
隨著現在汽車工業的發展,輕型、中型、重型汽車產量飛速攀升,使(shǐ)用(yòng)範圍也在(zài)不斷的擴展,車(chē)型向著多元化進行(háng)發展。汽車的高需求量、車型(xíng)的多元化、車(chē)架裝配的高標準要求,使得傳統的(de)車架成(chéng)型工藝也(yě)向著(zhe)高效、高精度、柔性化(huà)生產的方麵進一步(bù)得到了完善。在車(chē)架成型工藝的調整過程中,大量的(de)新型機床設(shè)備被廣泛的應(yīng)用到工藝流程中。汽車縱梁數控衝孔設備就是在(zài)汽車車架縱梁製孔的工藝中完成製孔作業的設備。自2000年到現(xiàn)在,10年的時間內,汽車縱梁(liáng)數控衝孔設備在國內輕卡、中卡、重卡、客車製造企業內得到廣泛的應用。
一、國內汽車行業對縱梁製孔設備的需(xū)求概(gài)況
2000年開始,國內汽車工業迎來了飛速發展的時期,而如(rú)何提高車架的產能、如何提高車架的加工裝配質量、如何適應客戶的個性化車架需求成為國內汽車工(gōng)業(yè)尤其是輕(qīng)卡、重卡汽(qì)車製造商著力要實現的目標(biāo)。在新的(de)目(mù)標形勢下,傳(chuán)統的縱梁製(zhì)孔工藝(壓力機成型製孔、搖臂鑽床碟鑽靠(kào)模製孔等)帶來了更多的"瓶(píng)頸"問題:
a. 壓力機成型製孔:壓機模具成本太高,模具加工周期長,麵對客戶的個性化、多元化的車架需求,企業(yè)的投入勢必會(huì)增加;
b. 搖臂鑽床(chuáng)碟鑽靠模製孔: 雖然設備投入地,但加工效率低、製孔精度差,需要(yào)製造多種鑽模,生產(chǎn)準備周期長,很難適應多品(pǐn)種(zhǒng)、小批量多批次產品的(de)生(shēng)產節拍;
麵對"瓶(píng)頸"問題,各大汽車製造商開始結合自身實際進行工藝調整。先製孔後成型的縱梁加(jiā)工企業在縱梁(liáng)加工工藝優化調整中,采用平板(bǎn)衝孔線(xiàn),適應其多品種、少(shǎo)批量的車架生產需求,同時發揮平(píng)板衝孔線高效、柔性、高精度的加工(gōng)特點,這樣就可以利用較少的設備更(gèng)新投入,有效的解決碟鑽工藝(yì)帶來的"瓶頸效應",實(shí)現產能目標;先(xiān)成型後製孔的縱梁加工企業則采用U形(xíng)梁衝孔線代替搖臂鑽床完成縱梁製孔作業。U形梁衝(chōng)孔線的使用,提高了生產節(jiē)拍,增加了產能,也有效的解決搖臂鑽(zuàn)床帶來的"瓶頸效應",實現產能目標;
近兩年,隨著縱梁輥壓成型工藝的廣泛采用(yòng),更多汽車廠商新工廠的縱(zòng)梁加工流程工藝中都選用U形梁衝孔(kǒng)線,作為主要製孔設備。
二、汽車縱(zòng)梁(liáng)數控衝孔設備簡介
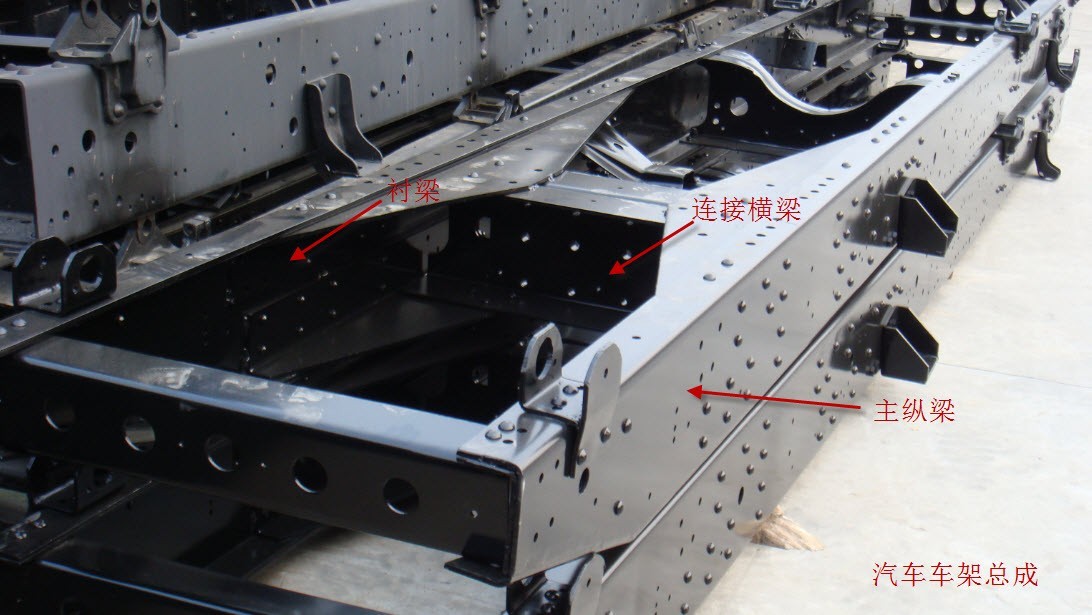
汽車縱梁(liáng)數控(kòng)衝孔設備主要是采用目(mù)前成熟的液壓作(zuò)為主傳動,借助先進的數控(kòng)加工係統、自動(dòng)編程(chéng)軟(ruǎn)件,自動(dòng)完成汽車縱梁(liáng)的製孔作業。根據車架縱梁(liáng)的分類,汽車縱梁數控衝孔設備分(fèn)為兩大(dà)類:一類是完成車架連(lián)接橫梁製孔作業的連接板衝孔設備(即(jí)行業中統稱為小梁衝);一類是完成車架主梁和襯梁製孔作(zuò)業的縱梁衝孔設備(即行業(yè)中統稱為大梁衝)。
