



摘要(yào): 主軸係統是數控車床機械部(bù)分中的關鍵部位, 其裝配精度直接影響(xiǎng)到機床的加(jiā)工精度, 而(ér)主軸軸承的選型(xíng)、測量、裝配方法(fǎ)至(zhì)關重要。介(jiè)紹一種數控車床主軸軸(zhóu)承的檢測與定向裝配方法, 裝(zhuāng)配後主(zhǔ)軸精度高, 軸承使用壽命長(zhǎng), 性能穩定。
關鍵詞: 主軸; 角接觸球軸承; 檢測; 定(dìng)向裝配(pèi)
數控機床(chuáng)長期使(shǐ)用, 導致主軸軸承嚴(yán)重受損, 影響機床幾何精度, 為恢複精度, 采用“定向裝配法”實施主軸軸承(chéng)的更換及裝配。
1 、主軸軸承的檢測
數控車床(chuáng)主軸軸承一般采用角接觸球軸承, 用(yòng)千分尺(chǐ)檢測軸承內外徑和厚度, 與國標對比是否符合要求。
測量角接觸球軸承的內外圈厚度差, 采用杠杆(gǎn)千分表(百分表)、磁力表座、長100 mm 標準塊3 件、大理石平(píng)板1 塊、100 mm×100 mm×20 mm 平(píng)行塊,方法(fǎ)詳見圖1。
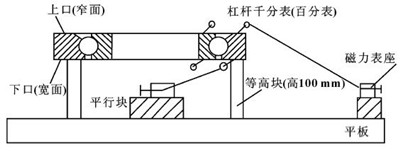
圖1 角接觸(chù)球軸承內外圈厚度差測量圖
將平(píng)板、3 個標準塊6 個端麵、磁(cí)力表座底麵、平行塊上下麵清洗幹淨(jìng), 將標準塊120°分(fèn)布於平板上, 角接觸球軸承上(shàng)口朝上放在標準塊上麵(被(bèi)測角接觸球軸承要清洗幹淨, 轉動均(jun1)勻, 滾道內不得有細(xì)微雜物), 磁力表座吸在平行塊上, 將杠杆千分表頭朝上打在角接觸球軸承下口外(wài)圈端麵處, 使杠杆千分表頭壓下0暢04 mm 左右, 讀出千分表讀數並記錄。用手輕推平行(háng)塊連同磁(cí)力表座(zuò)向裏(lǐ)移動至角接觸球軸承下口內圈端麵處, 讀出千(qiān)分表讀數並記錄(lù), 計算出兩組讀數差值(zhí)X, 即讀數大的端麵(miàn)比(bǐ)讀數小的端麵低X。例(lì)如千分表頭在外圈端麵的讀數為-0暢014 mm,在內圈(quān)端麵(miàn)的讀數(shù)為(wéi)0, 這(zhè)表明內圈端麵比外圈端麵低(dī)0暢014 mm (即內圈端麵比外圈端(duān)麵靠近平板麵0暢(chàng)014 mm)。反過來, 軸承放置不變, 將杠杆(gǎn)千分表(biǎo)頭朝下壓住角接觸球(qiú)軸承上口外圈端(duān)麵並使表頭壓下(xià)0暢04 mm 左右, 讀出千分表讀數並記錄。再移到內圈端麵讀出千分表讀數並記錄, 計算兩組讀數差值Y,即讀數大(dà)的端麵比讀數小的端麵高Y。例如(rú)千分表頭在外圈端麵的讀數為0暢014 mm, 在內圈端麵的讀數為0, 這表明角接觸球軸承上口內(nèi)端麵比(bǐ)外端麵(miàn)低0暢014 mm。采用上述過程在(zài)圓(yuán)周上對(duì)稱測4 個點,測出數值相同(tóng)為最佳(jiā), 若4 個點上測出(chū)的數值相差0暢01~0暢02 mm 還可用, 若超差太大則軸承不合格。
