


一種新型奧氏體不鏽鋼經濟實用型深孔鑽(zuàn)削加工技術
2018-5-7 來源:九江職業技術學院 作者:張東升,牛(niú)崢,嶽珊
摘要(yào): 奧氏體不鏽鋼因熱穩定性差、塑性大、導熱率差,易出現加工硬化、切削力大、斷屑困難、易(yì)粘刀、刀具易磨損等現象; 深孔加工因排屑散熱(rè)困難、鑽頭剛性差、冷卻潤滑困難等(děng)原因較難加工。通過製作加長鑽頭(tóu)刀杆,改善鑽頭(tóu)裝(zhuāng)夾和冷卻方式,采用三尖七刃群鑽,合理選用進(jìn)刀方式和切削用量,在普通車床上解決了單件小(xiǎo)批量奧氏體不鏽鋼的深孔加工難題,經(jīng)濟適用。
關(guān)鍵詞: 奧氏體不(bú)鏽鋼; 深孔鑽; 空心軸; 加長鑽套
某工廠需加工 1Cr18Ni9Ti 奧氏體不鏽鋼空心軸數(shù)件,零件 圖 如 圖(tú) 1 所(suǒ) 示,該 工(gōng) 件 較 細 長,長 度 與 外 徑 比(bǐ) 為20. 69,長度與孔徑比則達 30,屬深孔加工。在零(líng)件批(pī)量較大時一(yī)般采用價格昂貴的深孔鑽專用(yòng)設備和深孔鑽加工,且(qiě)配有專用工裝夾(jiá)具,考慮到該廠(chǎng)沒有專用設備的實際情況,利用現有設備,改進鑽頭裝夾和冷(lěng)卻方式,采用三尖七刃群鑽,合理(lǐ)選(xuǎn)用進刀方式和切削用量,較好(hǎo)地解決奧氏體不鏽鋼的深孔加工(gōng)難題。
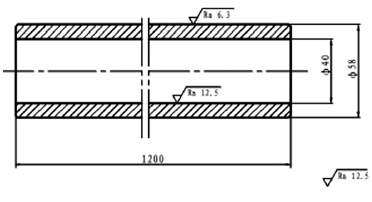
圖1 1Cr18Ni9Ti 奧氏(shì)體不鏽鋼空心軸
1 、奧氏體不鏽鋼加工特點
1Cr18Ni9Ti 奧氏體不鏽鋼由於塑性好,加工硬化嚴重、難斷屑、易(yì)粘刀(dāo)、導熱性差、切削抗力大、加工精度難控製等特點,屬難加(jiā)工材料。其切削特(tè)點如下:
(1) 加工硬化嚴重。由於 1Cr18Ni9Ti 奧氏體不鏽鋼中奧氏體不夠穩定,在切削(xuē)應力的作用(yòng)下,部分奧氏體會(huì)轉變為高硬度的馬氏體,加工硬(yìng)化層的深(shēn)度超過切削深度的 1/3,硬度比加工前增加 1. 4 ~ 2. 2 倍,加工硬化層的抗拉強度σb 高達 1470 ~ 1960MPa。
(2) 切削抗力非(fēi)常大。切削過程中因顯著的塑性變形,加上(shàng)高溫時材料的粘結性(xìng),導(dǎo)致切屑和刀頭、切屑和母(mǔ)材粘接在一起,加(jiā)劇了(le)摩擦,使(shǐ)切削抗力猛(měng)增,另有加工硬化影響,使切削抗力很大。
(3) 切削溫度高。切削(xuē)過程中切屑劇烈的塑性變形、工件與刀(dāo)具間強烈的摩擦,使形(xíng)變熱和摩擦熱轉變為大量的切削熱(rè),使得導熱(rè)係數低(dī)的不鏽鋼加工過程中產生極高的切削溫度。
(4) 切屑(xiè)難折斷。奧氏體不(bú)鏽鋼的(de)塑性大、韌性好,導致切屑難折斷,切屑纏繞在(zài)刀(dāo)具和工件上,難以清理,會(huì)刮傷已加工表麵。
(5) 刀具易磨損。在高溫、高壓下,奧氏體不鏽鋼中的合金元素與刀具中其(qí)他金屬元素的親和力強,使刀具產生粘結磨損、擴散磨損。另外(wài)奧氏體不鏽鋼中碳化物顆(kē)粒硬度很高,會與刀頭產生(shēng)強烈摩擦,加劇刀具磨損。
(6) 加工精度難控製。奧氏體不鏽鋼的線膨脹係數大,約為碳鋼的 1. 5 倍,加工時會造成工件嚴重的熱變形,難以控(kòng)製加工精度。高溫高壓下切屑易粘結在刀頭形成積屑瘤,使工件表(biǎo)麵粗糙度較大。
另外深孔加工(gōng)因排屑、冷(lěng)卻(què)、潤滑困難、鑽頭剛性差等原因,也屬於難加工項目,其特(tè)點如下:
