
局(jú)部幹涉處理作為複雜曲麵三軸和(hé)五軸數控加工中的關鍵問題之一,長期(qī)以來,得到了廣泛深入的研究。目(mù)前,已(yǐ)經提出了很多(duō)有關的局部幹涉判斷和處理方法。其中最常見的方(fāng)法之一是距離法,即通(tōng)過計算加工表(biǎo)麵與刀具表麵(miàn)的距離,來判斷是否有幹涉發生[1-5],在計算兩者之(zhī)間距離時,提出了通過計算三角片麵與刀具表麵的距離來代替工(gōng)件(jiàn)表麵與(yǔ)刀具表麵之間距離的方法,這種方法需要事先將加工表麵離散成三角片麵。該(gāi)方法不但處理和計算(suàn)較複雜,而且在這些文獻中,大都主要側重(chóng)於(yú)幹涉檢測和處理技術的研究,而對三角片麵的離散,尤其是檢測區域(yù)和檢測點的自動生成(chéng)卻沒有(yǒu)進行深入研究,僅僅給出了檢測區域(yù)和檢測點的一個定性描(miáo)述。Ahmet[5]提出了基於參數區域的檢測區域和檢測點的確定方法,並通過計算切觸點與檢測點(diǎn)連線的最大傾角來判斷是否有幹涉發生(shēng),這種(zhǒng)方法雖然技(jì)術上(shàng)可行,但(dàn)計算量過(guò)大。Jensen and Anderson[6]提出(chū)了通過多項式來判斷刀(dāo)具表麵與(yǔ)加工表麵的下偏差等距麵之間是否相交,假如相交,則說明有(yǒu)幹(gàn)涉(shè)產生。局部幹涉處理的另一(yī)類(lèi)主要方法是微分幾何法,即通過刀(dāo)具和被加(jiā)工零件切觸(chù)點處的曲率分析來對刀具的局部幹涉進行檢查和修正。Stanislav S[7]、Cha-Soo[8]和Rao A[9]等人研究了垂直於刀具進給(gěi)方向(xiàng)的法(fǎ)截麵內刀具同(tóng)加工曲(qǔ)麵的幾何齧合狀態,通過檢測刀具和(hé)切觸點處的曲麵曲率是否匹配來進行局部幹涉的判(pàn)斷,並(bìng)通過調(diào)整刀具尺寸或刀具(jù)姿態來消除幹涉現象;文獻[10][11]提(tí)出了密切曲率法,即根(gēn)據在密切(qiē)麵內刀具與曲麵曲率的吻合狀態來進行局部幹涉的(de)檢測和處(chù)理;Lee[12]和Than Lin[13]等人則在切觸點處平行於刀具(jù)進給方向和垂直於進給方向的兩個法截麵內,分別將刀具的有效切削曲率(lǜ)和曲(qǔ)麵的有效曲率半徑進行比較,從而進行局部幹涉的判斷(duàn)和處理。由於(yú)目前基於微分幾(jǐ)何法的局部幹涉判斷和處理方法大都隻限於在進(jìn)給方向和垂直於進給(gěi)方向的法截麵內進行曲率比較,而沒有考慮到(dào)刀具和曲麵(miàn)在各個(gè)方向上的曲率變化,同時也沒有考慮到切觸點處鄰近區(qū)域的幹涉問題(tí)。因此,基於法截麵的二維分析方法(fǎ)實際上無(wú)法真實描述刀具與被加工曲麵之間的相對運動[14]。
