


引(yǐn)言
現在的機械製造裝備(bèi)的發展主要還(hái)是在機械(xiè)加(jiā)工工藝的方法的改進(jìn),高精度的機械加工方法,高自動化的實現,及其新的科學技術的應(yīng)用。本次設(shè)計內容主要是(shì)對設三麵鑽床夾具的(de)設計,主要是對(duì)定位方案設計,夾(jiá)緊機構(gòu)設計,夾具體的確定,夾具總裝配(pèi)繪製(zhì)等。
在機床上對工件進行切削加工,首先要將工(gōng)件夾緊(jǐn)。
為(wéi)了能加工出合乎精(jīng)度(dù)要求的工件,僅將工件夾緊,以進行切削加工是不夠的,還必須使工(gōng)件在機床上占有正確的位置。使工件(jiàn)占有正確的(de)加工位置,並使工件夾(jiá)緊的過程(chéng),稱為工件的安裝。若被加工工件的批量較小,專用夾具的生產費用分攤到每個工件就很高,在經濟上不合(hé)算。
專用夾具是針對某一種工件的一定工序而專門(mén)設計的。因為不需要(yào)考慮(lǜ)通用性,所以夾具可以設計的結構緊湊,操作方便。還可以采用(yòng)各種(zhǒng)省力機構或(huò)動力裝置。因此用專用夾(jiá)具可以保(bǎo)證較(jiào)高(gāo)的加工精度和生產效率。專用夾具通常(cháng)是根(gēn)據工件的加工要求自行設計和製造的。他的設計與製造的周期較長,製造費用也較高,當(dāng)產品變更時,往(wǎng)往因無法再使用而“報廢”。因(yīn)此這(zhè)類夾具適用(yòng)於產品固定的(de)批量較大的生產中。
夾具設計的基本要求(qiú)
1.能穩定保證工件的加工精度;
2.能提高機械加工的勞動生產率,降低工件的(de)製造成本;
3.結(jié)構(gòu)簡單,製造方便,安(ān)全和省力(lì);
4.便於排屑;
5.有(yǒu)良好的結構工藝性,便於夾具的製造、裝配、檢驗、調整和維(wéi)修。
設計時應在保證加工精度的前提下,綜合考慮生產率、經濟性和勞動條件(jiàn)等項因素。當生產批量較大時,可采用較先進的結構和動力傳(chuán)動裝置,以提高(gāo)生產率。當生(shēng)產批
量較小時,則不能使夾具的成本(běn)太高(gāo)。
決定設計專用三麵鑽床夾具。本夾具用於專用三鑽床,加工時主要考(kǎo)慮的是(shì)如何提高勞動生產率,降(jiàng)低勞(láo)動強度(dù),而精度不是主要問題。
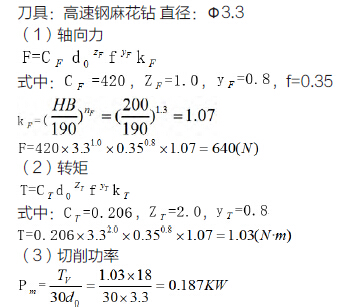
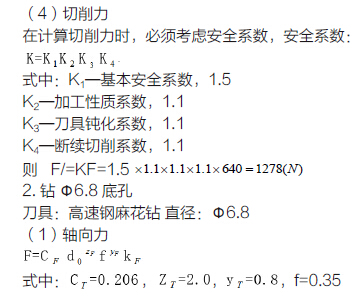
問題提出
本設計夾具主要用來鑽Φ3.3 和Φ6.8 孔,由於工藝要求不高,因此,在本道工序(xù)加工時,主要應考慮如何提高勞動生(shēng)產(chǎn)率,降低勞(láo)動強度。
夾具設計(jì)
1. 初選定位方(fāng)案(àn)
在加工Φ3.3 和Φ6.8 孔時(shí),工件一側麵采用四個支撐塊定位(wèi)(兩個圓形,兩個矩形),在其中一個Φ50孔內用(yòng)一圓柱銷,在另一個Φ50 孔內用削邊銷,經過分析,此種定位方案下,工(gōng)件被完全定位。在設計夾具裝置時,因為考慮到工件需要經常裝卸,而且工件材料為HT200,硬度為HBS190,銷釘可能會因為磨(mó)損而影響定位精度,故將兩銷釘設計為可換定位銷。
2. 定位方案改進
夾具設計要求除能完(wán)成既定的定位夾緊任務以外還要考慮到操作者的操作方(fāng)便否,因此夾(jiá)具也要求人性化設計。第一,該到工序需要三麵(miàn)同時鑽,而且使用(yòng)的(de)是剛性機床,沒有鑽模板,而為了防止使用過長的鑽頭,因此夾具體厚度不應過大;第二,由於采用專用三麵鑽機床,考慮到為了不增加機床設計的複雜度,因而采用工件豎直裝夾的方式,從而使機床從(cóng)兩側以及上(shàng)方加工工件,從而降低了專用機床的設計複雜程度(dù)。
