
GB 標準中規定不鏽鋼依其表麵加工(gōng)等級之不同可區分為No.1、2D、2B、BA、3 號、4 號、6 號、7 號、8 號(hào)、TR、HL 表麵,我(wǒ)國不鏽鋼的生產以No.1、2D、2B 最為普遍。2005 年前,太(tài)鋼一直以生產No.1、2B表麵(miàn)為主,近三年,太鋼加大了對2D 表麵材料的開(kāi)發和研究,並在集裝箱製(zhì)造業行業取得成功(gōng)應用(yòng)。
1 不鏽鋼表麵分類及(jí)工藝特點(見表1)
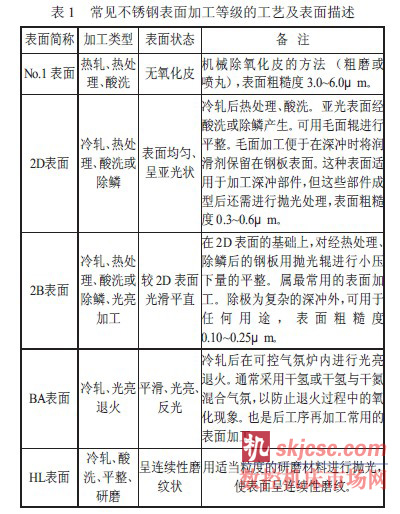
2 2D 表(biǎo)麵不鏽鋼工藝(yì)及特性(xìng)
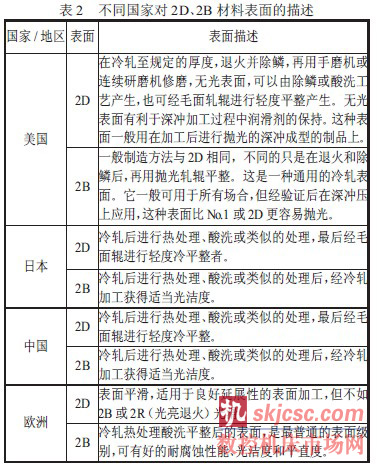
2D 是一種表麵(miàn)加(jiā)工等級,是(shì)冷軋後進行熱處(chù)理、酸洗或類似(sì)處理加工,可以由除鱗或酸(suān)洗工藝產生(shēng),也可經毛麵(miàn)軋輥進行輕度(dù)冷平整產生。2D 表麵呈現銀白色(sè)光澤,亞光、防眩,材質柔軟,材料具有(yǒu)塗漆的良好附著性(xìng)和良好的表麵外觀的底層。它不同於2B 表麵之處(chù)在於表麵的粗(cū)糙程度,2B 表麵雖然生產工藝與2D 表麵類似(sì),但最後一道采用拋光輥進行輕度平整,2B 表麵可(kě)以用(yòng)於很多場合(hé),但在塗層時不及2D 表麵。表2 為不同國家對2D、2B 材料(liào)表麵的描述。
3 2D 表麵工(gōng)藝(yì)研(yán)究及效果
結合太鋼設備的(de)實際情況,開發了成品采用毛麵輥輕度冷平整和成品不平整,酸洗後直接進行拉矯兩種工藝,表(biǎo)麵粗糙度均達到用(yòng)戶要求。
3.1 原料酸洗工藝研究
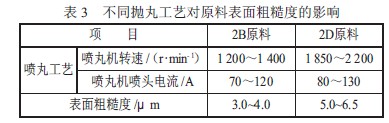
在冷軋變形率一定的情況下,使(shǐ)原料表麵具有足(zú)夠(gòu)的粗糙度,與2B 原(yuán)料相比,酸洗采取噴丸機(jī)使用高速檔,表麵粗糙度控製到5.0~6.5μm。表3 為不同拋丸工藝對原料表麵粗糙度的影響。
3.2 軋輥表麵粗糙度研究
通常冷軋2B 板的(de)工作軋輥使用粒度為150 號的砂輪研磨,要想獲得比2B 板表麵更(gèng)粗糙的粗糙麵,可采取加大軋製工作輥的輥身粗糙度(dù)實現(xiàn),表4為五種砂輪研磨輥麵(miàn)粗糙度效果(guǒ)。