環形刀由於(yú)其具(jù)有良(liáng)好的切削(xuē)性能,且不易磨損(sǔn)等優點,因(yīn)此被(bèi)廣泛應用在複雜曲(qǔ)麵的五軸數控加工中。與平底刀不同,環形刀的切削部位是圓環麵,因此,在切觸點處(chù)的切平麵上,沿著各(gè)個切線方(fāng)向刀具都有可能和被加工曲麵發生過(guò)切。為此,本文提(tí)出了一(yī)種基於全曲率匹配的局部幹涉(shè)檢測方法,該方法(fǎ)將用於切觸點處由(yóu)於刀具曲率和被加工曲麵(miàn)曲率不匹配的而引(yǐn)起的局部幹涉問題。此(cǐ)外除了考察切(qiē)觸點處的過切幹涉外,還(hái)對切觸點鄰近區(qū)域的過切問題(通常也(yě)稱為後跟過切)進行了研究,提出了(le)一種基於方形點陣的檢測區(qū)域及檢測點的自(zì)動生成方法,詳細內容見下文所述。
1 五軸數控加工模型及局部幹涉(shè)
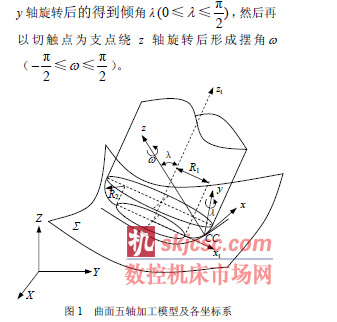
曲麵五軸數控加工模型如圖1 所示,為被加工(gōng)曲麵r(u(t), v(t)),X、Y、Z 分別為工件坐(zuò)標係的(de)3 個坐標(biāo)軸,CC 表示(shì)刀具和(hé)工件的切(qiē)觸點。以CC 點為坐標原(yuán)點建立工件局部坐標(x,y,z),其中(zhōng)x 軸方向為CC 點處刀具的進給方向(xiàng),即刀具路徑曲線(xiàn)的切線方向,z 軸方向為CC 點處曲麵的法矢方向,y 軸方向則根據右(yòu)手定則確定(dìng)。在圖1 中,xt 和zt 表示刀具的坐標係,其坐標原點(diǎn)為刀具底麵(miàn)的中(zhōng)心,xt 方向為從刀具的運動方向,zt 方向為刀具的軸線方向,如圖1 中所示。
五坐標加工(gōng)的刀具軌(guǐ)跡是由工件坐標係中的刀位點位置矢量(X, Y, Z)和刀具軸線方向矢(shǐ)量組成,通常刀軸矢量(liàng)是由其與(yǔ)工件局部坐標(biāo)係中坐(zuò)標軸相關的兩個角度來(lái)表示的(de),如圖中所示的傾角λ 和擺角,刀(dāo)具首先以底(dǐ)麵中心點為支點繞。
2 局部幹涉的判(pàn)斷和處理
本文中,局部幹涉的判(pàn)斷和處理主要分兩步(bù)進行,首先(xiān)對切觸點處(chù)的局部幹涉進行判斷和處理,采用全曲率匹配原則確定該(gāi)點處(chù)無幹涉加工時(shí)的初(chū)始傾(qīng)角λ1,然後再考察其鄰近區域內的局部幹涉問題,並(bìng)由此確定(dìng)最終的無局部幹涉的刀具傾角λ2。
2.1 基於全曲(qǔ)率匹配的(切觸點處)幹涉判斷(duàn)和處理
為了實現在切觸點處刀具曲(qǔ)麵與被加工曲麵在各個切向方向上的曲率匹(pǐ)配,首先需要(yào)確定其各自的主曲率,其計算方(fāng)法(fǎ)如下所示。
2.1.1 加(jiā)工曲麵及刀具切削曲麵的主曲率計(jì)算
根據微分幾何知識,對於複雜曲麵上非(fēi)臍點的任意點P 處其主曲率(最大法曲率及最小主曲率)可由(yóu)下列方程得出[15] (EG F2 )k 2 (EN 2FM GL)k(LN M2 ) 0 (1)上式中,E、F、G 分別為曲麵的第1 類基本量,L、M、N 為曲麵的第2 類基本量,其計算公式(shì)如下
