
CAXA 製(zhì)造工程師中機床後置與(yǔ)後置設置提供了非(fēi)常方便的後置配置文件設置工具, 通(tōng)過軟件(jiàn)圖形界(jiè)麵(miàn)用戶可以用交(jiāo)互的方式來設置和修改NC 程序的格式(shì)和內容,以及程序頭、程序尾(wěi)、換刀等(děng)每個事件的處理方式來滿足用戶的實(shí)際使用(yòng)要求。
CAXA 製造(zào)工程師的後置處理程序有後置處理和(hé)後置(zhì)處理(lǐ)2 兩種,其中,後置處理(lǐ)用於機床後(hòu)置設置與基(jī)本三軸加工代(dài)碼(mǎ)的生成及校驗; 後置處理2用於宏程序生成與多(duō)軸加工的後置配置文件設(shè)置、程序處理及程序校驗。CAXA 製造工程師提供了多種數控係統的(de)後置配置文件,可根據加工需要選擇、設置。本文根據2010 年第四屆(jiè)全國數控大賽選用的雙擺台式A-C 軸聯動五軸加工(gōng)中心, 以廣州數控GSK25i 為例,介紹了CAXA 製造工程(chéng)師後置處理2中後置配置文(wén)件的設置方法與技巧。
一、後置配置文件建立
1. 選擇【加工】【後置處理2】【後(hòu)置設置】,為方便設置、修改,可選用CAXA 製造工程(chéng)師提供的(de)五軸後置配置文件GSK-5X-TB/TC(見圖1)作參考。
2. 選擇(zé)【另存為(wéi)】命令,輸入後置(zhì)配置文件名稱:由於本文介紹五軸雙擺台式A-C 軸聯動機床,故取名為5X -TA/TC, 存至軟件安裝目錄X:\CAXA\CAXAME\post 下。
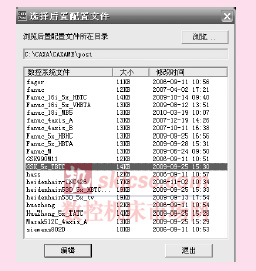
圖(tú)1
二(èr)、後置配置文件基本(běn)設置
選擇【加工】→【後置處(chù)理2】→【後置設置】→【5XTA/TC】,選擇【編輯】,進入後置配置文件設置界(jiè)麵。
1. 【地址】設置選擇【地址】,進入【地址(zhǐ)】選項卡界麵(見圖2)。
根據機床結構類(lèi)型,設置指令地址(zhǐ)A、C 的“係數公式”為*(-1)。
2. 【程序】設置選(xuǎn)擇【程序】,進入【程序】選項卡界麵(見圖3)。可(kě)在編(biān)輯區(qū)域用戶可以單擊鼠標右鍵,調用(yòng)宏(hóng)指令瀏覽器(見如圖4),查(chá)看宏指令及其意義。

圖2
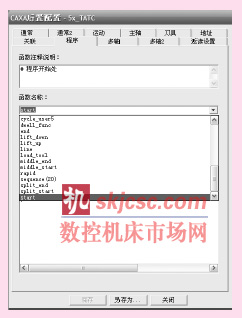
圖3
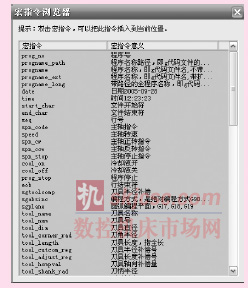
圖4
(1)程序頭設置選(xuǎn)擇函數“start”,設置如下:
{ $start_char,@
"(",$progname,",",$date,",",$time,")",$eob,@
$seq,"G49 G40 G17 G90 G54",$eob,@
$seq,"G90 G54 G0 X0 Y0 A0 C0",$eob,@
if( pathtype < 4)
{ $seq,"G05 P1",$eob,@ } }
(2)刀具加載設置選擇函數“load_tool”,設置如(rú)下:
{ if(first_load_tool==0 )
{ $seq,$spn_stop,$eob,@ }
first_load_tool = 0
"(",$process_name,")",$eob,@
" (toolname: , $tool_name,"rad = ", $tool_rad,"
corner_rad=",$tool_corner_rad,")",@
