



NSK成功開發可(kě)全方位平穩移動的“主動腳輪”
2022-4-18 來源:NSK 作者:-
日本精工株式(shì)會社(以下簡稱(chēng) NSK)與東京理科大學(東京都新宿區)共同開(kāi)發(fā)了可實現全方位平穩移動的“主動腳輪”。本產(chǎn)品不僅實現了小型化與低振(zhèn)動,同時提高了使(shǐ)用便易性。

•為備受期待的高(gāo)精度服(fú)務型機器(qì)人提供“新慧動”
•可應對(duì)全方位搬運輔助的功能
NSK已於3月(yuè)9日~3月12日在東京Big Sight國際展示中心(xīn)舉行的“2022國際機器人展(iREX2022)”中展出該(gāi)產品。針(zhēn)對服務型機(jī)器(qì)人製造商以及實際使用用(yòng)戶的推廣活動已經開(kāi)始,驗證試(shì)驗等銷售準備工作正在進行中。
開發(fā)背景
為了實現更加和諧繁榮的社會,人們(men)對服務型機器人的期待(dài)越來越(yuè)高,市場的增(zēng)長也備受期待。隨著社(shè)會實際應(yīng)用案例的(de)增多,人與機器人的距離也越來越近,市場對更具有實用性(適(shì)應各種各樣場景的功能與尺寸)和柔軟性(與人類細微(wēi)、流暢的動作相協調)的高精度服務(wù)型機器人的需求日益(yì)強烈。要想讓服務型機器人在人類生活中和諧共存,就需要(yào)像人類一(yī)樣可全方(fāng)位移動。為此,NSK與東京理科大學和田研究(jiū)室共同開發了可全方位平穩移動的“主動腳輪”。
產(chǎn)品特征
1. 全方位的平滑移動與小型化
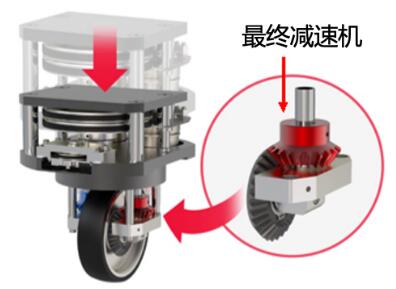
•通(tōng)過(guò)在車輪旁設置具有獨(dú)立差動機構的最終減速機(jī),使(shǐ)得小型車輪(lún)具有驅(qū)動及轉向2種功能。
•與一般驅(qū)動與旋轉分開的機構相比,可選擇(zé)更小的(de)電機,從而實現(xiàn)小型化。
2. 低振動
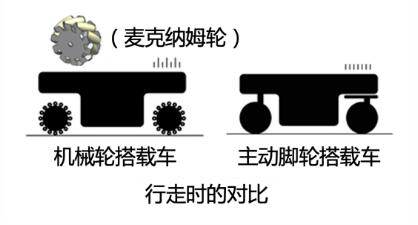
•在全方位移動中通常使用的是麥克納姆輪(lún),由於集合了自由滾子,車輪的凹凸(tū)使得在走行時發生上下方向的振動。
•而“主動腳輪”不采用麥(mài)克納姆輪,使用普通的車輪,繼而實現平(píng)穩的行駛。
3. 易用(yòng)性
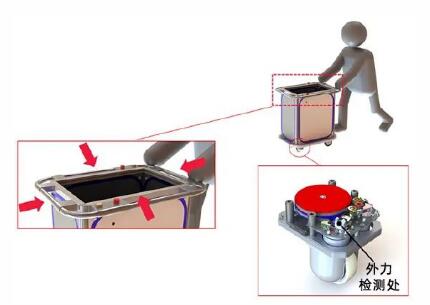
腳輪內置外力檢測功能,可以檢測(cè)人的(de)推力,在對諸如搬(bān)運重(chóng)物的推車、病床移動等搬(bān)運作業時,手持(chí)位置不受限製,可全方位啟動搬送輔助功能。
NSK將繼續(xù)通(tōng)過Motion & Control™(運行與控製)技術,為和諧(xié)安全的社會做(zuò)出貢獻。
(來源:NSK中(zhōng)國)
投(tóu)稿箱:
如果您有機床行(háng)業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息

業界視點
| 更多

行業數據
| 更多(duō)
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能源(yuán)汽車(chē)銷量情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金屬切削機床產量數據
- 2024年10月 金(jīn)屬(shǔ)切削機床(chuáng)產量數(shù)據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾(jǐ)種(zhǒng)辦法
- 中(zhōng)走絲線切割機床的發展趨勢
- 國產數控係統和數控(kòng)機床何去何從(cóng)?
- 中國的技術工人都去哪裏了?
- 機械老(lǎo)板做了十多年(nián),為何還是(shì)小(xiǎo)作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃(táo)亡
- 智能時代(dài),少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的(de)騰飛,要從機床
- 一文搞懂數控車床加工刀具補(bǔ)償(cháng)功能(néng)
- 車床鑽孔攻螺紋加工方法及工裝(zhuāng)設計
- 傳統鑽削(xuē)與螺旋銑(xǐ)孔加工工藝的區別