


基於 PLC 的雙(shuāng)麵鑽(zuàn)床控製係(xì)統設計
2019-1-31 來(lái)源:襄陽汽車職業技術學院 湖北文理學院 作者:李夢飛 秦 濤
摘 要:針對單麵鑽(zuàn)床效率低下,工序複雜(zá)的問題,以雙麵鑽組合機床為研究(jiū)對象(xiàng),采用三菱 FX1S- 20MR PLC 為主控(kòng)製器,設計了一種 PLC 控製的雙麵鑽床控製係統,包括係統的工作流程,I/ O 分配和軟件程序設計。軟(ruǎn)件(jiàn)調試結(jié)果(guǒ)表明:基於 PLC 的雙麵鑽床控製係統設計可靠,能夠(gòu)有效地提高鑽孔效率。
關鍵詞:雙麵鑽床;PLC;;SFC 圖;梯形圖
0 引言(yán)
組合機床是一(yī)種可實現多工序(xù)、多軸、多麵的高效加工、自動化程度(dù)很(hěn)高的加工設備。而在部分中小型企(qǐ)業生產加工過程中,由於資(zī)金缺乏、技(jì)術(shù)欠缺等原因,依舊采用故障頻繁出現、控製係統可靠性差、維修時間長的老式機床。為了能夠有(yǒu)效地提高組(zǔ)合機床鑽孔加工效(xiào)率,減少(shǎo)電氣部分維修(xiū)次數,滿足加工生產需求,實現雙麵鑽組合機床的自動控(kòng)製,本文設計了一種基(jī)於 PLC 控製的雙麵鑽床控製係(xì)統。
1 、係統總體方案
雙麵鑽床主要用於(yú)在工件相(xiàng)對的兩麵鑽孔,機床由動力滑台提供進(jìn)給(gěi)運動,刀具(jù)電(diàn)動機固定在動力滑台上。機床的控製過程是典型的順序(xù)控製,其控(kòng)製係統模型如圖 1 所示,工作流程為:工件裝(zhuāng)入後,按下啟動按鈕 X0,工件夾緊,兩側(cè)滑台同時進入快速進給工步;工件兩麵加工(gōng)完成(chéng)後,兩側動力滑台退回原位,工件鬆開,觸發限位開關 X10,係統返回初始步,一次(cì)加工的工作(zuò)循(xún)環結束。
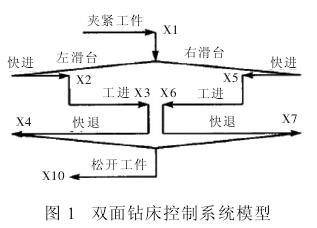
傳統的雙麵鑽床采用繼電器-接觸器控製方式,需要的繼電器多且接線複(fù)雜,可靠性低且容易產生誤動作,故障率高。本文提出(chū) PLC 控製方式實現鑽孔加工的周期性循環動作,滑(huá)台的位置信息通(tōng)過觸發行(háng)程開關獲得。為保證每(měi)個工序的同步性,采用並行序列程序,在各子序列(liè)的末尾增設了一個等待步,如果兩個子序(xù)列分別進入了等待步,表示兩側滑台的快速退回均(jun1)已結束,應(yīng)轉換到(dào)下一狀態。
2 、軟件(jiàn)控製係統設計
2.1 I/O 點估(gū)算
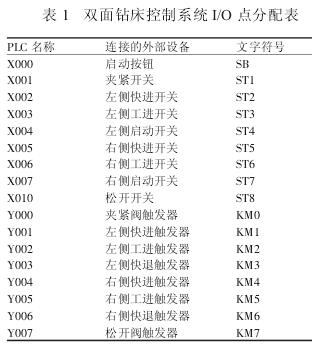
通過對雙麵鑽床(chuáng)總體控製方案分析可知,係統共有(yǒu) 9 個輸入點:啟動按鈕(niǔ)、夾緊開關、左側快(kuài)進開關、左側工進開關、左側啟動開關、右側快進開關、右側工進開關、右側啟動開關以及鬆開開關;共(gòng)有 8 個(gè)輸出點:夾緊閥觸發(fā)器、左側快進觸發器、左側工進觸(chù)發器、左側(cè)快退觸發器、右側快進(jìn)觸發器、右側工進觸發器、右側快退(tuì)觸發器以(yǐ)及鬆(sōng)開閥觸發器。根據控製係統需要(yào)具備的功能分析和 I/O 點數目估算,本文選用三菱 PLC FX1S-20MR 型號,具有 16 個輸入點和 14 個輸出點,且外部接線留有 10% ~ 20%的餘量,便於擴展,能滿(mǎn)足雙麵(miàn)鑽床的控製要求。
