")



不落輪(lún)車床(chuáng)定(dìng)位(wèi)技術(shù)的研(yán)究和應用
2021-9-7 來源: 中國鐵路上海局集團有限公司機務部 作者:俞國根
摘要:列車運營後的車輪產生剝離、擦傷以及輪軌間磨損而失圓超(chāo)限後,為避免落輪鏇修時間較長影響使用,主要采用不落輪車床利用車削方式加工,使其精度恢複。由於列(liè)車不落輪對加工是列車處於運營狀(zhuàng)態直接行駛到機床加工位置進行加工的特殊性,機床采用輪對軸箱支撐定位固定加工回轉中心(xīn)技(jì)術是列車不(bú)落輪對加工一種比較合理的定(dìng)位技術結構。
關(guān)鍵詞:不落輪車床;定位;研(yán)究
0 引言
列車運營一段時間(jiān)後,輪對會產生擦傷、外部輪廓磨損等情況,造成(chéng)輪對運行失圓。現在對失圓輪對的修複主要采(cǎi)用不落輪車(chē)床鏇修方式進(jìn)行輪對(duì)鏇修恢複。目前國(guó)內列車不(bú)落輪(lún)對(duì)加工時對車輪定位大部分采(cǎi)用以設備的主傳動摩擦輪與加工列車車輪(lún)踏(tà)麵外圓徑向隨動的定位(wèi)方式,是以待加工已經失(shī)圓(yuán)的車輪輪廓外圓踏麵為基準的定位技術(shù),會使加工車輪外圓輪(lún)廓隨動出現不規則多邊形的現象。
1、 現有定位技術的不(bú)足
徑向(xiàng)隨動(dòng)定位方(fāng)式在工作狀態下(圖 1),設備的摩擦輪在(zài)Fx.z 作用下緊緊貼附在車輪的踏麵上,開始(shǐ)貼附長度(dù) L1 隨著(zhe)刀具切削加工逐漸縮短至 L2 直至消失的過程中,主傳(chuán)動摩(mó)擦(cā)輪在Fx.z 作用下隨著切(qiē)削加工過程填充(chōng)切削留下的切削(xuē)間隙量,其機床與輪對(duì)(加工件)踏麵外圓作徑向(xiàng)隨(suí)動定位(wèi)。在隨動定位過程中,輪對(加工件)的軸心線始終隨著切削的間隙量隨動跳動,由於機(jī)床的 X(徑)、Z(軸)向坐標是(shì)固定的,這樣車輪外部踏麵切屑間(jiān)隙的隨動跳動量與機床固定的 X(徑)、Z(軸)向坐標始終處於輪軸(zhóu)不同心的(de)跳動狀態中,所以(yǐ)會導致加工的輪對踏麵外圓出現失圓(yuán)的狀況。
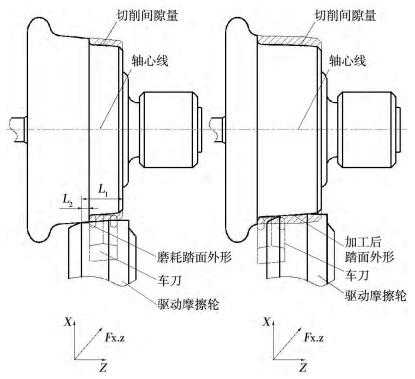
圖 1 現有不落輪車床摩擦輪與輪對踏麵外圓隨動定位工作原理(lǐ)
根據金屬切削機床加工原理,機床(chuáng)與加工工件的回轉(zhuǎn)中(zhōng)心(xīn)必須(xū)固定,中心線保持不變,且工件回轉中心線必須(xū)與機(jī)床(chuáng)中心線平行(háng)或重合。需要加工的輪對本身就是其外部輪(lún)廓經過輪軌相互(hù)磨損,已使其踏麵外圓具有相當(dāng)的失圓程度,如擦傷、剝離、磨(mó)損等,因此利用已經失圓的踏麵作(zuò)徑向隨動定位,失圓的列車輪對踏(tà)麵外圓存(cún)在著長短的徑差。車輪的多邊形是車(chē)輪(lún)外圓至圓心的徑距偏差導致,以車輪圓心至(zhì)車輪外圓失圓呈不規則多邊形的一種狀態。在(zài)輪對的車削旋轉中,失圓的車輪與驅動摩擦輪的受力臂存在長(zhǎng)和短的現象,那麽在輪對加工(gōng)過程中,驅動摩擦輪與輪對之間(jiān)就會(huì)存在波磨或間隙,造成輪對中心線上下浮(fú)動,輪對在(zài)加工切削過程中就形成了多邊形(xíng),必然會進一(yī)步加大加工輪對踏麵外圓的同心精度失圓的(de)誤(wù)差。