
1 引(yǐn)言
奧氏體不鏽鋼(gāng)具有(yǒu)優良(liáng)的機械性能, 良(liáng)好的(de)耐蝕能力(lì)、較突出的冷(lěng)變形能力、無磁(cí)性(xìng), 因此廣泛地應(yīng)用於航空(kōng)、航天、船舶及醫療器械等領域。但是不鏽鋼的切削加工性能比中碳鋼差得多。以45號碳鋼的切(qiē)削加工性作為100%, 而奧氏體不鏽鋼1C r18N i9T i的切削加工性隻為40% 。不鏽鋼的切削加(jiā)工具有加工硬化嚴重、切削力大、切削溫度高、不易斷屑、易粘刀、刀具易磨(mó)損等特點, 給切削加工帶來很大困難。
圖1所示不鏽鋼管是某重點型號(hào)過濾(lǜ)器中的關鍵零件, 鋼管材料為1C r18N i9T,i 直徑為5 40mm, 厚度為2mm。要求在管壁上加(jiā)工出直徑為5 0. 25+ 0. 060 mm的通孔, 孔間距一致。曾(céng)采用(yòng)鑽模加工, 由於鑽模蓋住零件表麵, 操作稍有不慎就會造成(chéng)小孔漏鑽, 同時(shí)鑽頭伸出較長, 剛性差、易折斷, 造成零件(jiàn)報廢。從工藝過程還(hái)可以看出, 不鏽鋼(gāng)群孔去毛刺也非常難(nán),也是個關鍵。為(wéi)了解決上述問題, 必(bì)須選擇新(xīn)的工藝方法。
到(dào)目(mù)前為止, 除了用傳統的機械鑽削方法加工孔外, 常用的還有以下(xià)幾種特殊工藝方法(fǎ): 激光、電火花及電化學鑽孔等。各種不同的加工方法各具特色(sè)、各有所長, 也各有(yǒu)其不足之處。但(dàn)是與其它加工(gōng)方法相比, 激光打孔具有很明顯的優勢。激光加工靈活(huó)、成本低、不需在(zài)真空室中進行, 加工速度快、效(xiào)率高, 打孔孔(kǒng)徑小、無接觸、打(dǎ)孔深徑比(bǐ)高, 可(kě)加工任意材料、環保等, 是未來打孔的發展方向[ 1 ] 。激光加工微孔的應用已經非(fēi)常廣(guǎng)泛, 目前成為一種在工業中最(zuì)有效的加(jiā)工方法之一(yī)[ 2- 4] 。由於激光打孔過程影響因素複雜, 如果參數與工藝條件選取不當, 孔的精度及孔徑大小就難以達到確定的要求。因(yīn)此, 本(běn)文通過實驗研究了激光參數與工(gōng)藝條(tiáo)件對激(jī)光在奧氏體不鏽鋼(gāng)管上打(dǎ)孔精度的(de)影響。

2 激光打孔試驗(yàn)
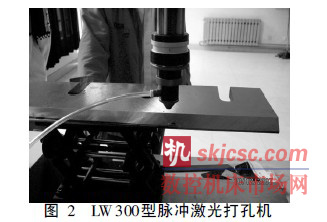
本實驗采用如圖(tú)2所示的華中科技大學激光科技有限公司生產的LW300 型N d: YAG 固體脈衝激(jī)光(guāng)器。其最大脈衝頻率為(wéi)500H z, 采用平- 平腔型,每單脈衝輸出能量(liàng)為0. 1~ 3. 5J, 自由振蕩脈(mò)衝寬度為0. 1~ 20m s。采用在相紙上打光斑的方法來測量激光的光束質量。采用常規的Nd: YAG激光打孔機加工微細孔時, 普遍采用減小(xiǎo)聚焦透鏡焦距f的方法, 但微孔的直徑一般在0. 1 ~ 0. 5mm 的範圍內,進一(yī)步減小f ( f< 20mm )是不利的。因為在打孔時噴濺物容易汙染鏡頭(tóu)的保(bǎo)護(hù)介質(如玻璃片) , 同時在偏離(lí)焦(jiāo)點時光束發散較大, 這給工件的(de)安裝和調(diào)節也帶來一定困難。本實驗裝置的聚焦透鏡焦距為25mm, 可有效保護激光鏡頭和減小因離(lí)焦量大而導致的發散角的擴大。