(1) 工件加工精度低。刀(dāo)杆受孔徑(jìng)的限製(zhì),細長(zhǎng)、剛性差(chà)、強度低; 鑽孔時易彎曲變形、偏斜; 產生振動、波紋、孔口錐度(dù),造成工件孔中心線(xiàn)直線度、內(nèi)孔(kǒng)圓度、圓柱度、端麵全跳動(dòng)誤差,表麵粗糙度低。
(2) 鑽頭耐用度低。鑽頭在封閉環境中工作(zuò),冷(lěng)卻(què)液(yè)難以(yǐ)到達切削區,散熱、潤滑困難(nán),斷屑不易、排屑不暢,降低了鑽頭的耐用度。
(3) 加工過程難以把握。鑽削時切削(xuē)情況難以直接觀察,隻能(néng)憑經驗來判斷切削過程是否正常。
2 、奧(ào)氏體不鏽鋼加工方法
綜上(shàng)所述,奧氏(shì)體不鏽鋼深孔加工屬難加工項目,大批量生產條件下,一般采用(yòng)昂貴的深孔鑽床、深孔鑽頭和專用鑽孔的裝置。本廠因單件小批量生產,為節省加工成本,考慮到工廠的實際(jì)條件,擬采用普通車床加工,自製加(jiā)長鑽頭,改進冷卻(què)方法,選用合理的切削用量來加工內孔,采取的技(jì)術方案如下(xià):
2. 1 加工前準備工作
(1) 車床和刀具準備。選用工(gōng)廠自有的(de)普通臥式車床CA6140 × 1500,準(zhǔn)備三爪自(zì)定心卡盤、 跟刀架、 中(zhōng)心(xīn)架、鑽夾(jiá)頭和頂尖等附件。準備 45°和 75°YG813 硬質合金偏刀、YG813 硬(yìng)質合金內孔車刀、內外螺紋車刀、中心鑽、φ30mm鑽頭 ( 磨成三尖七(qī)刃的群鑽(zuàn)) 、φ40mm 擴孔鑽和冷卻液。
(2) 改進鑽頭裝(zhuāng)夾方式和冷卻方式。在 φ30mm 鑽頭和φ40mm 擴孔鑽錐柄位置車出 Tr24 × 3mm 的外螺紋,中心位(wèi)置鑽 φ6mm 的液道(dào)孔至螺旋槽處; 在螺旋槽的位置鑽切削液出口與螺旋容屑槽相通,鑽杆安裝在夾套中,夾套安裝在車床刀架上。
(3) 刀杆(gǎn)準備。用經過(guò)滾壓(yā)的鋼管製成加長鑽頭的(de)刀杆,如圖 3,滾壓目的是提高鑽杆表麵的硬度並降低粗糙度,以免鑽孔時拉傷,鑽杆內(nèi)徑(jìng)加工成 φ29. 5mm,略小於鑽頭直徑(jìng),刀杆的長度取 650mm,略大於工件總長的一半,並進行表麵熱處理(lǐ)以提高硬度和(hé)耐磨性,一端車出 Tr24 ×3mm 的內螺紋,另一端車出 M28 × 2mm 的內螺紋與切削液管(guǎn)接頭聯接。
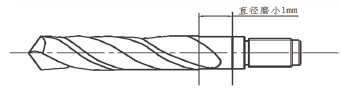
圖 2 鑽頭(tóu)柄部加工為螺紋
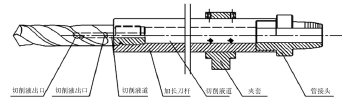
圖(tú) 3 鑽頭安裝在加長鑽杆內
2. 2 加工流程
(1) 車外圓和端麵,鑽中心孔。將工(gōng)件毛坯插入(rù)車床主軸孔內,用三爪自定心卡盤夾住右端,用(yòng) 45°外圓偏刀和中(zhōng)心鑽以 Vc = 12m/min 左(zuǒ)右的切(qiē)削速度,車端麵和鑽中心孔。鬆開(kāi)卡盤抽出工件,調頭夾左端,用頂尖支撐工件右端,安裝好跟刀架(jià),在工(gōng)件(jiàn)左端加工一段研磨跟刀架托爪的外圓,以便快速研磨托(tuō)爪。將大拖板移(yí)至車床尾部,把 75°偏刀刀尖移至托爪前 2 ~ 3mm,以 Vc = 45m/min、f = 0. 3mm/r、ap= 1. 5mm 左右的切削(xuē)用量車削工件外圓,經多(duō)次車削將(jiāng)工件外圓尺寸(cùn)車至要求。卸(xiè)下跟刀架(jià),安裝好中心架,將工件(jiàn)掉頭安裝在(zài)三爪卡盤和中心架上。用 45°偏刀車端麵,使工件總長為 1200mm,並車好餘下的外圓,鑽中心孔。再用(yòng)60°锪鑽把中(zhōng)心孔擴大,使(shǐ)大徑盡(jìn)可能超過 φ30mm,便於鑽孔時定位,避免(miǎn)把孔鑽偏。