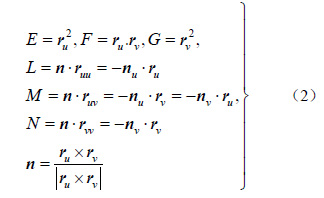
在公式(shì)(2)中,n 為曲麵的單位法矢(shǐ)量(liàng),下角標符號表(biǎo)示曲麵r(u, v)對該(gāi)符號(hào)的偏導數。當給定(dìng)曲麵上一個確定的點時,其對(duì)應的(de)第1 類基本量E、F、G 和第2 類基本量(liàng)L、M、N 便可由上式求出,將其帶入方程(1)中,便可求得該方程兩個不同的實根,其分(fèn)別為該點處的最大法曲率Kmax 和最小法曲率Kmin。
由於環形銑刀是一個典型的(de)回轉曲麵,根據微分幾何理論可(kě)知其最大主方(fāng)向和最小主(zhǔ)方向分別為刀具曲麵經線(子午線)和緯線的切線方向[15],由Meusnier 定理及其主方向便可求出當刀具(jù)傾角為λ 時環形(xíng)銑刀圓環曲麵的(de)最大法曲率和(hé)最小法曲率為
![]()
2.1.2 刀具半徑的選(xuǎn)擇
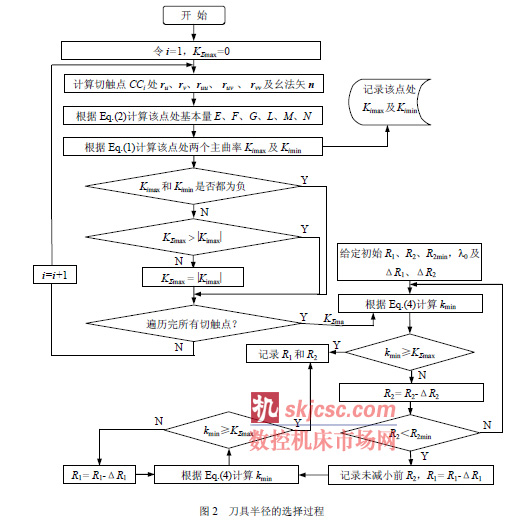
當在切觸點CC 處的任意方向上,刀具曲麵的法曲率小於被加工曲麵的法曲率時,就會產生(shēng)局部(bù)幹涉(過切)現象,因此,為了保證在切觸點處沿任意方向上不發生過切現象,可以通(tōng)過使刀具曲麵的最小法曲率大於或等於切觸(chù)點處被加工曲麵的最大法曲率來避免幹涉的產生。在每一個切觸點處,被加工曲麵的最大法曲率Kmax是確定值,而刀具曲麵的最小法曲率kmin 由公式(3)可知,其不但(dàn)取(qǔ)決於刀具傾角,而(ér)且還與刀具半徑R1 和R2 有關(guān),因此在加工之(zhī)前首先(xiān)應選擇合理(lǐ)的刀具半(bàn)徑。
在選擇(zé)刀具半徑之前,首先要對被加工曲麵的(de)形狀進行判別,即判斷是凸(tū)麵還是凹麵。曲麵的凸凹可根據該點處(chù)的兩個主曲率Kmax 和Kmin符號來進行(háng)判斷,這裏規定曲麵法矢向量(liàng)n 的正方(fāng)向為Z 軸的正方向,則當Kmax<0 且Kmin<0時,說明是凸橢圓點,在本文中規定,當兩個主曲率的符號都為負值時,認為曲(qǔ)麵為凸麵(miàn),其(qí)餘都統稱為凹麵(miàn)。當加工曲(qǔ)麵為凸麵時,不存在局部幹涉問題,而當曲麵(miàn)為凹麵時(shí),則有可能發生局部幹涉(shè),因此,刀具半徑的(de)選擇主要根據被加工曲麵凹(āo)麵最小(xiǎo)法曲率半徑來確定,即在被加工曲麵凹麵上對應最大法曲率的切觸點處,使得刀具最小法(fǎ)曲(qǔ)率大於等於凹麵的最大法曲率。由公(gōng)式(3)可知,隨著刀具傾角的增大,刀具最小法曲(qǔ)率也跟著(zhe)增大,但在實際加工中,盡可能取較小的刀具傾角,因為其值越小(xiǎo),加工帶越寬,加工效率越高[16]。但是,若傾角取得過小,由公式(3)可知刀具最小法曲率也變得很小,這樣在切觸點處很容易發生過切,因此,應當根據(jù)表麵形狀選擇一個合適的傾角來選擇刀具。假設選擇傾(qīng)角為0,則刀具的半徑值R1 和R2 可由下列公式得出