確定加緊(jǐn)方案
工件定位後必(bì)須采用一定裝置將工件夾緊在定位元件上,從而使(shǐ)工件在加(jiā)工過程中不會由於切削力,工件重力,離心力(lì)或慣性力而發生位(wèi)置變化或產生(shēng)振動,以保證加工(gōng)
精度避免機床刀具(jù)的損壞或發生人身安全事故。為了提高生產(chǎn)效率,減少加緊工件時所耗費的輔(fǔ)助(zhù)時間,同時為了防止(zhǐ)能提供足夠的(de)加緊(jǐn)力,防止工件在(zài)加工過程中位置發生變化(huà)而影(yǐng)響加工質量(liàng),根據工(gōng)件自身的特點(diǎn)分析後,決定采用自動加(jiā)緊裝置,通過液壓設備實現。
切削力及夾緊(jǐn)力計(jì)算
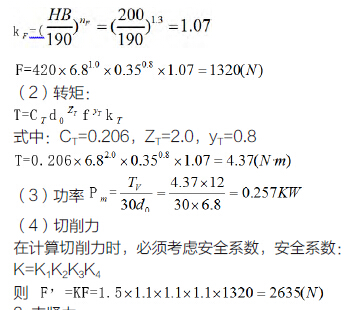
3. 夾緊力
由於,鑽(zuàn)Φ3.3 孔(kǒng)在與夾緊(jǐn)力方向(xiàng)相垂直的方向上,故不考慮它對工件移動的影響,隻考慮(lǜ)鑽Φ6.8 孔時候扭矩造成的影響。液壓缸直徑選用D=48mm,,夾緊拉杆D=24mm,
液壓油壓力為P=5MPa。
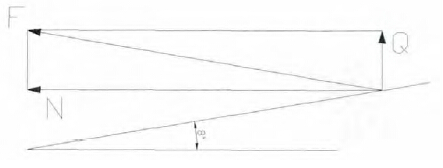
圖1 力分析
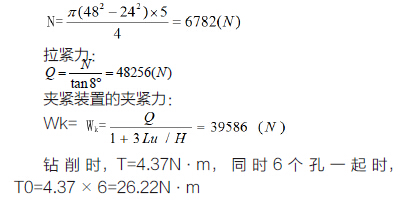
切(qiē)削方向(xiàng)上,兩個方向的切削力相互抵消。鋼與鑄鐵間的摩擦(cā)係數為(wéi)0.3, 因此摩擦矩Tm=1357.86>>T0,因此在鑽削加工時,工件不(bú)會轉動,故本夾具(jù)可(kě)安全工作。
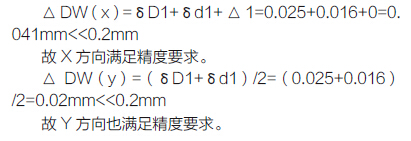
定位誤差的分析
定(dìng)位元件尺寸及公差的確(què)定,本夾具的主要定位元件為定位銷,而該定位元件的尺寸公差為h6,而孔徑尺寸為H7。
結束語
本機床所(suǒ)用夾具的適用性(xìng)強,工件采用液壓定位夾緊,快速方便。定位采用一麵兩銷的定(dìng)位方式,夾(jiá)緊采用液(yè)壓加緊,采用這種方式完全能夠滿(mǎn)足精度要求。而(ér)且簡易方便,製造成本(běn)低,通用性好。刀具方麵,我們選(xuǎn)取麻(má)花鑽(zuàn),是因(yīn)為所加(jiā)工孔的(de)尺寸精度不(bú)高,表(biǎo)麵粗糙度要求也不高。采購比較方便,價格比深(shēn)孔鑽頭也便宜。通過本設計的認識,筆者對機械行業在加工質量和生產效率的要求的掌(zhǎng)握大幅度提高,而(ér)且加(jiā)工精度也要同時能夠滿足設計要求,在直接經(jīng)濟效益方麵,以節省大量加工工(gōng)時為優。
如果您(nín)有機(jī)床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作(zuò),歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車(chē)產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年(nián)10月 分地區金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量數(shù)據
- 2028年(nián)8月 基(jī)本型(xíng)乘(chéng)用車(轎車)產量數據(jù)