



以車代銑圓弧(hú)車床夾具的設(shè)製
2016-12-12 來源:陝西秦嶺特種電氣有限責任公司 作者:陳繼昌
摘要:通過本夾具的設計,解決了(le)以車代銑的問題,同時加工多件圓弧,提高生產效率,還解決了圓弧的測量問題。該(gāi)夾具(jù)結構(gòu)簡單、易操作,加工尺寸穩定某產品零(líng)件(jiàn)軸套( 汽車尼龍齒輪中的鑲件),圓周分布3處R20mm圓弧,如圖1所示。該圓弧在尼龍(lóng)齒輪工作時可防(fáng)止軸套轉動,以往加工該圓弧多采用銑床,將零件夾在分度頭上,用(yòng)φ 40mm立銑刀加工,分度(dù)時費時又費力,不僅(jǐn)效率低,還影響生產周期。為解決這一難題,設計了(le)一套車床夾(jiá)具(jù),將銑圓弧加工改(gǎi)為車圓弧加(jiā)工,效率提高4倍以上,滿(mǎn)足了生(shēng)產急需的要(yào)求。

1. 車床夾具的結構及工作原理
車削圓弧使用的車床(chuáng)夾(jiá)具如圖2所示,在圓形夾具體上分布4個定位銷,工件套在其上麵。為(wéi)防(fáng)止車第(dì)一個圓弧時工件轉動,在工件上用鑽模(mó)鑽φ 2.9+0.10 mm工藝孔,如圖3所示,φ 2.9+0.10 mm工藝孔套在φ 2.8 0-0.015mm圓銷上,限製工件轉動(dòng),用帶肩螺母壓緊後車削工(gōng)件(jiàn)上第一個圓弧,保證尺寸為φ 40+0.10 mm。然後,鬆開帶肩螺母,旋轉工件,把已車過的圓弧與φ 2.8 0-0.015mm圓銷貼緊,如圖4所示,達到分度圓弧角度和車削時防止工件轉動的作用。擰緊螺母壓緊工件後,再車第二個(gè)圓弧,
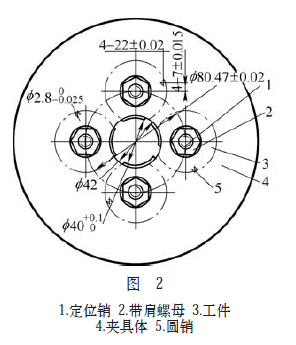
以(yǐ)此類推,這樣就完成了4個工件3處R20mm的車削過程。
2. 定位銷(xiāo)位置的確定
根據工件受切削力後繞定位(wèi)銷逆時針旋轉的情況, 考慮φ 2.9+0.10 mm工藝孔要在後續(xù)車(chē)削(xuē)圓弧時加工完成,為了不影響工件的最終外形且符合圖樣要求,並考慮圓(yuán)弧的麵積及工藝孔的大(dà)小等因素,最終綜合分析後(hòu),確定圓銷位置為(22±0.02)mm和(7±0.015)mm,如圖(tú)2所示。

3. 結(jié)語
該車床夾具不但解決了銑圓弧效率低的問題(tí),而且解決了圓弧加工時的測量問(wèn)題,還實現了多件裝夾、多件加工,大大提高了生產效率。經實踐證明,該夾具(jù)使(shǐ)用方便且性能穩定,受到(dào)操作人員的一致好評。
投稿箱:
如果您有機床(chuáng)行業(yè)、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業(yè)、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點(diǎn)
| 更多

行業數(shù)據
| 更多
- 2024年(nián)11月 金屬切削(xuē)機床產(chǎn)量數據
- 2024年11月 分地(dì)區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能源汽車(chē)銷量(liàng)情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切(qiē)削機床產(chǎn)量數據
- 2024年10月(yuè) 金屬切削機床產量數據
- 2024年9月(yuè) 新能(néng)源汽車銷量(liàng)情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據