


深孔加工變負壓抽(chōu)屑裝置的設計(jì)與研究
2018-4-25 來(lái)源(yuán):轉載 作(zuò)者:馬騰,沈興全,高偉佳(jiā),魏傑
摘要: 深孔加工技術一直是機械(xiè)製造(zào)業中的關鍵(jiàn)技(jì)術,其中加工過程中高效排屑又是深孔加工過程中尤為重要的一個環節。針對深孔加工過程中切屑(xiè)形態不穩定所(suǒ)形成的輕微堵塞的問題(tí),通過分析研究現有的負壓抽屑裝置,設計脈衝式變負壓抽屑裝置,並研究其變負壓(yā)的形成理論關係,從理論上證(zhèng)明形成變負壓的可行性,通(tōng)過 ANSYS FLUENT 軟件進行仿真分析。脈衝(chōng)式變負壓抽屑裝置使負壓(yā)抽屑裝置所形成的抽吸力可(kě)以脈衝式的變化,使切屑受(shòu)到鬆緊不一的抽吸(xī)力,輕微堵塞的切屑在變化(huà)的抽吸力的作用下改變方向後能順利的排出,從(cóng)而盡可能的避(bì)免加工失敗,提高工作效率。
關鍵詞: 深孔加工; 高效排屑; 負壓抽屑
0 、引言
深孔加工技術起源(yuán)於對槍炮管的製造過(guò)程,後(hòu)被廣泛用於民用領域。所謂深(shēn)孔,就是孔深L與孔徑(jìng) d之(zhī)比大於5的孔。但由於孔的深度與直徑之比較大(dà),帶來了工(gōng)藝係統的剛度低,切屑排出難及冷卻潤滑難等問題,其中排屑難又首當其衝。目前解決排屑難的常用方法: ①拓展排屑空間; ②控製切屑(xiè)形態; ③增強排屑動力。
負壓排(pái)屑裝置很好的解決了排屑(xiè)困難的問(wèn)題,該裝置(zhì)采取增加排屑動力的方法,通過噴吸效應產生的負壓(yā)抽(chōu)吸(xī)力來提供排屑動力。實踐證明該裝置的效果是(shì)顯著的,但是在高速加工過(guò)程中(zhōng)切屑快速累積,並會產生尺寸不合格的切屑,極易產(chǎn)生塞堵現象。如不能及時排出,會產生切屑堆積,影響加工質量和生產效率以及設備使用壽命,從而現(xiàn)有負壓抽(chōu)屑設備(bèi)將不能滿足使用需求。現有的負壓(yā)排屑裝置提供的抽吸力是定值,在遇到不合格的切屑時不能有效排出,隻能使切屑不斷增加,最(zuì)終造成加工(gōng)失敗。針對上述問題通(tōng)過優(yōu)化負壓排(pái)屑(xiè)裝置(zhì),設計出脈衝式負壓排屑裝置,該裝置可以使負壓排屑裝置中產生變(biàn)化的負(fù)壓,切屑(xiè)在一鬆一緊的抽吸力作用下容易(yì)改變方向後排出,降低切屑堵塞幾率,提高加工(gōng)效率。
1、負壓抽屑裝置分析
在傳統的負壓抽屑裝置中,切(qiē)削液由定量油泵輸送同時供給兩條支流,如圖 1。其(qí)中前一條支流的切削液Q1進(jìn)入排屑通道中的(de)輸油器後,經過鑽套 、已加工孔壁與鑽杆、鑽頭體上的通油間隙(xì)後流向切削(xuē)區的切削刃(rèn),給刀(dāo)齒降溫的同時,將切屑推入(rù)鑽(zuàn)杆後排到抽屑器; 另外一支切屑液Q2進入負壓抽屑裝置,在經過前、後噴嘴之間的狹窄間隙,因流道變小而獲得加速,在鑽(zuàn)杆末端形成圓錐麵形狀的射流,使鑽杆末端出現負壓區,從而產生對(duì)切屑的抽吸力作用,加速(sù)鑽杆內腔整個排屑通道中的介質流動,達到高效排屑的目的。其抽(chōu)吸力的(de)大小由經過負壓通道(dào)形成的噴射流與排泄通道切削液的流速差決定。在由負壓形成的抽吸力的作用下,切屑(xiè)能(néng)高速(sù)在鑽杆中(zhōng)流動,實現高速高效排屑。
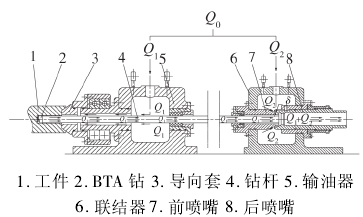
圖 1 負壓(yā)抽屑裝置原理示意圖
影響負壓排屑效率的因(yīn)素很(hěn)多,其中射流噴嘴的間隙和射流噴嘴的(de)噴(pēn)射角是主要的影響因素,一般射流間隙取0.2 ~ 0.5mm,噴射角取15°~ 30°。此(cǐ)外還有一些其他的因(yīn)素,因主要討論負壓通道中流量對負壓的影響(xiǎng),其餘因素假設不變。