所以目前(qián)國(guó)內(nèi)鐵路機務(wù)段、車輛段以及動車(chē)使用不落輪車床加工的列車車輪的精度始終存在著加工同心精度(dù)偏差呈多邊形失圓的問題,這就造成列車運行一段時間後車輪存在失圓多邊形擴大的必然現狀。不落輪鏇修設備采用輪對(工件)徑向隨(suí)動定位的方(fāng)式使加工後的列(liè)車輪對踏麵外圓失圓,失圓的外圓至圓心的半徑(jìng)距離必定存在著長短的徑差,那麽失圓的徑差列車車輪在運行中與(yǔ)軌道(dào)的著力臂存在長和短的現象。
2、 向心力與離心力原理
2.1 向心加速度
其(qí)中 F 為向(xiàng)心力 (離心力),單位 N(圖 2)。
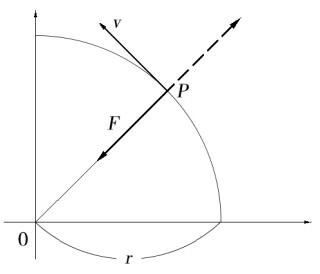
圖 2 向心力(lì)
2.3 失(shī)圓踏麵的影響
根據以上物體在旋轉(zhuǎn)運動中(zhōng)的向心力與離心力理論可知道“旋轉運動中的物體(tǐ)受力臂越長(圓周運動半徑長),其向、離心力矩越大(dà);受力臂越短(圓周運動半徑短(duǎn)),其向、離心力矩越小”,輪對(duì)動靜平衡中(zhōng)去重即采用該(gāi)理論。不(bú)規則踏麵外圓的輪對在列車牽引力作用下作勻速運動,同速而失(shī)圓(yuán)踏麵在軌道上長期運行會產生不同的頻(pín)率使輪軌相互產生波(bō)磨,輪軌高頻振(zhèn)動與(yǔ)列車轉向架固有頻率產(chǎn)生的共振,造成轉向架走行部件(jiàn)故障。
3 、不落輪車床定位技術優化研究(jiū)
對不落輪車床與列車輪(lún)對加工工件定位技術(shù)研究的重點是對加工列(liè)車車輪的不圓度(多邊形)通(tōng)過加工進(jìn)行消除,也(yě)就是對失圓輪對進行切削(xuē)加工,使輪對的徑向跳動(dòng)恢複至正常的範圍之內,達到消除車輪多(duō)邊(biān)形的目的(de)。
3.1 軸箱支撐定位回轉中心技術結構(gòu)的主要依據
不(bú)落輪車(chē)床屬金屬切削加工機床(chuáng)範疇(chóu),根據 GB/T 9061—2006《金屬切削機床通用技術條件》要(yào)求,金屬切削機床主軸在加工過程中“加(jiā)工件的軸心線與機(jī)床的軸中心線保持一致且不變”,根據標準要求,不落輪車床的軸心線在輪對加工過程中應(yīng)使加工輪對軸心線保持不變。因此采用支撐輪對軸箱回轉中心(xīn)的技術定位結構,能夠滿足金屬切削機床車削的加工要求。
3.2 軸箱支撐定位技術加工輪對(duì)的應用實(shí)施(shī)及效果
在機務段安裝了 1 台采用軸箱支撐定位的不(bú)落輪車床,對其加工的車輪的不圓度進行測試,其結果為“鏇輪前,所測試車輪圓(yuán)周非均(jun1)勻磨耗主要表現為 16~24 邊(biān)形,其中 18~22 邊形尤為明顯,2 軸和(hé) 5 軸車輪多邊形最為明顯,表現為 18 邊形,各車輪同時(shí)還表現出偏心;鏇輪後,所測(cè)車輪原始多邊形均已消除,且偏(piān)心現象(xiàng)得到改善”。經過(guò)跟蹤,發現利用該不落輪(lún)加(jiā)工的機車投入運行半年,機車及輪對(duì)各項(xiàng)技術指標均正常(cháng),無需進(jìn)行鏇修。而過(guò)去未使用該台不落輪車床加工(gōng)的輪對一般在不到 2 個(gè)月左右就會要求鏇修,否則機車(chē)就會出現多(duō)項報警等(děng)故障,無法(fǎ)滿足機車運行的要求。因此,采用軸箱支撐定位回轉中心技術結構的不落輪車床,其加(jiā)工輪對的利用(yòng)率得到了大大提高,同時也增加了機車的利用率,節約了大量的檢修和維護成(chéng)本,並能取得