![]()
上式中 Kmax 為加工曲麵凹麵上最大的法曲率。由於方程(4)中有兩個未(wèi)知數R1 和R2,為了求解R1 和R2 的值,本文采用迭代的(de)方法來尋求適合解,刀具半徑的選擇過程見圖2 所示。由於刀具半徑是由被加工曲麵凹麵的最大法曲率決定的,因此在凹麵上其它切觸點處,如果該點處最大法(fǎ)曲率小(xiǎo)於凹麵的最大法曲率時,由公式(3)可知,其對應(yīng)的傾角< 0 ,即在這些切觸點處,隻需要較小的刀具(jù)傾角(jiǎo)就可(kě)實現無(wú)局部幹涉的加工(gōng)。
2.1.3 切觸點處幹涉的判斷與處理
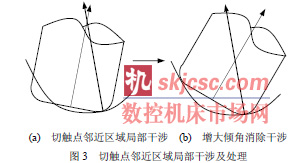
傾角λ 直接關係到零件(jiàn)的加工效率,而擺角ω 主要是影響切削帶寬的對稱性,對加工效率影響較小,且當 =0o,可得到最大的切削帶寬,因此在實際加工中,一般取 = 0o[7,13,17-19],本(běn)文中亦(yì)設 = 0o。在加工之前首先(xiān)設置初始傾角λ=5o,如(rú)果被加(jiā)工曲麵是凸麵,則不存在幹涉問題,可取λ=5o 進行加工,以獲得盡可能高的加(jiā)工效(xiào)率。當(dāng)被加(jiā)工曲麵為凹麵時,則(zé)需要對幹涉進行判斷和處理。在切觸點處,首先根據給定的初始傾角計算刀具(jù)的最小法曲率,並判斷其(qí)是否大於等於該點處曲麵的最大法曲率,如果是(shì),則以初(chū)始傾角進行加工,否則增大傾(qīng)角,直到其等於或大於加工曲麵最大法曲(qǔ)率為止。當確定出(chū)滿足(zú)切觸(chù)點(diǎn)處不幹涉的初始傾角1後,還需要對切(qiē)觸點鄰近區域(yù)的局部幹涉進行判斷和處理。若該區域無幹涉產(chǎn)生,則以初(chū)始傾角1 進行加工,否則通過增大傾角值來消除鄰近區域的局部幹涉,如圖3 所示(shì)。
2.2 切觸點鄰近區域的局部幹涉判斷和處理
2.2.1 檢測區域及初始檢測(cè)點的確定
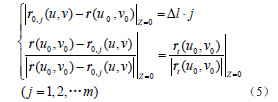
在對(duì)切觸點鄰近區域進行幹涉檢查之前,首(shǒu)先應建立檢測區域及確定檢測點。為了保證刀具底(dǐ)端在加工曲麵上投影區域內的點(diǎn)都位於檢測區域內,本文提(tí)出了一種基於正方形網格劃分的方形點陣檢測區域和檢測點的確立方法。首先根據刀具半徑R1 和R2 確定出正方形(xíng)邊長為2(R1+R2),然後在(zài)刀具切觸點CC 處,即(jí)圖4 中P0, 0點,從(cóng)該點出發沿著刀具進給方向的反方向依次(cì)計算出點P0, j( j=1,2,…,m),即圖4 中帶叉形符號的點(diǎn)。假設正方形劃分間隔(gé)為Δl,則m =2(R1+R2)/Δl。當所有的P0, j 點確定之後,再分別以(yǐ)P0,j點(diǎn)為基點,沿垂直於刀具進給方向,即圖4 中的列向方向,分別確定出P0, j 點所在列上其它所有點Pi, j (i=±1, ±2, …, ±n)的(de)坐標(biāo)值,這裏n=(R1+R2)/Δl。Δl 取值越小,則檢測精度越高。假設切觸點P0, 0 處對應的徑矢為(wéi)r (u0, v0),點P0, j ( j=1,2,…,m)處的徑矢為(wéi)r0, j (u, v),則其可由下列式子(zǐ)得出
