
一(yī)、前言
由於輕工業的蓬勃發(fā)展, 小型通風機的利用率正逐年提高, 加之空調業的悄然興起,小型多葉通風機葉輪的加工正被人們所注重, 因此現將曾經在大連風機廠工作時設(shè)計的小型多葉通風機葉輪加工模推薦給讀者。
該廠最初對小型多(duō)葉通風機的製造, 是在葉(yè)輪拉伸好的圓筒上衝出葉片形狀, 再用螺絲刀一個一(yī)個地將葉片(piàn)掰出(chū)近似圖紙要求(qiú)的(de)葉(yè)片形狀。盡管(guǎn)這種方法改善了風機性能,但操作繁(fán)瑣, 而且靠手工來保證葉片形狀, 很(hěn)不理(lǐ)想。後來采用棘輪分度, 但由(yóu)於棘輪的加工比(bǐ)較複雜, 實踐中發現定位並不精確, 而且葉片成型部分, 並沒有解決, 因(yīn)而(ér)將其淘汰。經過(guò)反複推(tuī)敲, 嚴格計算, 將棘輪分度改為定位銷分度盤分度, 葉片的成型是靠凸模完成的, 這就是所要介紹的“小型多葉通風(fēng)機葉輪加工模”。
二、工作原理
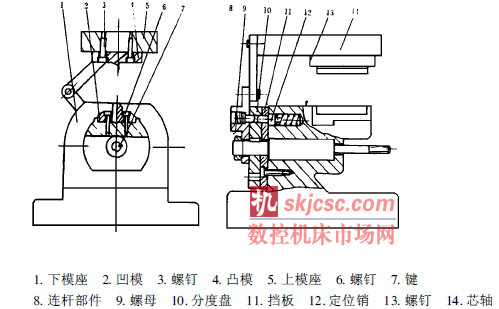
該(gāi)模具是將剪切、壓彎一步完成(chéng)的, 它(tā)的外形(xíng)及(jí)構造如附圖(tú)所示。它主要是由(yóu)三大部分組成: 上(shàng)模、下模及連杆。上模固定在衝床的滑塊上(shàng), 下模固定在工作台上, 其間靠連杆聯接。上模向下運動進行第一(yī)葉片的(de)衝裁, 而後繼續下行直(zhí)至葉片順上模弧型成型後, 也就是(shì)限(xiàn)位板觸(chù)到下模座不可再下行時, 同時也是滑塊行程到了終點, 滑塊開始上行, 上模回升連杆隨之伸展, 連杆上的銷鍵帶動分度盤使其轉過一個角度, 即一個葉片的角度(dù), 這時恰(qià)好(hǎo)滑塊又回到始點。滑塊又開始下行, 在彈簧的作用下銷鍵(jiàn)退縮, 連杆複位。為防止連杆在回位過程中牽動分度盤, 在下模座上(shàng)設置一個定位銷, 以(yǐ)避(bì)免分度盤左(zuǒ)右晃動影響分度的精度(dù)。到此一個葉片加工完畢, 如此反複衝裁第二個葉片乃至最(zuì)後一個葉片加工完畢,停機後抽出(chū)芯軸9後(hòu)卸料。這(zhè)裏需要說(shuō)明的是芯(xīn)軸為一個部件, 為使(shǐ)圖麵清晰, 未將其剖視。
三、設計與使(shǐ)用要點
1. 連杆的長度、銷鍵與轉動軸心及滑塊的(de)工作行程間的關係(xì), 均(jun1)要經過嚴格的(de)尺寸計算, 盡(jìn)管連(lián)杆(gǎn)是鉸接的, 但計算不準確將會直接影響葉片(piàn)的均勻(yún)。
2. 從強度方麵考慮, 凹模(mó)邊(biān)緣要(yào)大於規(guī)定的最小凹模邊緣尺寸。
3. 葉輪毛坯裝上軸盤後再進行衝裁, 軸(zhóu)盤與葉輪的同軸度(dù)不應(yīng)大於Á 0. 1。
4. 若連(lián)杆設計得(dé)當, 可不設限位板(bǎn)。
5. 卸工件時不(bú)可用力過猛, 以(yǐ)免使葉片變(biàn)形。
如果您(nín)有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com








