
一(yī)、前 言
分度盤在機床上是用作分度定(dìng)位的基準(zhǔn)元件, 對磨齒(chǐ)機來說, 它的(de)等分精(jīng)度直接影響工件的運動及平穩(wěn)性精度, 因此, 對(duì)於分度盤應有高的精度(dù)要求。
國外, 精密分度盤的加工被視為一項保密(mì)技術。因此, 所(suǒ)得到的一(yī)些國外(wài)情況(kuàng)及工藝裝備, 是不夠完整深入的, 由於收集到的國外分度盤資料有一定局限性, 較多地以瑞士馬格(Ma g )公司為代表來作介紹。
二、發展過程
國外, 瑞士馬格公司在1 9 14 年世界上(shàng)第一台(tái)磨齒(chǐ)機上首先配備了高(gāo)精度分度(dù)盤, 然(rán)後(hòu),經過不斷使用, 改(gǎi)進, 精密分度盤的(de)種類、形狀、精度(dù)都有了發展和提高。由於分度盤的精(jīng)度要(yào)求高, 加工和測量都相當困難(nán), 因而目前世界上能製造精密分度盤的國(guó)家(jiā)和廠(chǎng)家(jiā)還不多。
據統(tǒng)計, 目(mù)前僅有十幾個(gè)工廠能製造這類分度(dù)盤, 它們是: 瑞士的馬格(gé)公司, 西德的考爾勃(K ol b) 公司及卡爾· 胡爾特(C al.l H ur 伍)公司, 美國的美國機床工具公司及密執安(Mioh 館a n) 公司, 蘇聯的莫斯科磨床廠及日本的新莊氏公司(sī)等。
國內(nèi), 上海機床廠在1 9 58 年開始用(yòng)CK 3 71 平麵磨床改裝的分(fèn)度盤專機製造精密分度盤, 為了(le)適(shì)應磨齒(chǐ)機的不斷發展, 還自行設計製造了S T O3 7 型分度盤母機及JC 0 7 型分度盤專用磨床。我廠從19 6 年起開始製造精密分度盤, 在原有基(jī)礎上, 我廠也自行(háng)設(shè)計、製造了精密分度盤專用磨床, 並逐步配備了母盤, 使生產能力大大提高, 逐步滿足了國內(nèi)磨齒機的需要。
三、按定位及齒槽形狀分類
國內外分度盤的(de)結構及其定位方式大致相同, 按結構及其定位方式(shì)均可分為幾種不同的類型。
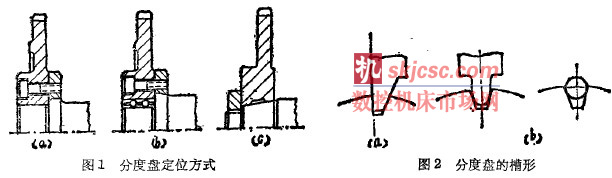
1、按定位方式分
1 ) 圓柱孔及(jí)端麵定位見圖(tú)1 (a )。這種定位方式是以圓柱孔(kǒng)作為定心基準, 其端麵為軸向定位基準, 用螺(luó)釘直接把(bǎ)分度盤固定在法蘭上(shàng)。為了(le)保持有高(gāo)的分度精度, 需要將其內孔的公差取得(dé)較小, 使其裝(zhuāng)配後(hòu)得到較小的間隙。蘇聯的5 8 92 A 磨齒機及我廠Y 7 1 2 5 磨齒機的(de)分度盤均采用這種定位方式(shì)。
2) 密珠套(tào)定位(wèi)見圖1 (b) 。這種分度(dù)盤內孔通過一精密滾珠套安裝在定位軸上, 這樣,可以消除定位間隙, 從而提高(gāo)分度精度。但必須嚴格控製軸和孔的尺寸(cùn)精度。一般適用於精度較高的場合(hé)。西(xī)德(dé)卡爾· 胡爾特廠生產的sR S40 0 剃齒刀磨床(chuáng)就采用這種定位方式的分度盤。