上式(shì)中, 0 0 ( , ) t r u v 表示刀具在切觸點CC 處沿刀具路徑的進(jìn)給方向矢量(liàng),該方向可用刀具路徑曲線(xiàn)的切線方向來表示。當點P0, j 確定後,即可求得沿垂直於刀具進給方向上點P0, j 所在列的其它點(diǎn)Pi, j 的坐標值。為了提高計算效率,在這裏對於P0, 0 點和P0, m 點所在列的其它點省去計算,即不計算圖4 中最左及最右(yòu)列上的空心白點。假設其它任意列上點(diǎn)的(de)徑矢表示為, ( , ) i j r u v ,則其
上式中, 0 0 ( , ) t r u v 表示(shì)刀具在切(qiē)觸點CC 處沿刀具路徑(jìng)的進給方向矢量(liàng),該方向可用(yòng)刀具路徑曲線的切線方向來表示。當(dāng)點P0, j 確定後,即可求得沿垂直於刀具進給方向上點P0, j 所在列的其它點Pi, j 的坐標值。為了提高(gāo)計算效率,在這裏對於P0, 0 點和P0, m 點所在列的其它點省去計算,即不計算圖4 中最左及最右列上的空心(xīn)白點(diǎn)。假設其它(tā)任意(yì)列上點的徑矢表示為, ( , ) i j r u v ,則其(qí)可由下式求得
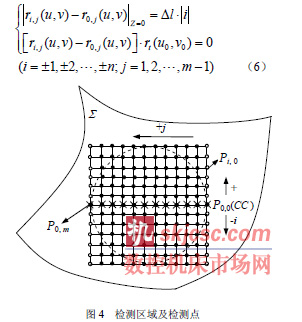
通過公式(5)和(6)計算出的點集即為圖4 中方形網格中的實心黑(hēi)點,在本文中,這(zhè)些網格黑點即作為初始的候選檢測點。刀具在有傾角的情況下實際投(tóu)影為一個橢圓,橢圓的長徑(jìng)為刀具半徑(R1+R2),而在本文(wén)中是以(yǐ)長徑為半徑確立(lì)了一個圓形投影區域(yù),如圖4 種所示虛(xū)線圓,這樣就能充分保證(zhèng)實際橢圓形投影區(qū)域內(nèi)的點都落在了圓形投影區(qū)域內。從(cóng)圖4 中可以看出,大部分網格黑點落在圓形區域內,少數落在圓形區域外,由於我們隻對落於圓(yuán)形區(qū)域內的點進行幹涉檢驗,因此在進行(háng)幹涉檢查之前,還需(xū)要從初始檢測點中選出有效(xiào)檢測點(diǎn)。
2.2.2 有效檢測(cè)點的篩選
當確定出初始(shǐ)檢測點之後,接著需要進行有(yǒu)效檢測(cè)點的選擇,即隻對落於刀具投(tóu)影區(qū)內的黑點進行幹(gàn)涉檢查。為了判斷初始檢測點是否落於刀具投影區域內,首(shǒu)先將方形檢測區域內的初始檢測點轉換(huàn)為刀具坐標係中的點,然(rán)後再對其進行(háng)有效點的判斷(duàn)。由曲麵坐標係向刀具坐標係轉換的矩陣公式如下M M M M M (7)上式中, TM M 表示從工件坐標係到刀具坐標係的轉換矩陣, TL M 和LM M 則分(fèn)別表示從切觸點處的局部坐標係到刀具坐標係以及工件坐標係到局部(bù)坐(zuò)標係的轉換矩陣。由圖1 所示的坐標係關係,可以得出其轉換(huàn)矩陣為