良好的社會和(hé)經濟效益。
3.3 利用不同定位技術(shù)的(de)不落輪車床使(shǐ)用情況分析
采用機床主(zhǔ)傳動摩擦輪與車輪外圓輪廓踏麵接觸的(de)徑(jìng)向隨動定位,其加(jiā)工列車車輪的不圓度(高(gāo)階多邊(biān)形(xíng))無法消除至規定的正常值範圍內(nèi),這(zhè)樣(yàng)的列車輪對(duì)在運行中會對鋼軌造(zào)成波磨(mó),會發生輪軌高頻振蕩並與列車轉向架等固有頻率發(fā)生(shēng)共振,造成列(liè)車慣性振(zhèn)動,使走行部件的砂(shā)管支撐、腳蹬、齒輪箱合口螺絲、軸頭端蓋螺栓、一係圓簧等部件發生裂損故障,造成(chéng)走行(háng)部件質量問題(tí),危及列車行車安全(quán)。而采用了軸箱支撐定位回轉中心的不落輪(lún)車床加工的(de)列車(chē)輪對能夠(gòu)將車輪的不圓度(dù)(高階多邊形)控製在規定的範圍內(nèi),從而在投入運行後,不會發生上
述故障現象。
4、結語
解決列車車輪存在(zài)失圓多邊形問(wèn)題,首先(xiān)要使設備加工後(hòu)的(de)輪對輪(lún)廓精度及其同心圓跳動偏(piān)差處在輪對規定指標內。列車不落輪車床加工車輪宜采用軸箱支撐固定定位方(fāng)式,滿(mǎn)足車輪回轉中心(xīn)固定不變,且車輪回轉中心線必須與機床(chuáng)回轉軸(zhóu)心線平行或重合。依據 GB/T 9061—2006《金屬切削機床通用技術條件》,對列車不落輪車床定期進行最大切削抗力試驗,參考重型機床(chuáng)最大切削(xuē)抗力參數,建議該(gāi)機床最大切(qiē)削抗力試驗切削截麵積為 16 mm2,即進給深度≥7 mm,經最大切削抗力試驗後檢(jiǎn)測(cè)加工(gōng)後車輪輪廓(kuò)精度及(jí)同心(xīn)圓跳動是否在規定範圍之內(nèi),設備主傳(chuán)動摩擦(cā)滾輪徑向跳動(dòng)偏差保持(chí)在≤0.05 mm。
投稿箱:
如果您有機床行業、企業相(xiàng)關新聞(wén)稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關新聞(wén)稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視(shì)點
| 更多

行業數據
| 更多
- 2024年(nián)11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機(jī)床產量數據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新(xīn)能源汽(qì)車產量數據
- 2024年10月(yuè) 軸承(chéng)出(chū)口情況
- 2024年10月 分地區金屬(shǔ)切削機床產量數據
- 2024年10月(yuè) 金屬切削機(jī)床(chuáng)產量數據
- 2024年9月 新能源(yuán)汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數(shù)據(jù)
- 2028年8月 基本型乘(chéng)用車(轎車)產量數據(jù)