



EMO 2019–采用VL 1 TWIN 的完整生產解決方案:顯(xiǎn)著(zhe)降低行(háng)星齒輪和(hé)錐形齒輪的單件成本
2019-8-30 來源:埃馬克(kè) 作者:-
成(chéng)本壓(yā)力大、品質要求高以及(jí)生產批量大——在汽車傳動齒輪箱生產中同時出現了多種極端情況。而且在(zài)滿足這些需求的(de)同時,在未來幾(jǐ)年內,其產量預計還會繼續增長。例如,最新出版的《Shell Pkw-Szenarien》的作者預測,到2050 年,全球汽(qì)車保(bǎo)有量將(jiāng)增加一倍,達到25 億輛。因此,“單件成本”也不可避免地成為生(shēng)產規劃者關注(zhù)的焦點:如何才能(néng)更高效地大批量生產行星齒輪和錐形(xíng)齒輪等各(gè)類(lèi)典型的傳動部件?埃馬克集團研發(fā)的VL 1 TWIN 雙主(zhǔ)軸上下(xià)料車(chē)削中心為這一(yī)問題提供了定製的解決方案。該機床可在一個加工區內(nèi)同時(shí)加工兩個相同(tóng)的工件。這一技術帶來了廣泛的可能性:如果將兩台機床連接(jiē)成為一條生(shēng)產線,那麽便(biàn)可以從兩側同時加工行星齒輪,並且節拍時間極短(duǎn)。這個用於行星齒輪和錐(zhuī)形齒輪的生產線解決方案具體是怎樣的呢(ne)?