以此類推對所有軸承都測出上述兩(liǎng)組數值。測出每盤軸承的狀況後, 要(yào)選配兩盤相一致的軸承(高度差在0暢(chàng)02 mm 內均可(kě)), 同方向裝配, 這(zhè)樣就可以確保這兩盤軸承的內、外圈端麵(miàn)全部接觸無間隙(這一點非常關鍵(jiàn), 詳見圖2)。再測出第三盤軸承的上口和下(xià)口的高度差, 此時就可以考慮第三盤軸承和(hé)前兩盤軸承背對背裝配(pèi)時的中間隔套尺寸。內隔套和外隔套的厚度是否相同取決於第三盤軸承和另(lìng)一盤背對背軸承的高度差。當背對背的兩盤軸承內外圈高度差均為0 時, 內外(wài)圈厚度相(xiàng)同。當背(bèi)對背兩盤軸承中, 其中一盤軸承外圈比內圈減公(gōng)差(chà)時, 內圈的(de)厚度比外圈的厚度(dù)薄一個公差值。當兩盤背對背的軸承外圈比內圈都(dōu)減公差時, 內圈的厚度比外圈的厚度薄兩個(gè)公差值。當軸承外(wài)圈(quān)比(bǐ)內圈(quān)加公差時, 算法反之。軸承內外圈中間(jiān)加上隔套壓緊後, 必須確保外圈與外圈之間、內圈與內圈之間無間隙, 並有預緊力, 預緊力間隙為0暢03~0暢(chàng)04 mm (矱240, 矱340), 小於矱150 軸承的預(yù)緊力間隙為(wéi)0暢02 mm。
2、 隔套(tào)尺寸的確定
以CK1463L 數控車床主軸為例(lì), 軸承型號FAG B71948E暢T暢P4S, 見圖2。
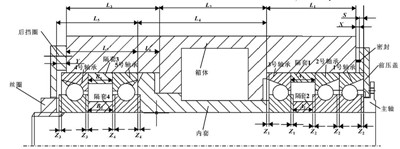
圖2 數控車床Ck1463l 主軸裝配圖
(1) 設軸承厚度為a, 隔套1 的厚度A1 =L1 +X +S-3a, 隔套1 的外(wài)徑與箱體內孔間隙配合, 隔套1 的內徑等於軸承(chéng)外圈內徑。
(2) 隔套2 的(de)厚(hòu)度(dù)A2 =A1 -Z1 -Z2 -0暢04, 其中:0暢04 mm 為預緊間隙; 隔套2 的外徑(jìng)等於軸(zhóu)承內圈的外徑, 隔套2 的內徑與主軸頸間隙(xì)配合。
(3) 隔套(tào)3 的厚度(dù)B1 =L5 -Y-2a, 隔套(tào)3 的外(wài)徑(jìng)與箱體內孔間隙配合, 隔套3 的內徑等於軸承外圈內徑。
(4) 隔套4 的(de)厚度B2 =B1 -0暢02, 其中: 0暢02mm 為預緊間(jiān)隙; 隔套4 的外徑等於軸承內圈的外徑; 隔套4 的內徑與主軸頸間隙配合。以上隔(gé)套的厚度公差確定(dìng)為0暢01 mm, 兩端麵的平行度不大於0暢006 mm, 外隔套的外徑中心線相對(duì)於(yú)兩端麵的垂直度為0暢01 mm, 內隔套的內徑(jìng)中心線與兩端麵的垂直度為0暢01 mm。
(5) L5 =L7 +Y; L7 =L3 -L6; L6 =L4 -L2; L1 、L2 、L3、L4 、X、Y、S 均能測出。
3 、安裝前的(de)準備
(1) 清洗工作
將軸承、隔套、主(zhǔ)軸、內(nèi)套、箱體內孔等(děng)部位(wèi)用清洗劑清(qīng)洗幹淨, 並用白布擦拭(shì)幹淨, 不得有任何細微雜質。
(2) 裝配麵的檢查與修理
將所有裝配(pèi)麵全部檢查一遍, 細小(xiǎo)的毛刺、拉傷、劃痕等部位全部(bù)修複。
(3) 注潤滑脂