2. 1 激光脈衝能量對孔深和孔(kǒng)徑的影響
對於一套選定的光學係統來說, 焦平麵上的激光光斑直徑的大小是由作為工作物質的激光棒和光學係統(tǒng)的係統參數決定(dìng)的。激光束(shù)焦點處能(néng)量密度的變化(huà)完全依賴於激光器輸出的脈衝能量的變化,故通常孔深和孔徑的變化主要通(tōng)過改變脈衝能量來實現。被加工點材料的熔化和蒸發是形(xíng)成孔的兩個基本要素, 孔深的增加主要靠蒸發, 而孔(kǒng)徑的增加則主要靠孔壁上材料的熔化和利用剩餘(yú)蒸發壓力(lì)對熔融狀物質的排除。當激光功率很高時, 物質的蒸發將占材料去除的絕大部分, 而熱(rè)傳導引起的能量損失可以忽略不計, 激光脈衝能量幾乎全部(bù)用於對材料的破壞和蒸發(fā)去除。首先(xiān)依據(jù)下(xià)式對在直徑為5 40mm 的1Cr18N i9T i 奧氏體不(bú)鏽鋼管上鑽5 0. 5+ 0. 060 mm 的孔所需激(jī)光能量作一大致估計。
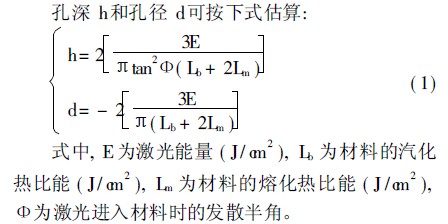
因同一種材料的Lm 和Lb 是固(gù)定的, 所以, 由(yóu)上式可以看出, 打孔的(de)深度和孔(kǒng)徑的大小與激光的能量密(mì)切相關, 通過改變激光的能量可以獲得(dé)所需打孔(kǒng)深度和直徑。對於1C r18N i9T i奧氏體(tǐ)不鏽鋼, Lm= 3. 5 @ 104 J/cm2; Lb = 6. 3 @ 104 J/ cm2。將d、Lm、Lb代入式( 1)中(zhōng), 求(qiú)得E = 17. 4J。這個(gè)能量是鑽直徑為5 0. 25mm 的(de)孔深度達2mm所需的總能量。對於脈衝激光來說, 這個能量由三個參數確定: 脈衝頻率、脈衝寬(kuān)度(dù)和單脈(mò)衝峰值(zhí)功率。
它們之間的關係為:
E= f×w × P ( 2)
上(shàng)式中, f- 脈衝頻率; w - 脈衝寬度; P- 單脈衝峰值功率。
可以說(shuō), 這三個參數是影響(xiǎng)激光打孔的關鍵因素, 如(rú)果參數選取不當, 加工出的孔其(qí)孔壁光潔度差, 有(yǒu)錐度, 特別是在孔壁上產生再鑄層。這些都要影響小孔(kǒng)的(de)加工精度和質量。
激光焊接機有三個參數可調: 電(diàn)流大(dà)小、脈衝寬度和脈衝頻率。在實際鑽孔過程中, 首先通過調整電流大小來調整單脈衝激光能量, 又由於單脈衝能量:
Ep = w × P ( 3)