連接板衝孔設備,是濟南(nán)鑄造鍛壓機械(xiè)研究所在2006年專門為汽車車架生產(chǎn)中加(jiā)工連接板、小橫梁等板材(cái)衝(chōng)孔作業設計的。由於連接橫梁的製(zhì)孔工藝(yì)比(bǐ)較單一,所以該機型也相對的比較(jiào)固定(dìng)。可配備自(zì)動上(shàng)下料,也可單(dān)機使用,或2台聯機(jī)使(shǐ)用完(wán)成較大連接板的製孔作業。目前該設(shè)備在各大汽車廠商及車(chē)架配套廠得到了廣泛的應用,解決了車架連接(jiē)板製(zhì)孔低精度(dù)、低效率的瓶頸。
縱梁衝孔(kǒng)設備,根據汽車縱梁製(zhì)孔工(gōng)藝的不同,可分為平板衝孔線、U形梁衝孔線兩大類。自2000年以(yǐ)來,該兩種形式的衝孔線在國內各大汽車廠(chǎng),如一汽解放、東風二汽、中國重汽、北汽(qì)福田、江(jiāng)淮汽(qì)車、陝重汽、柳汽等等,得到了廣泛的使用。
平板衝孔線,是濟南鑄造(zào)鍛壓機械研究所借鑒國外技術最先自主(zhǔ)研發的縱梁衝孔設備。目前C型主機結構的開式平板衝以其高效、高(gāo)精度、高柔性化的性(xìng)能特(tè)點,一直占據著(zhe)縱梁衝孔設備的(de)主要市場。國內的濟南鑄造(zào)鍛壓機械研究所、江蘇(sū)金方圓數控機床有限公司、山東法因數控機(jī)械股份有限公司等都有各自(zì)的(de)C型主機結(jié)構的開式(shì)平板衝機型在產。
U形梁衝孔線,以比(bǐ)利(lì)時soenen公司的三麵衝為最好(hǎo),其產品結構和性能在同(tóng)行業中都是最有優勢的,在國內的汽車(chē)廠,如中國重汽、北汽(qì)福田等都有在使用這(zhè)種進(jìn)口的U形梁衝孔線。國產的U形梁衝孔線,由濟南鑄造(zào)鍛壓機械研究(jiū)所在2004年研發完成,並在接(jiē)下來的幾年裏,對U形(xíng)梁(liáng)衝孔線進行(háng)了技術跟進,是目前國內唯一的U形梁衝孔線設(shè)備供應商,並保持著U形(xíng)梁衝孔線的技術優勢,根據國內汽車廠商對不同(tóng)縱梁的加工要求,擁有(yǒu)針對U形梁製孔作業的多種機型--單主機腹麵衝、雙主機腹麵衝、三主機三麵衝、四主機三麵衝、五主機三麵衝、翼麵(miàn)衝等。
三、汽車縱梁數控衝(chōng)孔(kǒng)設備性能
在(zài)國內,濟南鑄(zhù)造鍛壓機械研究所借鑒(jiàn)國外先進(jìn)技術最早開始研製連接板衝孔設備和縱梁衝孔設備,其機型和技術在汽車縱梁(liáng)數控衝孔生(shēng)產線設備製造領域具有一定的代表性。下麵以濟南鑄造鍛壓(yā)機械研究所的機型介紹一下各(gè)種衝孔(kǒng)設備的性能。
1 連接板衝孔設備
1.1 TP係列數(shù)控(kòng)液壓板料衝孔機

配備(bèi)自動上下料的TP80型係列數控液壓板料衝孔機

單機作業的TP80型數控液壓板料衝孔機