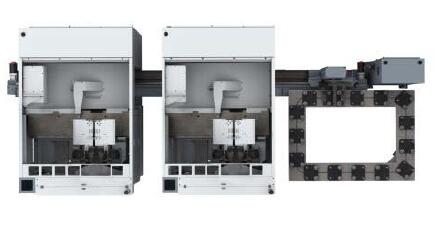
G454V1兩台用於加工行星齒輪的VL 1 TWIN 生產線:加工(gōng)兩個工件的整個過程大約20 秒(miǎo)節拍即可(kě)完成。
一個生產基地每年產量達到一百萬個行星齒輪並不罕見(jiàn)——隻需要看看如何將零件應用到自動變速箱中就可以找到原因:相(xiàng)應的行星齒輪箱大多包括四個行星齒輪組,每個齒輪組又包含三個行星齒輪和一個太陽輪。因此,行星齒輪箱中一共有(yǒu)16個齒輪。有趣的是,自動變速箱目前(qián)在市(shì)場上變得越(yuè)來越(yuè)重要。一方麵,這種變速箱具備舒適性(xìng)、緊湊性和堅固耐用性等特點。另一方麵(miàn),一些製造商(shāng)在設計製(zhì)造現代混合動力驅動係統時,也大(dà)量采用這種技術。“在此背景下,就不難理解研發VL 1 TWIN 的原因(yīn)了。降低(dī)行星齒輪和錐形齒輪的成本在(zài)開發過程中具有重大(dà)意義,”埃馬克模塊化解決方案銷售與營銷總監Bjorn Svatek 說,“因此,這就是為什麽我們用這種雙主軸機床在一個加工區內同時加工兩個相同的零件。這種工藝(yì)可以在極短時(shí)間內達到較高的產量(liàng)。另一方(fāng)麵,我(wǒ)們通過嚴格的成本控製,顯著降低了每條(tiáo)主軸的價(jià)格。這樣也可(kě)以降低‘單件成本’。”
行星齒(chǐ)輪(lún):每20秒完(wán)成兩個零件(jiàn)的加工
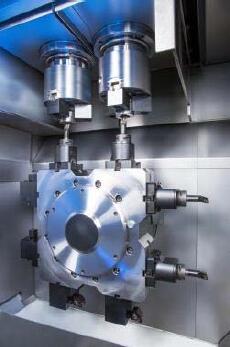
在機床加工區域,能以極高的速度同步加工兩個相同的工件。
用於(yú)行星齒輪軟加工的VL-1-TWIN 生產(chǎn)線解決方案具體是怎樣的呢(ne)?通常來說,整個加工過程在兩(liǎng)台通過TrackMotion 工件輸送(sòng)係統相互連接的機床中完成。在加工(gōng)過(guò)程中,所屬的TransLift(一個配備電動夾爪的升降和翻轉裝置)從進料帶上同時抓取兩個毛坯件,並將(jiāng)它(tā)們(men)送到(dào)第一台機床中。然後,由VL 1 TWIN 的(de)兩根拾取主軸抓取毛坯件(jiàn),並將部件送入加工區。然後會對工件內、外徑(jìng)的第一麵進行(háng)車削加工(OP 10–OP 10)。在此過程中,主軸箱可以完全自主移動,從而能對兩個工件的直徑和長度(X/Z 方向)獨立進行調整。在換刀後,這一功能尤其重(chóng)要,因為由此可以補(bǔ)償偏差(例(lì)如在更可轉位(wèi)轉刀片後(hòu))。工(gōng)件被運送出機床後,TransLift再(zài)次(cì)將兩個半成品(pǐn)件旋轉180度並將其運送到另一台VL 1TWIN。在(zài)此會對外(wài)徑的第(dì)二麵進行(háng)端麵車削(OP 20–OP 20)。最後,通過TrackMotion 將成品(pǐn)件運送到儲(chǔ)料輸送機上,輸送(sòng)帶的內置式堆垛機單(dān)元中可(kě)放置多達400 個成品件。加工兩個工件的整個過程在大約20 秒節拍時間內即可完成。一般來說,平均換(huàn)裝(zhuāng)時(shí)間隻有將近5 秒。一係列的技術配置細(xì)節使這(zhè)一超快的速度成為可能:在占空比40% 的情況下,兩條上下料主(zhǔ)軸可達到9.9 kW 和136 Nm 的高驅動值。同時,X 軸中的無磨損線性(xìng)驅動裝置(與直接(jiē)式行程測量係統相結合)具有可達8 m/s2 的極高加速度,同(tóng)時也(yě)能達到極高的持續精(jīng)度。由此(cǐ)可在確保進程安全的情況下(xià),對主鑽孔進行常規的(de)H6 配合處理。
錐形齒輪:在(zài)一台機(jī)床中進行鑽孔、粗加工和精加工
G037V0 錐形齒輪解決方案:在兩台機(jī)床中進(jìn)行相同的加(jiā)工工序。可(kě)顯(xiǎn)著提高產量。
由於錐形齒輪的生(shēng)產成本壓力越來越大,因此所有工藝必須高效進行,采用鍛造工藝製(zhì)造錐形齒輪具有(yǒu)以下優(yōu)點:采用現代化方法製造的錐(zhuī)形齒輪在離開(kāi)鍛造廠時,齒輪通常已經過“精加工”。在(zài)這種情況下,隻需(xū)要在一次裝夾中進(jìn)行一道車削工藝即可。為此,埃馬克的VL 1 TWIN 機床是對兩個錐形齒輪毛坯件同時進行軟加工(OP 10–OP 10)的(de)高效解決(jué)方案。在機床(chuáng)中會依次(cì)運行四個加(jiā)工步驟,節拍時間僅為大約25 秒:通過TrackMotion 或上下料主軸抓料後,使用鑽孔工藝進行中心鑽孔,之後開始對球頂進行粗加工。在(zài)第三個和第四個步驟中,對鑽孔和球頂進行精(jīng)加工。一種特殊的夾緊解決方案可構成零件齒的“陰模”,並整個過程中牢牢在保持零件(jiàn)的(de)穩定。考(kǎo)慮到需要進行大量鑽孔,采用(yòng)Mineralit® 製(zhì)成的機床床身起到一種非常特殊的(de)作用,因為聚合物混(hún)凝土降低了鑽孔過程中的振動,並確保實現高精度。另外,在(zài)加工區和上下料工位之間還可以選裝一套用於工件測量的測量係統,以提高工藝安全性。也可以(yǐ)通過TrackMotion 係統連接兩(liǎng)台VL 1 TWIN 機床,並在機(jī)床中完成相同的進程(OP 10–OP 10、OP 10–OP 10)。此時,至關重要的是,保證TrackMotion 機械手以(yǐ)每分(fèn)鍾高達150 米的速(sù)度移動並確(què)保為同時進行加工的TWIN 機(jī)床上下料。傳動部件製(zhì)造的完美解(jiě)決方案總的來說,TWIN 方法可實現凸輪軸、軸承環、法蘭等多種零件生產率的大幅度提升。我們可根據需要創造多工藝生產線,其中可包含例如埃馬克滾齒機和去毛刺機床。“我們確信,VL 1 TWIN 是滿足不斷增(zēng)長的(de)產量要求以及符合傳動部件製造領域中(zhōng)不斷激化的競爭需要的完美解決方案,”Bjorn Svatek 說,“用戶可從降低的單件成本、縮短的節拍時間以及更高的(de)工(gōng)藝安全性中(zhōng)獲益。我們希望這些亮點能在市(shì)場中(zhōng)發揮更大的優勢。”

F839 借助兩(liǎng)根上下料主軸從進料帶上抓取兩個工件、運送到加工區內並在一次(cì)裝夾中同(tóng)時進行加工。
在2019 年歐洲機床展 (EMO) 上實時體驗(yàn)VL 1 TWIN歡迎前來EMO 2019並參觀埃馬克公司位於17號展廳的C29號展台,現場體驗VL 1 TWIN 機床的(de)強大性能。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息
")
業(yè)界視點
| 更多

行業數據
| 更多
- 2024年(nián)11月 金(jīn)屬切削機(jī)床產量數據
- 2024年11月 分(fèn)地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源(yuán)汽車銷量(liàng)情況
- 2024年10月 新能源汽車產量數(shù)據(jù)
- 2024年10月(yuè) 軸(zhóu)承出口情(qíng)況
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機(jī)床(chuáng)產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量(liàng)數據