將清(qīng)洗(xǐ)幹淨的軸承吹幹, 主軸專用潤滑脂(zhī)按軸承的1/3 空間注入, 並轉動軸承內圈使潤滑脂均勻塗敷在滾珠表麵上。
注意: 不(bú)得將軸承的所有空間塗滿潤滑脂, 這樣不便於散熱, 不得帶手套或用其他木(mù)棒操作。
4 、裝配
裝配詳見圖2。
4 .1 數控車床主軸軸承的定向裝配要求
(1) 將(jiāng)主軸前後軸(zhóu)承內圈的徑向圓跳動高點置於同一軸向截麵內並位(wèi)於主軸軸線的同一側, 與主軸錐孔軸線偏差量的高點方向相反。
(2) 將主軸前後(hòu)軸(zhóu)承外圈的徑向圓跳動(dòng)高點(diǎn)裝配在箱體孔的同一側。
(3) 前軸承的徑(jìng)向圓跳動比(bǐ)後軸承的徑向圓跳動小。
4.2 裝配技(jì)術原理
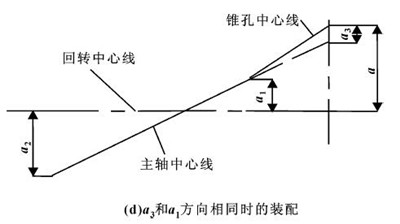
裝配中的相關件的(de)製造誤差相互抵消至最(zuì)小值。理論依據(jù)是: 按不同(tóng)的裝配(pèi)方(fāng)法進行裝配後(hòu)的主軸精度比較, 如圖3 所示。
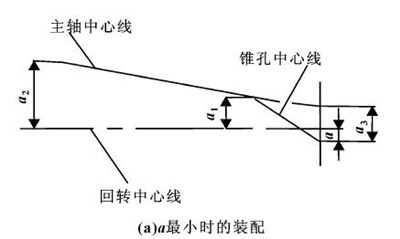

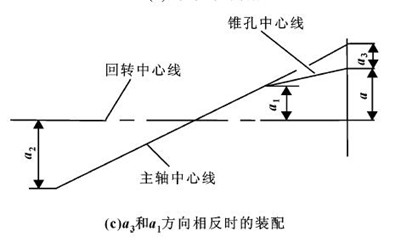
圖(tú)3 主(zhǔ)軸軸(zhóu)承定(dìng)向裝配後的精度比較
圖中: a 為主軸檢驗處的徑向圓(yuán)跳動量即主軸精度(dù); a1 為前(qián)軸承(chéng)內圈的徑向圓跳動量; a2 為後軸承內圈的徑向圓跳動量; a3 為主軸錐孔中心線偏差量。如圖3 (a) 所示(shì): 定向裝配後主軸徑向圓跳動量a 最小。如圖3 (b) 所(suǒ)示: 主軸錐孔中心線偏差方向和兩軸承徑向圓(yuán)跳動量最大的方向(xiàng)相同(tóng)。如圖3 (c)所示: 兩軸(zhóu)承(chéng)徑向圓跳動量最大的方向在(zài)旋轉中心線的兩側; 主軸(zhóu)錐孔中心線偏差方向和前軸承徑向圓跳動量最大的方向相反。如圖3 (d) 所示: 兩軸(zhóu)承(chéng)徑向圓跳動量最大的(de)方向在旋轉中心線的兩側(cè);主(zhǔ)軸錐孔中心線(xiàn)偏差(chà)方(fāng)向和前軸承徑向圓跳動量最大的方向(xiàng)相同, 此時主軸的徑向圓跳動量a 最大(dà)。
4.3 CK1463L 數控車床主軸(zhóu)軸承裝配實(shí)例
首先將(jiāng)主軸立起來, 前軸承蓋止扣朝上, 1 號、2 號軸(zhóu)承上口朝(cháo)下, 隔套2、1 和3 號軸承上口朝上(shàng),依次套在(zài)主(zhǔ)軸上。用(yòng)幹淨吊帶將主軸吊起並裝入箱體孔內, 同時從後部將內(nèi)套套在(zài)主軸上, 主軸向內推的同時邊旋轉邊推內套(tào)直至到位。前壓蓋用螺栓(shuān)對稱均勻壓緊, 5 號軸承上口朝裏(lǐ), 隔套3、4 和4 號軸承上口朝外依次套在主軸上和箱體內, 裝防塵圈, 用(yòng)絲圈將(jiāng)軸承鎖緊。
注意: 往主軸上裝1 號、2 號、3 號、4 號軸承時內圈受力, 5 號軸承(chéng)外圈受力; 不(bú)要用鋁、銅等易掉碎塊的物件敲擊軸承。
5 、檢測主軸(zhóu)跳動和軸向竄動