" (T",TT ($tool_num),"D",TT ($tool_cutcom_reg),"
len=",$tool_cut_length,")",@
$seq,$tool_num,"M6",$eob,@
if( pathtype > 3)
{ $seq,"G43.4 ", $tool_adjust_reg, $clear_h,
$cool_on,$eob,@ }
if( pathtype < 4)
{ $seq,"G43 ", $tool_adjust_reg, $startz, $cool_on,
$eob,@ } }
(3)中間程序開始處設置選擇函數(shù)“middle_start”,設置如下:
{ $seq,$speed,$spn_cw,$eob,@ }
(4)中間程序結束處(chù)設置選擇函數“middle_end”,設置如下:
{ if( pathtype > 3)
{ $seq,$sgcode,$clear_h,$eob,@ }
if( pathtype < 4)
{ $seq,$sgcode,$startz,$eob,@ } }
(5)程(chéng)序尾設置選擇函數(shù)“end”,設(shè)置如下:
{ if( pathtype < 4)
{ $seq,"G05 P0",$eob,@ }
$seq,"G91 G28 G49 G0 Z0",$eob,@
$seq,"G90 G0 A0.0 C0.0 ", $eob,@
$seq,$prog_stop,$eob,@
$end_char,@ }
(6) 傾斜麵加工(gōng)開始處設置選擇函數
“tilt_plane_start”,設置如下:
{ $seq,$speed,$spn_cw,$eob,@
$seq,"G68.2",X ($origin_wx),Y ($origin_wy),Z
($origin_wz),I($origin_euler_alpha),J($origin_euler_beta),
K($origin_euler_gamma),$eob,@
$seq,"G53.1",$eob,@ }
(7) 傾斜麵加工結束處設置選擇函數
“tilt_plane_end”,設置(zhì)如下:
圖4 { $seq,"G69",$eob,@
call middle_end, }
(8)快速移(yí)動輸出格(gé)式設置選擇(zé)函數“rapid”,
設(shè)置如(rú)下:
{ if(pathtype>3)
{$seq,$sgabsinc,$sgcode,$wx,$wy,$wz,$vx,$vy,$vz,
$g00feed,$eob,@}
if(pathtype<4)
{$seq,$sgabsinc,$sgcode,$cx,$cy,$cz,$g00feed,$eob,@}}
(9)直(zhí)線輸出格式(shì)設置選擇函數“line”,設(shè)置如下(xià):
{ if( pathtype > 3)
{ $seq,$sgabsinc,$sgcode,$sgtoolcomp,$wx,$wy,
$wz,$vx,$vy,$vz,$feed,$eob,@ }
if( pathtype < 4)
{ $seq, $sgabsinc, $sgcode, $sgtoolcomp, $cx, $cy,
$cz,$feed,$eob,@ } }
設置函數“lift_down”:
{ $seq, $sgabsinc,$sgcode,$wx,$wy,$safe_h, $vx,
$vy,$vz,$g00feed,$eob,@
