



用3D打印技術增強軌道(dào)交通車輛零件的可用性
2019-7-3 來源:埃馬克 作者:
毋(wú)庸置疑,機車、軌道車輛和列車是否可用,對軌道交通的可靠性至關重要。德(dé)國聯邦鐵路公司(Deutsche Bahn,以下簡(jiǎn)稱(chēng)德鐵(tiě)))有 7,000 多名員工從事著車輛養護工作,為由數千車(chē)輛組成的車隊保駕護航。其(qí)中,備件的庫存和采購是一項巨大的挑戰。對於那些難於采購的零件,采用 3D 打印的方式製造零件,則能夠顯著提升(shēng)備件的可用性(xìng)。目前,德鐵在一個試點項目中首次使用了 GEFERTEC 的 3DMP® 工藝。

1966 至 1974 年(nián), 294 係列機車在德國聯邦鐵路公司營(yíng)運(yùn)
“可用性對(duì)我們公司來(lái)說(shuō)是一個(gè)非常重要的課題”, Tina Schlingmann 博士說道(dào),她從去年開(kāi)始為德鐵研究增材(cái)製造的(de)潛在應用。這(zhè)位材料學專家認為,除原型製造和工具領(lǐng)域,備件業務尤其大有可為。 德鐵所購買的(de)數千輛列車和機車的養護都由自己(jǐ)進行,這就存在著一個(gè)很大(dà)的問(wèn)題:對於老舊的機車,經常麵臨原廠備(bèi)件停產的情況。

Tina Schlingmann 博士在德國聯邦鐵路公司致力於增材製造方法的應用
9 個(gè)月的輪對軸箱蓋交貨期
在過去的幾年裏, 德鐵總共在 100 多個使用案例中進行了有關增材製造的可行性研究。“事實證明,增材製造在與可用性相關的備件業務領域尤其大有(yǒu)可為”, Schlingmann 博士強(qiáng)調道。最近的一個案例是在 20 世紀 60 和(hé) 70 年代投入營運的一(yī)輛 BR 294 型機車的(de)輪對軸箱蓋 ——這一配件(jiàn)的損壞和缺失,極有可能造成潤滑劑從軸承(chéng)中逸出,導致軸(zhóu)承損壞,最糟糕的情(qíng)況下(xià),機車(chē)甚(shèn)至可能因此(cǐ)脫軌。然而,這(zhè)一備件的交貨期長達九個月,在此期間導致的(de)機車停運,給(gěi)公司帶來了巨大的經濟(jì)損失。輪對(duì)軸箱蓋的原(yuán)始鑄件(jiàn)重達 11.5 千克,直徑 為 374 毫米,高(gāo) 78毫米。在可(kě)行性研究(jiū)中, 德鐵選擇與增材製造領域專家 Rolf Lenk GmbH 共同合(hé)作,以尋找替代解決方(fāng)案。

重 11.5 千(qiān)克的輪對軸箱(xiāng)蓋在 GEFERTEC 的 arc605 上打印生產
去年, Rolf Lenk 有一台 GEFERTEC GmbH 的 arc605 機床投產,該機床(chuáng)所使用 3DMP® 工藝(見文本框),是能夠進行大型配件高速增材製造的理想選擇。
由於老舊車輛的備件通常沒有數字形式(shì)的(de) 3D 數據,因此首先(xiān)需要進行完整的逆(nì)向工程(chéng),在完成該步驟後,還必須為線切割機(jī)床整理 3D 數據。在這個項目中所使用的 3DMP®CAM 軟件可從配件的數字模型生成(chéng)特殊的 CNC 數據,然後使用軟件由線切割機床逐個焊道進行工件構造。“包括設置在內,在 GEFERTEC 機床上(shàng)的實際生產時間隻有大約 8 小時(shí)”, Rolf Lenk 公司項目(mù)專員 Matthias Otte 說(shuō)道(dào)。在機床上完成基礎加工後,還需對近淨成形的配(pèi)件進行切削加工(gōng)。從構想(xiǎng)、逆向工程到最終生產,整(zhěng)個項目共計用時兩(liǎng)個月。“這隻是在初次生產工件時需要花費的時間”, M. Otte 強調說:“將來,根據機床的情(qíng)況,我們可以將這一配件的生產時間縮短至 2 到 3 周。”