2.2 I/O 分配
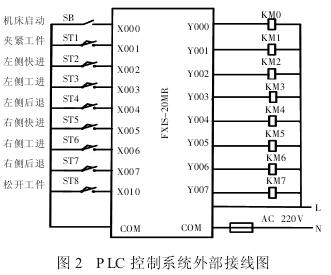
根據雙麵鑽床控製係統的功能及技術要求,可確定 PLC 控製係統的 I/O 分配表如表 1 所示,相應的外部接線圖如圖 2 所示。
2.3 S FC 圖和梯形圖設計
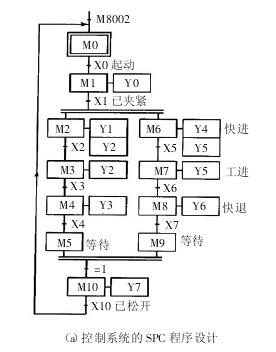
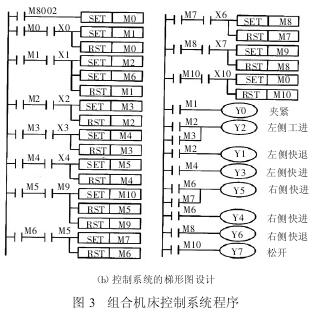
基於三菱 GX developer 軟件(jiàn)進行雙麵鑽床控製程(chéng)序設計,其控製係統(tǒng)的 SFC 圖如圖 3(a)所示。具體的(de)實施步驟:工件裝入機床後,按下啟動按鈕 x0,按下夾緊開關 X1,工(gōng)件夾緊,M2 和 M6 變為活(huó)動步,兩側同時進入快速(sù)進給工步。待兩麵加工均完成後,兩側動力滑台退回原位,係(xì)統進入步 M10;工(gōng)件鬆開,觸發限位開(kāi)關 X10,係統返回初始步 M0,一次加工的工(gōng)作循環結束。
為(wéi)保證並行序列各子序列同時結束,在各子序列的末尾增設了一個等待步(即步 M5和 M9),如果(guǒ)兩個子序列分別進(jìn)入了步 M5和 M9,表示兩側滑台的快(kuài)速退回均已結束,應轉換到步 M10.步 M5 和 M9 之後的轉(zhuǎn)換條件為(wéi)“=1”,表示應無條件轉換,在梯形圖中,該轉換等效為一(yī)根短接線,或理解為不需要轉換條件。雙麵鑽床控製程序梯形圖如圖 3(b)所示,通過對每步的輔助繼電器 M 置位,完成特(tè)定的功能指令。
按下啟動按鈕,係統發出初始化脈衝,置位 M0 後(hòu)緊接著置位 M1,隨後完成功能指令 Y0,即實現工件的(de)夾緊。組合機床動(dòng)力滑台夾緊運動觸發限(xiàn)位開關X1,分別置位輔助(zhù)繼電器 M2、M6,同時複位 M1,實現機床動力滑台的左側和右側工進。具體功能的實(shí)施過程與用狀態轉移圖編程所實現的功能一(yī)致。
3 、結論
針對工廠現(xiàn)階(jiē)段所使用的老式機床(chuáng)的配備情況以及在使用過程中可能出現的問題,本文設計了一種適用於雙麵鑽孔組(zǔ)合機(jī)床的(de) PLC 控製係統。PLC控製程序修改(gǎi)方便(biàn),易於擴充且可靠性(xìng)極高。在實現大批量生產,保證加工效(xiào)率的(de)同時節約了機(jī)床設(shè)備成本。軟(ruǎn)件調試結果表明:本文設計的(de)控製係統符合(hé)設計要求,可以用於雙麵鑽床加工控製現場。
投稿箱:
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息

業界視點
| 更多

行業數據(jù)
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量(liàng)數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用(yòng)車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬(shǔ)切(qiē)削機床產量(liàng)數據
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月(yuè) 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據