$seq,$sgabsinc,$sgcode,$wx,$wy,$wz,$vx,$vy,$vz,
$feed,$eob,@ }
設置函數“lift_up”:
{$seq,$sgabsinc,$sgcode,$wx,$wy,$wz,$feed,$eob,@
$seq, $sgabsinc, $sgcode, $wx, $wy, $safe_h,
$g00feed,$eob,@
$seq,$sgabsinc,$sgcode,$wx,$wy,$safe_h,$vx,$vy,
$vz,$g00feed,$eob,@ }
(10)鑽孔設置選擇各鑽孔函數,設置鑽孔輸出
平麵為初始平麵G98;為實現剛性攻絲可在“G84”前(qián)加“$seq,"M29",$eob,@”。
設置鑽孔開始函數“cycle_start”:
{ $seq,$speed,$spn_cw,$eob,@
$seq,$clearance,$eob,@ }
3. 【多軸】設置選擇【多軸】,進入【多軸】選項卡界麵,根據機床結構設置如圖5 所(suǒ)示。4)【多軸2】設(shè)置(zhì)選擇【多軸2】,進(jìn)入【多軸2】選(xuǎn)項卡界麵,如圖6 所示。
編程零點到C 軸中心偏置距離:表示以加(jiā)工工件的輸出坐標係為參考坐標係的機床C 軸(zhóu)中心的位置坐標(biāo)。旋轉中心到擺(bǎi)動中心偏置距離(lí): 表示以機床旋轉中心為參考的擺動中心的位置坐標。
傾斜軸矢量對於A-C 軸機床第一(yī)位(wèi)為1 其(qí)餘為0,B-C 軸機床第二位為1 其餘為0。
三、刀具中心點控(kòng)製(zhì)
(RTCP)及後置設置(zhì)RTCP 功能(néng)主要包括:三維刀(dāo)具長度補償、三維刀具半徑補償以及(jí)工(gōng)作台(tái)坐標(biāo)係編程。在使用數控機(jī)床的RTCP 功能編程時, 不需要用軟件後置配置文件進行坐標偏置設置, 隻需根據刀位文件按照機床的編程
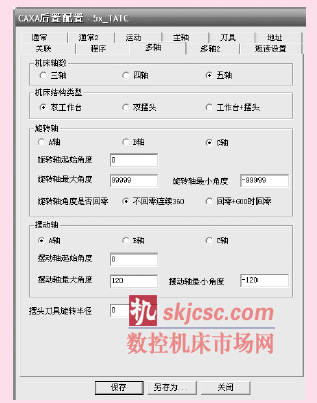
圖5
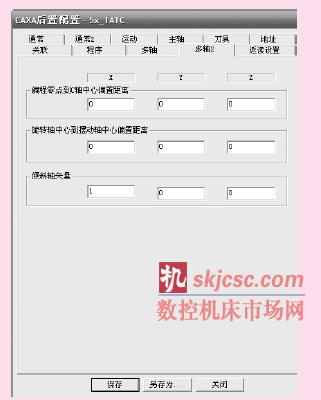
圖6
格式輸出加工程序, 由數控機床(chuáng)自己進行角度的換算和長度(dù)的補償;在非(fēi)RTCP 模式下(xià)進行編程(chéng)時,需要將機(jī)床的轉軸長度和轉軸坐標原點相(xiàng)對工件坐標原點的偏(piān)置用軟件的後置配置文件進行對應的補(bǔ)償。
(一)在RTCP 模(mó)式下的後置設置
在(zài)程序中添加三維刀具長度補償指令(lìng)G43.4H 或(huò)刀具長度補償指(zhǐ)令(lìng)G43、取消刀具長度補(bǔ)償指令G49。
(二)在非(fēi)RTCP 模式下的後置設置(zhì)
正確設置【多軸2】中編程零點到機(jī)床C 軸中心偏置距離(lí)與旋轉中心到擺動中心偏置距離,刪除程序中的三維刀具長度補償指令G43.4H_ 或刀具長度補償指令G43。
四、結束語
CAXA 製(zhì)造工程師後置處(chù)理程序設置(zhì)方便、快捷,能實現五軸(zhóu)聯動、五(wǔ)軸定(dìng)向及傾斜麵的加工。在設(shè)置(zhì)時必須事先了(le)解機床結構類型以(yǐ)及控製係(xì)統功能、特點,才能正確、合理的完(wán)成其後置處理(lǐ)程序。
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱(xiāng):skjcsc@vip.sina.com






")