Matthias Otte 是 Rolf Lenk 公司的項目專員,他說:“包括設置在內,輪對軸箱蓋在
GEFERTEC 機床上的實際生產時(shí)間隻有大約(yuē) 8 個小時。”
德鐵和(hé)聯邦鐵路(lù)局的材(cái)料實驗室對成品配件進行(háng)過全麵徹底的檢測。“除通常的材(cái)料(liào)學檢測之外,甚至還進行了計算機(jī)斷層掃描”, Schlingmann 博士講道。無一例外都是肯定結果,確證了 3DMP® 工藝進行輪對軸箱蓋生產的高品質。現在,隻需完成德鐵組件的批準認證流程,該備件就能被(bèi)順利安裝了。
數字(zì)化備件倉庫列入未來願景
有關輪對軸箱蓋增材製造的可行性研究(jiū)隻(zhī)是一個開(kāi)始——未來,德鐵在該領域還有多項(xiàng)計劃:將備件倉庫數字化,以解決倉庫運營成本高昂、費用巨大的難題。所有配件將在其中以數字文件的形式提供使用,需要時,可以在合適的機床上進行增材製造。這一方案在提(tí)高備件(jiàn)可用性的同時,也將同步節約成本(běn)。因為除了生產成本外,公司(sī)還擔負著(zhe)運輸和庫存成本。此外,關鍵配件還必須在其使用壽命結束後報廢。 Schlingmann 博士還特別指出這種解決方案的環境影響:“通過(guò)增材製造,可顯著減小零部件的碳足跡。”因此,備件增材製造加工也非(fēi)常貼合德鐵“That's Green”的環保主張。
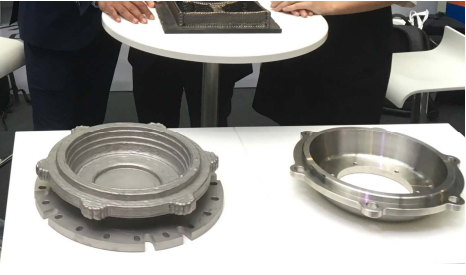
輪對軸箱(xiāng)蓋采用 3DMP® 工藝打(dǎ)印(左)然後再進行切削加工(右)
文本框
增材製造機床采用 3DMP® 工(gōng)藝
GEFERTEC GmbH 的(de)線切割機床使用了(le) 3DMP® 工藝,該工藝已晉升為新的行業標準。這些機床使近淨成形的金屬坯件(jiàn)生產高效(xiào)快速且成(chéng)本低廉。工件的最終質量也完(wán)全符合使用標準(zhǔn)加工方法生(shēng)產的工件質量。 3DMP® 工藝使用線材作(zuò)為(wéi)原材(cái)料,利用它逐個焊道進行工件打(dǎ)印。與使用粉末作為原材料的 3D 打印方法(fǎ)相比,這一製造方法具備諸多優勢:無需(xū)進行成本高昂的粉末處理,生產更具(jù)經濟性,且已經適用於大多數標準材料。但最大的優(yōu)點還是累積率非常高,根據所用材料的不同,每小時可多達 600 cm3。這使得線切割機床更適用於快速和經濟的生產,包括以鋼、鎳基、鈦或(huò)鋁為材質的大尺寸工件生產。線切割(gē)機床有適用於(yú)約 3 m3 以下工件尺(chǐ)寸的 3 軸版、適用於 0.8 m3 以下工件尺寸的 5 軸版(bǎn),以及適用於 0.06 m3 以下工(gōng)件尺寸、更(gèng)加(jiā)緊湊的 5 軸版可供(gòng)選擇。專門開發的 CAM 軟(ruǎn)件可根據工件的 CAD 數據生成數據, CNC 控製係統利用這(zhè)些(xiē)數據可(kě)對焊接機頭進行精(jīng)確定位。然後,機床會自動完成近淨成形(xíng)工件的(de)生產,並可采用傳統的 CNC 銑(xǐ)削技術進行最後加工。與其他製造工藝相比, 3DMP® 工藝(yì)優化了(le)材料利用率(lǜ),從而帶來了巨大的(de)成本優勢,特別是對於鈦等貴金屬材(cái)料的生產:根據實際應用情況顯示,生(shēng)產成本最多可降低 60 %。
投稿箱(xiāng):
如果您有機(jī)床行業、企業相關新(xīn)聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企業相關新(xīn)聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更(gèng)多

行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地(dì)區金屬(shǔ)切削機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據(jù)
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型(xíng)乘用車(轎車)產量數據
博文選(xuǎn)萃
| 更多
- 機械加工過程圖示(shì)
- 判(pàn)斷一台加工中心精度的幾種辦法
- 中走絲線切割機床的(de)發展趨勢
- 國產數控係統和數控機(jī)床何去何從?
- 中國的技術工人都(dōu)去哪裏了?
- 機(jī)械老(lǎo)板做了十多年,為何還是小(xiǎo)作坊?
- 機械行業(yè)最(zuì)新(xīn)自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造(zào),多談點製(zhì)造
- 現實麵前,國人沉(chén)默。製造(zào)業的騰飛,要從機床
- 一文搞懂數(shù)控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝(zhuāng)設(shè)計
- 傳統鑽削與螺(luó)旋銑孔加工工藝的區別(bié)