可以看(kàn)出,粒度(dù)為60 號的砂輪(lún)磨(mó)削(xuē)後(hòu)粗(cū)糙度(dù)相對較高,磨後表麵也可以得到(dào)保障,所以選用粒度為60 號的砂輪。
3.3 軋製工藝研(yán)究
根據冷軋過程工作輥會隨著軋製道次和變形率的增加,表麵粗糙度變(biàn)小的(de)特點,軋製工藝采取如下措施:工作輥使(shǐ)用粗麵輥;成品(pǐn)道次必須更換工作(zuò)輥,保證輥麵粗糙(cāo)度;軋製規程(chéng)優化,其成品道次變形率≤7.5%;成品道次軋製速度≥300 m/min。
3.4 平整工藝研究
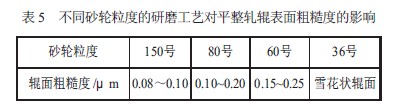
平整(zhěng)輥(gǔn)的粗糙度選擇同冷軋工作(zuò)輥相同,為避免平整增加鋼(gāng)的表(biǎo)麵光亮(liàng)度(dù),使用具有足夠(gòu)粗糙(cāo)麵的平(píng)整輥,通常2B 板平整使用粒度為150 號(hào)的砂輪研磨,表5 為四種砂輪研磨輥麵粗糙(cāo)度效果。
可以看出,砂輪粒度達到60 號(hào)以後(hòu),輥麵相對粗糙度、輥麵質量均(jun1)為最佳。對此(cǐ)提出2D 板特殊的平整工(gōng)藝:要(yào)求平整(zhěng)采用專用毛麵輥;平整2D 表(biǎo)麵
不(bú)鏽鋼鋼卷(juàn)時,隻能平整一道次(cì),不可多道次平(píng)整;平整一定數量的(de)鋼卷後,平整輥輥麵將變光(guāng)變細,為保證成品表麵的粗糙度,要求及時更(gèng)換新的毛麵(miàn)輥,變光的毛麵輥需重新磨削處理。
3.5 拉矯(jiǎo)工藝研究
平整作用主要(yào)是矯正板形,采用粗糙麵(miàn)平整輥是(shì)以不降低粗糙度(dù)為(wéi)目的,但效(xiào)率不高,換輥頻繁(fán),操作不便,為此開發了不平整直(zhí)接拉矯的工藝,針對鋼卷(juàn)的板形給予一定的(de)拉伸變形來達(dá)到(dào)矯直(zhí)不鏽鋼(gāng)板板形的效果(guǒ),拉矯延伸率控製在0.8%~1.2%,工藝速度要求控製穩定。拉(lā)矯工藝下的2D 成品表麵色澤均勻,表麵粗(cū)糙度在保證(zhèng)了冷(lěng)軋表麵粗糙度的基礎上略有增加。
3.6 效果
通過改進原料酸洗工藝(yì)、選取大粗糙麵的冷軋工作輥、優化軋製工藝並(bìng)配以平整或拉矯措施,此時(shí)的冷軋板表麵粗糙度可達到0.4~0.6μm,達到冷(lěng)藏集裝箱2D 板表麵表麵粗糙度的使用要求,圖1 為太鋼(gāng)開發的2D 表麵不(bú)鏽鋼(gāng)材料製作的冷(lěng)藏集裝箱。

4 結語
通過對2D 表麵的特點和各國不同生產工藝的研究,結合太鋼現有設備,研究了原(yuán)料酸洗、軋輥修(xiū)磨、軋製、平整(zhěng)、拉矯等工藝,自主成功開發了太鋼特色的2D 冷軋板,並在冷藏集裝箱行業被廣泛使用,與國內外同類產品相比,已處於領先地位。
如果您有機床行(háng)業(yè)、企業(yè)相關新(xīn)聞稿件發表,或進行(háng)資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






馬")