該設備(bèi)是一(yī)種高(gāo)精度高效率的中厚(hòu)度板材加工設備,設計結構合理,性能優(yōu)越,采(cǎi)用國(guó)際一流的FUNAC數控係統,自動編程軟(ruǎn)件支持多種格式圖形文(wén)件,自動生成的(de)加工程序簡單明了,極(jí)大的方便了用戶。液壓係統采用獨特的雙缸(gāng)串聯結構,係統(tǒng)根據提(tí)供的板材參數,自動(dòng)轉換單雙缸工作模式,有效的降低了能耗,從而為用戶降低了(le)生產成本。模具采用直列式結構,大大的縮短了換模(mó)時間,從(cóng)而提高了整機(jī)的工作效率。送進傳動部件配置精良,X軸、Y軸采用力士樂(lè)精密導軌(guǐ)絲杠,保證送進精(jīng)度(dù)穩定可靠。滑塊上下運(yùn)動采用THK超重載導軌滑塊,保證精度不受偏載的影(yǐng)響,保證了設備的使(shǐ)用壽命。
目前該(gāi)設備擁有公稱力800KN和1100KN兩種機型,采用(yòng)開式主機形式,提供國(guó)產液壓和進口哈雷液壓兩種(zhǒng)液壓係統供用戶選配,X、Y軸送進速度均達到30m/min,衝壓頻率達(dá)到60次/min-75次/min,可加(jiā)工4-10mm厚的板料,擁有7個和9個兩種模位(用戶可以根據需要選擇),衝孔(kǒng)定位精度X、Y向均在±0.15mm;其中800KN機型可加工最大工件尺寸2000mm×800mm,最大(dà)衝孔直徑可達40mm;1100KN機型加工最大工件尺寸5000mm×800mm,最大衝孔直徑可達50mm;這樣的設備性能和加工能力,在今後的一個時期內完全可以滿足汽車車架企業對連接橫梁板的製孔作業要求。
2 縱梁衝孔設備
2.1 平板衝孔線(xiàn)

STPK120-12型數控平板縱梁衝(chōng)孔線(C 形主機結構 配有哈雷液壓係統總成)

SPTB120-12型(xíng)數控平板縱梁衝孔線(xiàn)(回字形主機結構 配有液壓係統總成)
STPK120係列和SPTB120係列汽車縱梁平板數控衝孔線是目前平板衝孔線中主要的兩種機型。該種類設備是專門為汽車車(chē)架主縱梁、襯梁的(de)平板毛坯(pī)衝孔而設計的一種高效、高精度的板材(cái)自動化加工設備,上料、下料、板料的定位及(jí)送進、模具的選擇、衝(chōng)壓過程的實現以及故障報警等均能夠通過數控係統控製自動完成(chéng)。配有高效的自動上下料係統,采用國際一流的FUNAC數控係統,高可靠性的(de)CNC技術,高性能的內置PMC,最新的數字伺服技術HRV控製。
目前STPK120係列汽車縱梁平板數控衝孔線根據不同汽(qì)車企業的需求,根據衝壓能力和可加工(gōng)板長設有不(bú)同的型號,設備衝壓能力450KN--1200KN,加工板長(zhǎng):4000-12000mm,最大衝裁(cái)板厚10mm,最大衝孔直徑60mm,采用(yòng)直列式模具,模位數25個;送進速度(dù)60m/min;平均生產節拍:每根縱梁加工時間(jiān)≤8分鍾 ;配有進口哈雷高低壓液壓係統總成,衝壓頻率達80次/min;孔位精(jīng)度:±0.15 mm/400 mm;±0.3 mm/3000 mm;±0.50mm/12000 mm;矩形排列成組(zǔ)孔對角線精度:±0.3/300 mm;