2 、脈衝式變負壓抽屑裝置分析
2.1 結構設計
在負(fù)壓抽屑裝置中想實現負壓(yā)脈衝式變化,勢(shì)必需要使負壓通道的射流流量脈衝(chōng)式變化(huà)。考慮到負壓通道的結構,設計簡易(yì)的變流器並放入負壓通道(dào)中。變流器的原(yuán)理: 通過電動機控製轉子的(de)旋轉,使轉子上的通道周期性的與負壓通道連(lián)接,則轉子通道(dào)與負壓通道聯通的橫截麵(miàn)積也周期性的變化,使射流通過(guò)的流(liú)量發生周期性變化,從而改變負壓值。變流器(qì)的原理見圖 2。
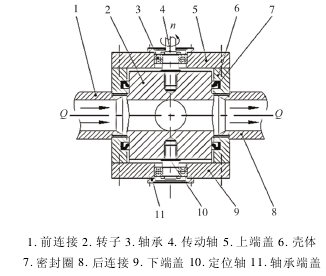
圖2 變流器的結構設計圖
如(rú)圖2 所示,變流器主要由殼(ké)體與轉子構成(chéng),殼體與轉子均為圓柱結構。轉子中間部位設計兩個通道且互相垂直,用來提供切削液通過。當轉子旋轉(zhuǎn)時,轉(zhuǎn)子通道與負壓通道聯通的(de)橫截麵積是變化的,於是切削液 Q 在由前連接(jiē)進入變(biàn)流器轉子通道時,流速必然會變化。切削液 Q 在通過變化的轉子通道與負壓通道聯通的橫截麵積後,進入轉子通道,最後經過後連接進(jìn)入負壓裝置。轉子的旋轉是由傳動軸連接的(de)電動機(jī)提供的,電動機轉(zhuǎn)速 n 的大小直接影(yǐng)響轉子的(de)轉速,轉速與切削液的脈衝頻率關係是:
2.2 原理分析
變流器的原(yuán)理是通過轉子的(de)旋轉使負壓通道的切削液周期性的通(tōng)過,實現負壓通道的(de)抽吸力脈衝式變(biàn)化。現分析轉子的參(cān)數對脈(mò)衝頻率的影響,轉子的剖視圖(tú)如(rú)圖3。
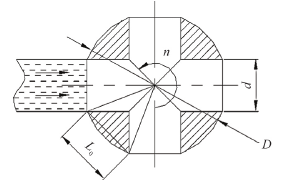
圖3 轉子剖麵圖
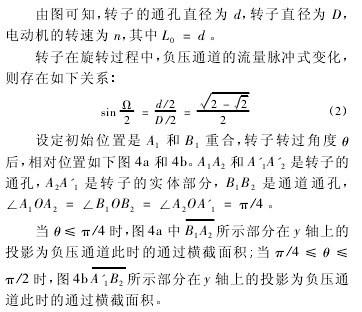
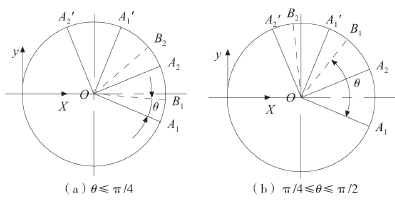
圖(tú)4 轉子與通道位置示意圖
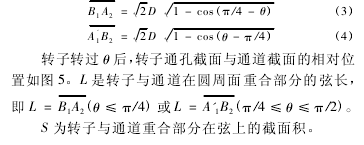
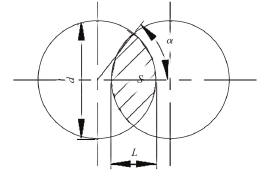
圖5 轉子截麵與通道截麵位置示意圖

通過(guò)分析(xī)可知,負壓(yā)通道的通(tōng)過橫截麵積由通道(dào)直徑 d 和時間 t 決定,當進(jìn)入變流器中(zhōng)的切削液壓(yā)力一定(dìng)時,切削液通過的流速(sù)一定,則切削液流量與負壓通道橫截麵積為正比關係,可以定量計算。但在(zài)實際工作中,由於(yú)切削液的慣性和轉子的轉動等因素,會使流量有(yǒu)所偏差(chà)。
3、 變負壓係統仿真分析
3.1 仿真條件設置
本文采用的結構為雙進油口圓(yuán)錐(zhuī)形結構,同時(shí)將(jiāng)其他參數設定為定值,在不考慮(lǜ)切屑存(cún)在的情況下分析負壓通道中變流對負壓的影響。應(yīng)用 GAMBIT 建立模型、劃分網(wǎng)格、設置邊界條件。由於裝置內部流體(tǐ)是規則結構,可簡化(huà)建立切削液流場的二維平麵模型,如圖6。
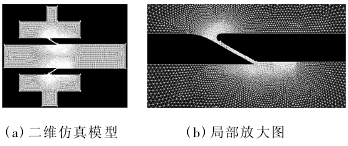
圖(tú) 6 流場二維仿真模型
3.2 仿真(zhēn)結果
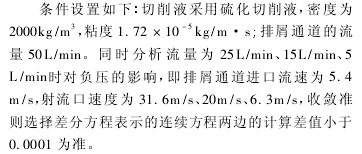
(1) 當排泄通(tōng)道進口流速為 5. 4m /s,射流口流速為 31. 6m /s 時,總壓力雲圖、速度雲圖、對稱軸上壓力XY 散點圖和負壓區(qū)徑向截麵壓力 XY 散點圖分別如圖7 所示(shì)。
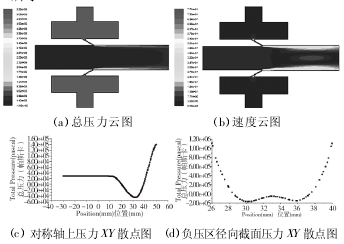
