床")



利用數控車床進行蝸杆砂輪開槽應用
2020-5-14 來源(yuán): 長城汽(qì)車(chē)股份有(yǒu)限公司 河北省汽車(chē)工程 作(zuò)者:薑小勇;陳永超
摘要:隨著(zhe)齒輪精度及生產效率的不斷提高,齒輪磨齒工藝的應用越來越廣泛,隨之應用(yòng)的蝸杆(gǎn)砂輪及數量(liàng)越來越多(duō)。多(duō)數(shù)齒輪生產企業不具備蝸杆砂輪自(zì)行開槽業務(wù),需依靠供應商完成,勢必增加砂輪的采購及運輸成本。同時蝸杆砂輪(lún)多少決定庫存及備貨成本,成品蝸杆砂輪(lún)備庫,會造成庫(kù)存金額劇增。為盡可(kě)能的(de)降(jiàng)低(dī)生(shēng)產成本,蝸杆砂輪開槽應(yīng)用與(yǔ)方法逐步(bù)被各企業推廣。
關鍵詞: 磨齒;蝸杆砂輪;齒輪(lún);降(jiàng)成本;庫存
0 引言
利用數(shù)控車床實現蝸杆砂輪開槽,減少成品砂輪的儲備數量。生產企業可(kě)將儲備單一的成品砂輪(lún)更改為儲備蝸杆砂輪毛坯,隨著生產的需求,進行蝸杆(gǎn)砂輪對應型號開槽業務。
1、 數控設備介紹
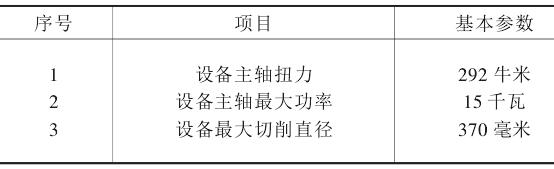
本(běn)文使用 CK7520C 進行蝸杆砂輪開(kāi)槽(cáo)介紹。
表 1 設備(bèi)能力值
2、 夾具、刀具設計(jì)
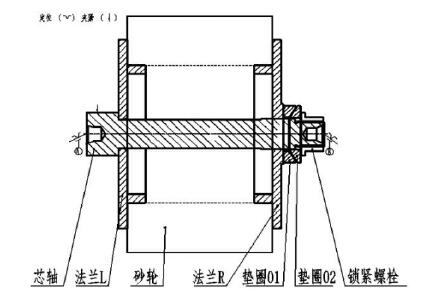
①蝸杆砂輪利用端(duān)麵壓緊的方式固定(dìng)在芯(xīn)軸上,芯軸裝夾方式由前後頂尖定位、卡爪加緊,為保證開槽精度需對(duì)砂輪安(ān)裝進行檢測,檢測(cè)砂輪徑(jìng)向跳動小於等於0.5mm,蝸杆砂輪毛(máo)坯的裝夾如圖 1。
圖 1 砂輪毛坯裝(zhuāng)夾
②刀片選用非標(biāo) V 型刀片焊接(jiē) PCD,PCD 的高(gāo)度應大於蝸杆砂輪的槽高,刀尖圓角 R 小於等於對應金剛滾(gǔn)輪(lún)的頂部圓角,刀尖角度等於需求(qiú)的壓力(lì)角(jiǎo) α,如圖 2。
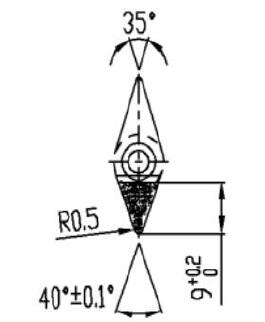
圖 2 PCD 刀片
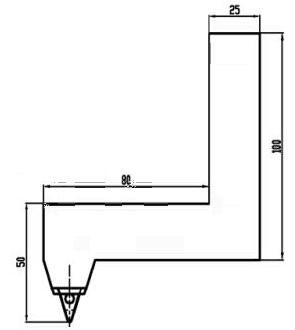
圖(tú) 3 刀杆
③刀杆選擇考慮設備 X 軸導軌護板與砂輪幹涉問題,利用(yòng)為避免 CK7520C 設備 X 軸導軌護板幹(gàn)涉,刀杆進行非標設計,如圖(tú) 3。
3 、蝸杆砂輪開槽參數(shù)計算

4 、加工程序編(biān)製
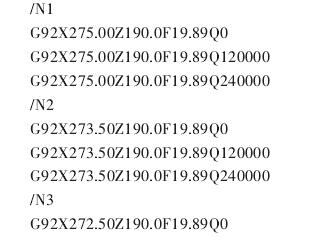
①因(yīn) CK7520C 數控車使用 FANUC 編(biān)程係統,Q 表示分度信息,如三頭蝸杆砂(shā)輪開槽時,主軸角度分度為120°,程序段如下:
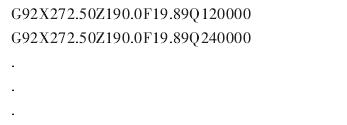
②切削線速度在 25-35m/min,每刀的車(chē)削量要隨著深度的增加而減小,整體車削量在(zài) 1.5-0.1mm 間,車削形(xíng)式(shì)如圖 4。
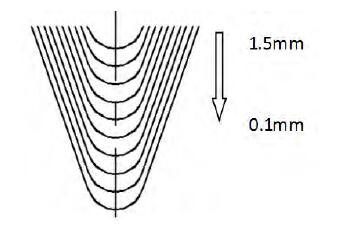
圖 4 車削接觸圖
5 、精度驗證
利用 CK7520C 數控車床,對(duì)卡帕磨齒機、萊斯豪(háo)爾磨齒機使用的(de)砂輪進行開(kāi)槽,並將砂輪裝機驗證精度,裝(zhuāng)機後首次修整時間在 13-25min,滿足生產使(shǐ)用要求,測試結果見表 2。
表(biǎo) 2 測試結果
6、 結束(shù)語(yǔ)
通過以上方(fāng)法設計及開槽的蝸杆砂輪滿足磨齒機使用,可利用數(shù)控車完成蝸杆砂輪開槽,降低各零件的成品砂輪儲備,降低成品砂輪的(de)儲備(bèi)數量及采購成本。
投稿箱:
如果您有機床行業、企業(yè)相(xiàng)關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業(yè)相(xiàng)關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界(jiè)視點
| 更多

行業數據
| 更多(duō)
- 2024年11月 金屬切削(xuē)機床(chuáng)產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月(yuè) 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新(xīn)能(néng)源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數(shù)據