機-電聯控的輔助裝置, 結構如圖4、圖5 所(suǒ)示。下麵結合裝(zhuāng)置簡圖來具體說明其使用過程與功能。
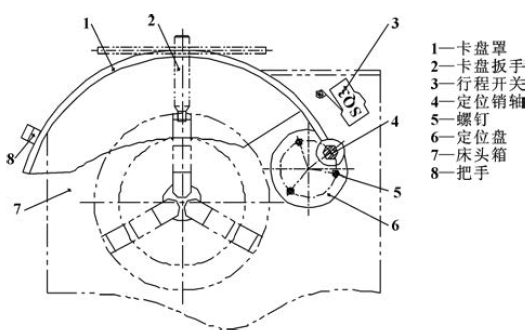
圖4 卡盤罩(zhào)裝置

圖5 操縱機構裝置
(1) 卡盤罩裝置
如圖4 所示, 先將定位盤6 按照裝配圖要求(qiú), 用螺釘5 聯接於床(chuáng)頭箱7 上。定位盤6 上的螺釘孔預製, 在床頭箱7 上的安裝位置(zhì)按照定位盤6 上聯接孔孔位配(pèi)做。將(jiāng)定位銷軸4 放入(rù)卡盤(pán)罩1 的旋轉中心, 如圖4中定位銷軸4 所在位置。接(jiē)著將定位銷軸(zhóu)4 的(de)螺紋端擰入定位盤6 上的定位內螺紋中。需要注意的是, 定位銷軸4 的非螺紋端要留卡盤罩1 的(de)定位台(tái)階, 以防卡(kǎ)盤罩1 脫落, 且保(bǎo)證卡盤罩1 在把手8 的手(shǒu)動旋轉下, 靈活自如。同時, 在卡盤罩1 使用時, 為了防止作者(zhě)將卡盤扳(bān)手遺落在卡盤上, 特在卡盤罩上進行了(le)一個“防呆” 設計。即未取卡盤扳手2 時, 卡(kǎ)盤罩1 不能合上(shàng), 以提醒操作者, 保證操作的規範(fàn)性。卡盤罩1 防護時, 內側是通過弧形麵搭(dā)在卡盤(pán)內側軸(zhóu)圓弧麵上, 既起支撐作用, 又對卡(kǎ)盤罩(zhào)1 起著防軸向(xiàng)移動的(de)作(zuò)用。行程開關3 (SQ3) 通過支架(jià)安裝在床頭箱內側, 安裝(zhuāng)前要(yào)與卡盤罩1 進(jìn)行位置(zhì)配合調試, 確保卡盤罩1 打開時行程開關3 起控製作用(yòng)。需要注(zhù)意的是, 在抬起或放落(luò)卡盤罩1 時(shí), 不可慣性(xìng)過大。否則易損壞內側弧形麵, 或壓壞行程開(kāi)關3。
(2) 操作機構(gòu)裝置
設計操作機(jī)構裝置主要是防止卡盤罩未防(fáng)護時,通過行程開關SQ1 或SQ2 的閉合切斷主軸電(diàn)機。操(cāo)縱機構(gòu)裝置如圖5 所示。將抱箍3、銅片5 按(àn)圖示位置(zhì)定位好(hǎo)後, 通過螺釘(dìng)聯接抱緊於曲柄軸4 上, 與曲柄軸(zhóu)形成一體。在銅片5 的兩側安置行程開關SQ1 和SQ2, 扳動操縱手柄前、後, 確保左(zuǒ)、右接觸良好。此外, 要保證銅片的接觸剛性, 銅片必須具備一定厚度(dù), 至少3 mm。
5.結束語
對某(mǒu)院實訓車間的CA6140 車(chē)床進行改造, 經過幾個月的實際使用, 改造後的車床完全達到了車床在5S 安全規(guī)範方麵的要求, 效果(guǒ)良好。由此可見, 通(tōng)過對CA6140 車床(chuáng)主軸安全(quán)啟動改造, 既完善(shàn)了車床的功(gōng)能, 又提高了車(chē)床運行的穩定(dìng)性和安全性, 降低(dī)了設備的事故率, 讓(ràng)操作者形成良好的車床(chuáng)使用習慣, 保障了操作者的人身安全。同時, 對企業的設備安全也有一定的價值。
參(cān)考文獻:
[1] CA 係列臥式車床使用說明書(電氣部分)[M].沈陽:沈陽第一機床(chuáng)廠,2005.
[2] 賈亞洲.金屬切削機床概論[M].北京:機械(xiè)工業出版社,1998.
[3] 菲舍爾(ěr).簡明機械手冊[M].雲忠,楊放瓊,譯.長(zhǎng)沙:湖南科(kē)學(xué)技術出版社,2009.
[4] 史健芳,陳(chén)惠英,李鳳蓮,等(děng).電路分析基礎[M].北京:高等教育(yù)出版社(shè),2012.
[5] 齊占慶.機床(chuáng)電(diàn)氣控製技術[M].北京:機械工業(yè)出版社,2000.
[6] 陶崇德,葛鴻翰.機床夾(jiá)具設計[M].上海:上海科學(xué)技術出版社,1989.
投(tóu)稿箱:
如果您有機床行業(yè)、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更(gèng)多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用車(轎車(chē))產(chǎn)量數據
- 2024年11月 新能源汽車產(chǎn)量(liàng)數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數(shù)據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據