圖7 射流口流(liú)速(sù)為(wéi) 31. 6m/s 時仿真(zhēn)結果
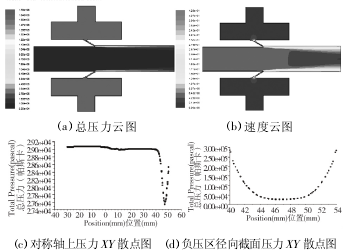
圖8 射流口流速為 20m/s 時仿真結(jié)果圖
圖9 射(shè)流口流速為 6. 3m/s 時仿真結果圖
(3) 當排泄(xiè)通道進口流速為 5. 4m /s,射流口流速為 6. 3m /s 時(shí),總壓力雲圖、速(sù)度(dù)雲圖、對稱軸(zhóu)上壓力XY 散點圖和負壓區徑向截麵壓力(lì) XY 散點圖分別如圖9 所示。
3.3 結果分析
從上邊各圖可以看出,射流口速度為31.6m / s、20m / s、6. 3m / s 時均可以產生負(fù)壓,且作用(yòng)於切屑(xiè)上,形成對切屑的抽吸力(lì),加快切(qiē)屑的(de)排出。仿真結果表明當負(fù)壓(yā)通道中的流量變化時,負(fù)壓(yā)值也隨(suí)之變化,負壓所形成的抽吸力(lì)也隨之變化,從而實(shí)現脈衝式的變負壓抽屑。在遇到輕微堵塞的情況時(shí),由於切屑在脈衝式負(fù)壓的效應下,受到一緊一鬆的抽吸力能改變切削的排出方向,緩解堵塞(sāi)後順利把切屑高效的排出。避免由於切(qiē)屑輕微堵塞時不能盡快排出所造成的切屑不斷累積,最終使加工(gōng)失敗。
4 、結束語
本文研究了高(gāo)速深孔加工過程中排屑難(nán)的問題,並設計了脈衝(chōng)式變負壓排屑裝置(zhì)。該裝置可以使排屑通道中形(xíng)成脈衝式變負壓,從而切屑受到變化的抽吸力。在遇到因不合格切屑形(xíng)成的輕微堵塞情(qíng)況,因抽吸力(lì)一緊一(yī)鬆(sōng)所以使堵塞的切屑也一鬆一緊改變方向然後便於排出。該裝(zhuāng)置使(shǐ)負壓抽屑裝置更加穩定高效,提高了工作效率。
來源:中北大學 機械與動力工程學院, 山西省深孔加工工程(chéng)技術研究中心,
投稿箱:
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊(xùn)合作,歡(huān)迎聯係本(běn)網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊(xùn)合作,歡(huān)迎聯係本(běn)網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信(xìn)息

業(yè)界視點(diǎn)
| 更多(duō)
查")
行(háng)業數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年(nián)11月 分地區金屬(shǔ)切削機床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎(jiào)車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(chē)(轎車)產量數據
博文選萃
| 更多
- 機械加(jiā)工(gōng)過程圖示
- 判斷一台(tái)加工中(zhōng)心精度的幾(jǐ)種(zhǒng)辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和(hé)數控機床何去何從?
- 中國(guó)的技術工人都去哪(nǎ)裏了?
- 機械老板做了十多年(nián),為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒(dǎo)閉才
- 製(zhì)造業大(dà)逃亡
- 智(zhì)能時代,少談點智造,多談點製造
- 現實麵前,國人沉(chén)默。製造業的騰飛,要從機床
- 一文搞懂(dǒng)數控車床加工刀具補償功能
- 車(chē)床鑽孔攻螺紋加工方法及(jí)工裝設計
- 傳統鑽削與螺旋銑孔加工(gōng)工藝的區別