而SPTB120係列汽車縱梁平板數(shù)控衝孔線設備隻有單一衝壓能力1200KN的機型,加(jiā)工板長:4000-12000mm,最大衝裁(cái)板厚10mm,最大衝孔直徑60mm,模(mó)位數20個;送進速度60m/min;平(píng)均生產(chǎn)節拍:每根縱梁加工時間(jiān)≤11分鍾 ;配有國產液壓係統總(zǒng)成,雙速油缸,衝壓(yā)頻率達60次/min;孔位(wèi)精度:±0.15 mm/400 mm;±0.3 mm/3000 mm;±0.50mm/12000 mm;矩形排列成(chéng)組孔對角線精度:±0.3/300 mm;該設備因為其獨特的(de)衝壓原理,以及配置的國產液壓係統,使其(qí)生(shēng)產節拍的提高受到限製,進行輕卡汽車縱梁的衝孔作業時,可以保證每根縱梁加工時間≤8分鍾的(de)平均生產節拍,但(dàn)是在進行重(chóng)型汽車縱梁(liáng)的生產作業時(shí),很難保證每根縱梁加工時間≤8分鍾的平均生產節拍;
2.2 U形梁衝孔線
U形梁衝孔線設備(bèi)是目前汽車(chē)縱梁數控衝孔設(shè)備中被(bèi)汽車行業最為看好的設(shè)備。無(wú)論是(shì)淘汰搖臂(bì)鑽床碟鑽製孔工藝的車架企業,或是簡化生產流程直接外購(gòu)U形梁(liáng)的車架企業,或是構建新廠區采用輥(gǔn)壓(yā)工藝成型後製孔的車架企業,采(cǎi)用該設備後,是企業不必再投入過(guò)多資金,便可實現高效、高(gāo)精(jīng)度、高柔性化的生產需求,從而實現多種類、少批量、多元化的車架總成的生產裝配。
U形梁衝孔線中的腹麵衝、三麵衝和(hé)翼麵衝,雖然配備的(de)主機數量不同,但都(dōu)配(pèi)有(yǒu)FUNAC18i、FUNAC31i和西門子(zǐ)840D的數控係統可供用戶選配,功能強大,支持多軸運動,內(nèi)置(zhì)大量PLC;設備可實現自(zì)動上下料、自(zì)動編程、自動定(dìng)位循環作業加工。設備在U形(xíng)梁的腹麵和(hé)雙翼麵均配有檢測裝置,可以實時根據(jù)板(bǎn)料的外形對孔位精度進行自動補償(cháng),保證了孔位精度。先進的哈雷高低壓係統總成(chéng),保證(zhèng)了衝壓高效、穩定、節能、可靠。
雙主機U形梁衝孔線

SPU12-32-4汽車U形縱梁三麵衝孔生(shēng)產線(4主機)
U形梁衝孔線(xiàn)的線內主機(jī)數(shù)量可以柔性組合,汽車廠商可以根據實際(jì)生產的需要自行進行配置。可加工U形(xíng)梁尺寸:腹麵外寬最大360mm,內寬最小150mm,長度4m-16m,最大板厚10mm,最大衝孔那個直徑60mm;
單主機腹麵(miàn)衝,包括腹(fù)麵衝孔大(dà)主機一(yī)台,完成U型縱梁腹麵製孔作業,擁有21個模位(wèi);
雙主機腹麵衝,包括小主機和大主機各(gè)一台;小主(zhǔ)機擁有18個模位,可沿(yán)X、Y雙向移(yí)動;大主機擁有21個模位,沿Y向移動;因為多數時間是雙主機同時衝孔作業,衝孔效率衝更好,生產節拍≤6分鍾;
三主(zhǔ)機腹麵衝(chōng),包括大主機、前翼麵衝主機和後翼麵衝主機各一台;大主機(jī)擁有21個模(mó)位,沿(yán)Y向移動,主要完成U形縱梁腹麵的製孔作(zuò)業;前、後翼麵衝主(zhǔ)機各(gè)擁有6個模位,沿翼麵上下移動,主要完成U形縱梁翼麵的製孔(kǒng)作業,生產節拍10分鍾左(zuǒ)右(yòu);