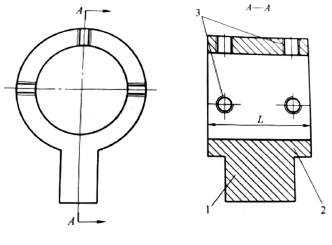
圖4 加長鑽頭夾套
1-夾套 2-內孔 3-螺紋孔
(2) 粗加工內孔。將 φ30mm 的標準鑽頭安裝在車床尾座上,預鑽 φ30mm × 120mm 左右深的導向(xiàng)孔。將深孔加長鑽頭的刀杆裝夾在專用夾套內(nèi),如圖 4 所示,使鑽頭可在夾套內自由滑動,並伸出(chū) 300mm 左右(yòu)長度,鎖緊夾套(tào)上的螺栓,將刀杆安裝在方刀(dāo)架上。來回移動床鞍,讓加長鑽頭在預孔內反複移動數次,調整鑽杆軸心線位置確(què)保(bǎo)與工件軸心(xīn)線(xiàn)同軸。為(wéi)減少加工硬化現象發生,選取(qǔ) Vc = 12m/min、f= 0. 25mm / r 左右的切削用(yòng)量進行鑽(zuàn)孔。切削液通過管(guǎn)接頭直接流入(rù)鑽頭的容(róng)屑槽內(nèi)出液口處,直接冷卻鑽頭。每次進(jìn)給的深度達到 15mm 左(zuǒ)右時,迅速退出鑽頭排屑並清(qīng)除碎屑,進行潤滑。鑽孔(kǒng)時一(yī)定要記(jì)住大(dà)拖板刻度盤起點和終點的讀數,下次鑽孔要(yào)在上次鑽孔深度前(qián)約 1mm 處開始進給,不要等鑽頭接觸工(gōng)件後再進給(gěi),避(bì)免鑽尖在工(gōng)件表麵停(tíng)留,加劇切削表麵硬(yìng)化,造成鑽削困難,加快鑽頭磨(mó)損。加工中應經常保持鑽頭鋒利,必要時增加修磨鑽(zuàn)頭次數。
(3) 擴孔。將(jiāng) φ40mm 擴孔鑽安裝在加長鑽杆上,以 Vc= 12m / min、f = 0. 3mm / r 左右的切(qiē)削用量進行擴孔。必須(xū)充分利(lì)用大拖板刻度盤記數,方法(fǎ)同前。由於擴孔加工餘量比鑽孔時減小很多,可在每次鑽(zuàn)孔 40mm 左右,退出鑽頭排(pái)屑並(bìng)潤滑(huá)。
(4) 調頭(tóu)擴孔。在擴孔深度達到工件長度一半(bàn)後,調頭對剩下的(de)另一半孔進行擴孔,至此加工完畢。仔細測量零件尺寸(cùn)精度和表麵粗糙度,直到達到加工要求為止,然後卸下工件。
3 、結論(lùn)
采用三尖七(qī)刃的群(qún)鑽,改變鑽柄的裝夾方式、增加冷卻液通道,自製(zhì)加長鑽杆,順利加工出 1Cr18Ni9Ti 奧氏體不鏽鋼空心軸,保證了加工精度要(yào)求,降低(dī)了(le)加工成(chéng)本,節省了費用,對於此(cǐ)類不鏽鋼深孔的加工有一定的借鑒意義。
投稿(gǎo)箱:
如(rú)果您有(yǒu)機床行業、企業相(xiàng)關(guān)新(xīn)聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有(yǒu)機床行業、企業相(xiàng)關(guān)新(xīn)聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
馬")
業界(jiè)視點
| 更多
")
行業(yè)數據
| 更(gèng)多
- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月 分地區金(jīn)屬切(qiē)削機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年(nián)11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據