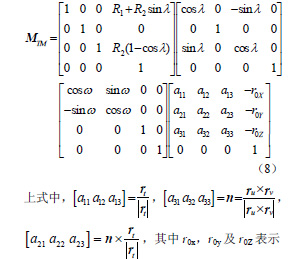
切觸點CC 處(chù)徑矢r0(u0,v0)分別在工件坐標係(X, Y,Z )上的坐標分量值。假設被加工曲麵上任(rèn)一(yī)點其徑矢為r,則在工件(jiàn)坐標係中該點的3 個坐標分量可表示為:rX,rY 和rZ,將其轉化為刀具坐標係中點的坐標值可由下式得(dé)出

當(dāng)將檢測區域內的初始檢測點轉變為刀具坐標係中(zhōng)的點後,首先要判斷該(gāi)點是否落在刀具(jù)的投影區域內(nèi)。假設刀具坐標係中點的坐標值為 (xt,yt,zt),則當點的坐標值滿足下列式子時,說明該點位於刀具投影區域內(nèi)
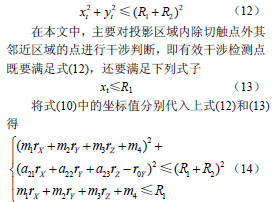
公式(14)即為判斷初始檢測點是否為有效(xiào)檢測點的檢驗公(gōng)式。為了提高檢(jiǎn)測效(xiào)率,本文隻對(duì)滿(mǎn)足式(14)的(de)有效檢測點進行幹涉的(de)判斷和處理。
2.2.3 幹涉的檢查及處理
當有效檢測點位於刀具底平麵的下方時,則刀具與加工曲(qǔ)麵不發生幹涉,因此可以通過(guò)檢測有效點是否位於刀具底平麵下方來判(pàn)斷是否有幹涉發(fā)生,其判斷公(gōng)式如式(15)所示。若 0 t z ,說明檢測點位於刀具底平麵上方,即刀具與被加工(gōng)曲麵之間有幹涉產生。
![]()
局部區域的幹涉判斷和處理過程如下:
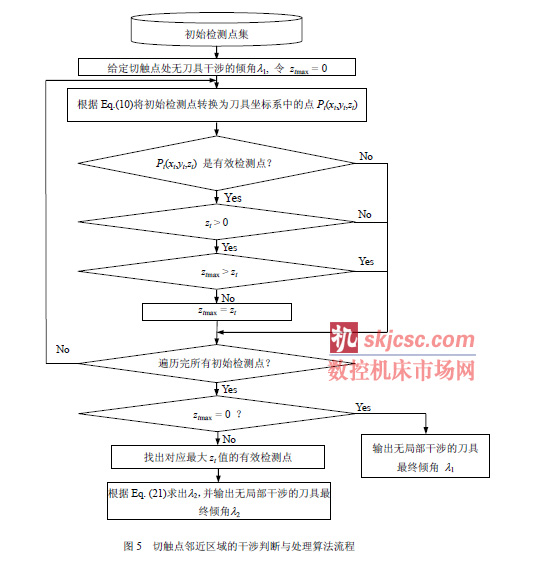
1) 首先依次對所有有效檢(jiǎn)測點(diǎn)的zt 值進(jìn)行判斷,若都滿足式(15),則說明沒有局部幹涉產(chǎn)生,這時就以(yǐ)切觸(chù)點(diǎn)處產生的初始傾角1 進行加工;
2) 若存在某些點,其zt的值為
由以上分析可知,當在切(qiē)觸點處的鄰近(jìn)區域(yù)發生幹涉時,可(kě)將初始的傾角1 增(zēng)大為2。而由公式(3)可知,當刀具半徑R1 和R2 為一(yī)定值時,刀具曲麵的最小法曲率(lǜ)隨著傾角 的增(zēng)大而增(zēng)大,因此當刀具(jù)傾角(jiǎo)增大為(wéi)2 時,在切觸點處刀(dāo)具與加工曲麵依(yī)然不(bú)會發生幹(gàn)涉。切觸點鄰近(jìn)區域幹涉判斷與處理的算法(fǎ)流(liú)程圖見圖5 所示。
3 實例計算及分析(xī)
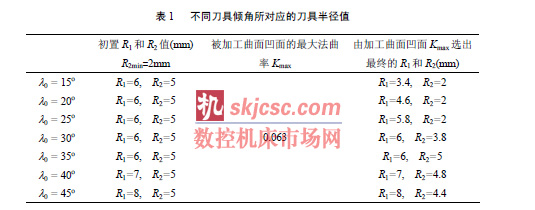