將百分(fèn)表頭壓在(zài)主軸定(dìng)位錐麵上, 轉動主軸, 跳動小於0暢008 mm (標準允(yǔn)差(chà)a=0暢015 mm, b=0暢025mm)。將(jiāng)百(bǎi)分表頭壓在主軸端麵上, 轉(zhuǎn)動主(zhǔ)軸, 軸向竄動小於0暢01 mm (標準允差0暢015 mm)。
6 、試(shì)車空(kōng)運轉
50、100、200 r/min 各轉動30 min, 400 r/min 轉動3 h, 600 r/min 轉動2 h, 1 000 r/min 轉動2 h, 高
速轉動20 min.轉動期間注意觀察、監測主軸運轉情(qíng)況(聲音、溫度、振動)。
7 、試車切削
(1) 裝夾工件, 編製程序。
(2) 進(jìn)給車削外徑, 觀察機床聲音、振動、溫升是否正常。
(3) 小於(yú)0暢1 mm 進給車削外徑, 觀察工件外表麵粗糙度(dù)。
(4) 距主軸端麵100 mm 處(chù), 用6 mm 寬切(qiē)刀一(yī)次切深6 mm 試切工件, 觀察機床是否振動。若上述4 項都正(zhèng)常, 認為該主軸部件裝配合格(gé),達到出廠精度要求。
8 、結束語(yǔ)
該檢測與定向裝配方法在國內(nèi)外數控設備主軸軸承裝配方(fāng)麵較(jiào)為先進, 裝配後的主軸(zhóu)精度高, 軸承使用壽命長, 運轉性能(néng)穩定, 確保設(shè)備高效率使用。目前某公司采用(yòng)該專(zhuān)項技術裝配了數十台數控(kòng)車床主軸軸承, 效果非常顯(xiǎn)著, 具有推廣價值。
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資(zī)訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床(chuáng)產量數(shù)據
- 2024年11月 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月(yuè) 軸承出口情(qíng)況(kuàng)
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年(nián)10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加工過程(chéng)圖示(shì)
- 判(pàn)斷(duàn)一台加工中心精(jīng)度的幾種(zhǒng)辦法
- 中走絲線切割(gē)機床的(de)發展趨勢
- 國產數控(kòng)係(xì)統和數控(kòng)機床何(hé)去何從?
- 中(zhōng)國的技術(shù)工人(rén)都去哪(nǎ)裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行(háng)業最新自殺性營銷,害(hài)人害己!不倒閉才
- 製造業大逃(táo)亡
- 智能(néng)時代,少談點智造,多談點製造
- 現實(shí)麵前,國人(rén)沉默。製(zhì)造業的騰飛,要從機床(chuáng)
- 一文搞懂數控(kòng)車床加工刀具補償功能
- 車床鑽(zuàn)孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別