四(sì)主機腹麵(miàn)衝(chōng),包括小主機和大主機各一台,前(qián)翼麵衝主機和後翼麵(miàn)衝主機各一台;雙主機腹麵衝,包括小(xiǎo)主機和大主機各一台;小主機擁有(yǒu)18個模位(wèi),可(kě)沿X、Y雙向移(yí)動;大主機擁(yōng)有21個模位,沿Y向移動,主要完成U形縱梁腹(fù)麵的製孔作業(yè);前(qián)、後翼麵衝主機各擁(yōng)有6個模位(wèi),沿翼麵(miàn)上下移動,主要完成U形(xíng)縱梁翼麵的製孔作業,生產節拍10分鍾左右;
五主機腹(fù)麵衝,在四主機腹麵衝基礎上,增加5模位的大(dà)孔衝(直徑30-60mm)主機一台。由於縱梁上大孔一般隻占到總孔(kǒng)數的20%,這樣,線內的腹麵小孔衝和(hé)大孔衝主機更多的時間在進行小孔的衝製,衝壓效率更高。
設備的腹麵衝主機有450KN, 600KN,800KN,1000KN,1200KN,1600KN,2000KN多種衝壓能力供用(yòng)戶選配,翼麵衝有450KN,600KN供用戶選配。因為(wéi)目前國內個汽車製造企(qǐ)業的縱梁(liáng)材(cái)質及孔的布置有差異,所以我們可以根據用戶的需求,量身為用戶(hù)提供合理的生產線配置。
四、汽車縱梁數(shù)控衝(chōng)孔設備的應用

2000年之前,國內汽車行業的汽車縱梁(liáng)數控衝孔設(shè)備主要依賴進口,比利時的soenen公司和意大利的Ficep公司的汽車縱梁數控衝在國內汽車企業裏有一定的保(bǎo)有量。
2001年(nián),濟南鑄造鍛壓機械研究(jiū)所(suǒ)自主研製了國內第一台汽車縱梁(liáng)數控衝孔生產線後,開啟了國產汽車縱梁數控衝孔設備製造先河。針對汽(qì)車車架的製(zhì)孔作業開發的(de)連接板衝(chōng)孔(kǒng)設備、平板衝孔線和U形梁衝孔線設備,在設備(bèi)性能和穩定(dìng)性上與(yǔ)進口設(shè)備相差無幾,價格(gé)也比進口的設備要低(dī)的多。國產汽(qì)車縱梁數控衝孔設(shè)備以其(qí)高效、高(gāo)精準度(dù)、高(gāo)柔性化加工的特點,在國內重卡、輕卡、客車製造商(shāng)、車架配套廠到了廣泛的使用(yòng)。
自2007年以來,國(guó)家加大對汽車企(qǐ)業的扶持力度,汽車企業的設備投入加大,傳統的縱梁製孔工藝都得到完善,新的縱(zòng)梁車架生產車架大批量投入建設。更多(duō)的汽車縱梁數控衝孔設備,如800KN衝壓(yā)能力的TP係列的連接板衝床(chuáng),1200KN衝壓能力STPK120-12型汽車縱(zòng)梁平板數控衝孔線、雙主(zhǔ)機腹麵衝、四主機三麵(miàn)衝,被國內各大汽車製造企業及其配套工廠投(tóu)入到汽車車(chē)架(jià)縱梁的製孔作業中。在江淮汽車、中國(guó)重汽、北汽福田、一汽解放、陝重(chóng)汽、宇通客車(chē)、華菱汽車、柳州汽(qì)車、東風二汽等重卡(kǎ)、輕卡、客車的汽車製造企業(yè)中,國產(chǎn)汽車縱梁數控(kòng)衝孔設(shè)備的大量使用,為企業完成產能目標,實現逐年保量增產的發展規劃提供可強有力(lì)的硬件保障。隨著(zhe)汽車(chē)縱梁數控衝孔設備的普及應用,汽車(chē)工業將會迎來更快更好的發展。
如果您有機床行業(yè)、企業相(xiàng)關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