本文以VC++及OpenGL 為開發工具,針對NURBS(Non-uniform Rational B-spline,非均勻的有理B 樣條)曲麵的數控加工,采用基於等參數法的刀具軌跡生成方法對上述幹涉算法進行了驗證,其刀具(jù)軌跡如(rú)圖6 所(suǒ)示。為(wéi)了提高計算效率,利用(yòng)NURBS 曲麵的二次泰勒展開式(shì)來(lái)計算曲麵的第1 類基本量E、F、G 和第2 類基本(běn)量L、M、N。以一個給定的加工誤差δ=0.01mm,對加工軌(guǐ)跡曲線(xiàn)進行點的離散,通過計算各(gè)離散點處的最大法曲率,確定出加工曲麵凹麵上的最大(dà)法曲率Kmax=0.063,根據該最(zuì)大法曲率初步選定刀具(jù)半徑值R1=6mm,R2=5mm,然後給定一個刀具傾(qīng)角λ0=30o、R2min=2mm,以及刀具半徑的變(biàn)化量ΔR1=0.2mm 和(hé)ΔR2=0.2mm,通過(guò)迭代(dài)求解,得出環形(xíng)銑(xǐ)刀最終的R1=6mm,R2=3.8mm。為(wéi)了驗證以(yǐ)λ0=30o 作為(wéi)刀具半徑選取(qǔ)依據是否合理,本文還分別(bié)對不同的λ0 值,計算出其對應的刀具半徑值,其計算結果如表1 所示。從(cóng)該表中可以明顯(xiǎn)看到,隨著λ0 值的增大,刀(dāo)具的半徑值也隨著增大(dà),雖然大的刀具半徑能夠提高切削(xuē)效率(lǜ),但是(shì)考慮到切觸點鄰近區域的(de)幹涉,最終的刀具傾角值可能會更大,這樣不但會造成傾角(jiǎo)超出機床允許(xǔ)的角度範圍,而且還有可能使得刀具與加工曲麵(miàn)發生碰撞現象(全局幹涉)。同(tóng)樣,若是值取得過(guò)小,則刀具尺寸也相應減小,過小的刀具尺寸不但影響加工效(xiào)率,而且也(yě)影響刀具(jù)的切削強度,因此,經過以上綜合分析,可以看出本文選取的λ0 值是比較合理(lǐ)的。
4 結 論(lùn)
本文針對光(guāng)滑的具有C2 連續的複雜曲麵環形刀五(wǔ)軸數控加中的局部幹(gàn)涉問題,提出了一種基於(yú)曲率(lǜ)匹(pǐ)配及網格點的(de)幹涉檢測方法。采用曲(qǔ)率匹(pǐ)配法能充分保證在切(qiē)觸點(diǎn)處沿各個方(fāng)向上刀(dāo)具曲麵和被加工(gōng)曲麵不會發生過切現象,而采用網格點(diǎn)能夠快速(sù)建(jiàn)立(lì)檢測區域和檢測點,因(yīn)此,與(yǔ)傳統幹涉處(chù)理算法相比,本(běn)文的局部(bù)幹(gàn)涉處理算法具有更(gèng)高的效率和可靠性。由於五軸加工相比於三軸加工具有(yǒu)更多地優(yōu)越性,因此,在複雜曲麵加工領域(yù)五軸加工占有越來越重要的地位。本文針對五軸加工中有關刀具幹涉問題的研究,將為實現我國未來(lái)高精度(dù)、高(gāo)速度的數字化(huà)製造奠定了基礎,因此,具有很重要的現實和應用意義。
如果您有機(jī)床行業、企業相關新聞稿件發(fā)表(biǎo),或進行資訊合作,歡迎聯(lián)係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com