在脈衝激光輻(fú)射(shè)作用下(xià), 當激光功率密度達到某一值時, 在一定的時間間隔內, 金屬表麵將達到沸騰溫度, 並開始強烈地氣化。熱波(bō)和氣化波將向金屬深處(chù)傳播(bō), 軸向和徑向熱傳導(dǎo)形成了(le)一個熔融層,孔底蒸發時所形成的(de)反衝脈衝將此融熔層(céng)沿著孔壁排出。為(wéi)此, 必須有足夠的蒸發速率。而這要取決於(yú)激光峰(fēng)值功率密度(dù)的大小。功率密度太小, 由於熱傳導, 能量損耗變大, 熱波的速度顯著地高於氣化波的速度, 所產生的液體排不出去或不(bú)能完全排(pái)除出去; 功率(lǜ)密度太(tài)大, 入射的光束會被產生的金屬蒸氣吸收, 從(cóng)而(ér)使蒸氣過熱, 並把熱量和壓力衝擊(jī)傳到周圍材料中去。隻有在輻射強度適當時(shí), 氣化速度(dù)可與加熱的速度(dù)相(xiàng)等, 才出現最佳的能量傳輸和加工質量。因此, 通過調整脈衝寬度的大小, 來保證激光峰值功率密度必須要大於1C r18N i9T i奧氏體不鏽鋼汽化所需的功率密度。
2. 2 激光脈衝(chōng)寬度對打孔(kǒng)的影響
當激(jī)光脈衝功(gōng)率一定時, 脈衝寬度的變化對孔深和孔徑的影響較大。這是(shì)由於孔深與脈(mò)衝寬度關係是受材料(liào)導熱率影(yǐng)響的。導熱性好的材料, 用很窄的脈衝寬度來打孔; 導熱性差的材料采用較長(zhǎng)的脈衝(chōng)寬度更為有利(lì)。孔深(shēn)和直徑與(yǔ)脈(mò)衝寬度有明顯的依賴關係: 脈寬在一定範圍內(nèi)增加, 孔深增加, 而孔徑有所減少。實驗證明, 縮短激光脈衝的長度可以提高激光打孔的精度。脈寬越短, 加工小孔的質量越高。因此, 在能使材料汽化的前(qián)提下, 為了提高鑽孔的(de)質量, 盡量(liàng)縮短脈衝寬度(dù)。
綜合以上的理論分析(xī), 再經試(shì)驗優化後, 本試驗(yàn)中(zhōng)的激光參數和鑽孔效果如表1 所示。由(yóu)表1可知, 當選擇單脈衝能量2. 7J、脈衝寬度0. 7 ms時, 所鑽的孔其孔徑和孔深(shēn)基本上與實際鑽孔(kǒng)要求相接進。

2. 3 輔助手段的采用
鑽孔過程中, 采用(yòng)側吹氬氣作為(wéi)保護氣體, 一方麵, 用來保護聚焦鏡頭及抑製光(guāng)致(zhì)等離子體的形成;另一方麵, 有利於清除氣化物質和飛濺物。為獲得高精度的孔, 激(jī)光打孔後, 用電化學腐蝕的(de)附加方法進行精加工(gōng), 用酸溶液(yè)消除孔內的金屬熔化物和毛刺, 以提高孔的圓(yuán)度和光潔度。
3 結論
激光打孔是激光與材料相互(hù)作用的極其複雜的熱(rè)物理過程, 影響激光打孔質(zhì)量(liàng)的主要因(yīn)素有激光能量、脈衝寬度和脈衝頻率等。在這些參數中找出最優的加(jiā)工參(cān)數可以提高打孔的質量。實際上打孔質量的好(hǎo)壞並不是由某一(yī)個工(gōng)藝參數(shù)決定的, 而是由這些參數相互匹配共同起作用的(de)結果, 因此進行激(jī)光加工工藝參數對打孔質量影響的多因素分析是很有必要的。實驗證明先在激光鑽孔理論指導下參照所要鑽的孔確定一個大概的(de)激光參數, 然後再經實驗優化, 按照優化(huà)後的激光參(cān)數來加工, 就能有效(xiào)保證所加工孔的質量與精(jīng)度。
如果您有機床行業、企(qǐ)業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com