3 ) 錐(zhuī)孔定位見圖1 (c) 。這種定位方(fāng)式可以得到(dào)較小(xiǎo)的外圓和端(duān)麵跳(tiào)動, 但(dàn)錐孔較大時, 保證其精度比(bǐ)較困難。瑞七馬格公司生產的(de)分度盤均采用(yòng)這種定位(wèi)。我廠大多數分度盤(pán)也采用這種定位方式。且直(zhí)徑功2 0 的分度盤的錐度(dù)與馬格相同, 西德考(kǎo)爾勃公司生產的分度(dù)盤也是這種錐孔, 半角為1 2 °。
2. 按分度盤的齒槽形狀分
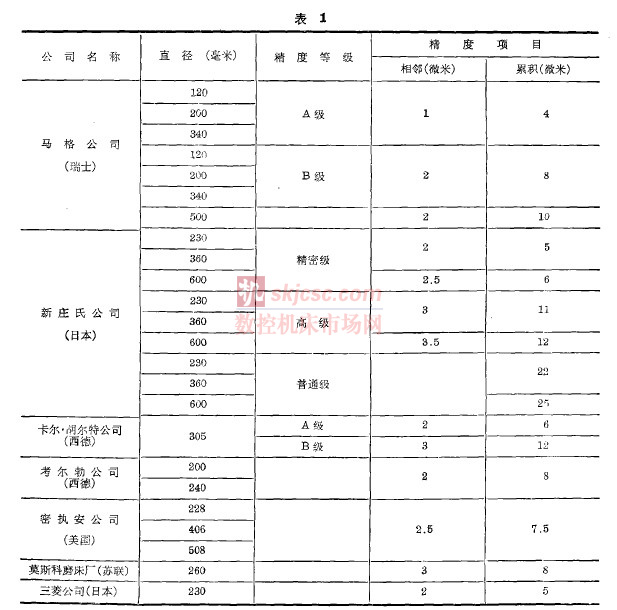
分(fèn)度盤的齒槽形狀(zhuàng)有多種, 齒槽位置也有所異, 但常見的分(fèn)度盤(pán)大多在外圓上(shàng)開槽, 其槽形如圖2 所(suǒ)示。
l) 一側麵通過軸心, 另一麵為傾斜(xié)麵, 見圖2 (司。這類分度盤, 通(tōng)過軸心的一側麵是基(jī)準麵, 傾斜麵的作用是使定位(wèi)爪壓向基準麵, 故這類分度盤隻需(xū)把基準麵的精度做好。這類分度盤在磨齒機上較少(shǎo)應用, 而在花鍵磨床、滾刀(dāo)磨床等機床上應用較多。
2 ) 兩側麵傾斜(xié)成V 形, 如圖2 (b) 所示。這種槽形的(de)分度盤, 其兩側麵都是基準麵, 采用如圖所示的兩種爪來定位較為有利, 可獲得較高的定位精度和定位可靠性。
瑞士馬格公司采用的是V 形槽, 其定位爪是圖2 (b) 中左邊的形式, 我廠各種磨齒機分度盤的槽形和定位爪均和馬格公司(sī)一(yī)樣; 西德考爾勃公司的分度盤槽(cáo)形也是V 形槽, 但定位爪(zhǎo)是圓往, 如圖2 (b) 中右邊(biān)的(de)形(xíng)式。上述(shù)槽形的半(bàn)角均為1 6 度(dù)。
四、規格與精(jīng)度
分度盤的規格(gé)通常指的是其直徑的大(dà)小, 而精度(dù)通常指的是(shì)其齒槽的分度精度。現將國外分度盤(pán)規格及精度列(liè)於表1 。這些分度盤均應用於磨齒機。
我廠生產的分度盤的規格有φ2 00 、φ2 80 、φ3 80、φ5 00 等幾種應用於磨齒機上, 不同規(guī)格的分度盤精度列(liè)於表2。
五、加工簡況
據了解瑞士馬格公司的高精度分度盤是由一個專門小組加工的, 大(dà)致情況為:
1. 齒的粗加工是在馬格插齒機(jī)上用切入法加工的。
2.齒圈淬(cuì)硬後與鑄鐵芯進行熱套, 並用膠水膠合。

3.錐形內孔在(zài)內(nèi)圓磨床上加工(gōng), 並用著(zhe)色法與專用塞規進行配磨。據說, 檢查接觸麵積時將藍色油薄薄地塗在工件的整個孔表麵上。
4.齒槽的精磨在兩種專用機床上進(jìn)行(háng):
1 ) 臥式磨床: 此機床是由馬格H 由習0 磨齒(chǐ)機改裝而成的, 其母盤的直徑為功50 毫米, 用來加工直(zhí)徑φ34 0 毫米以下的分度盤。
2) 立式磨床(chuáng): 此機床的工件主軸垂直安(ān)排, 兩磨頭安裝在一個杠杆支架上, 由液壓筒來帶動磨頭上下擺動, 其(qí)動作如(rú)圖8 所示。該(gāi)公司(sī)共有兩台(tái)立式磨床, 其母盤直(zhí)徑為幣(bì)80 毫米, 用(yòng)來加工直徑為φ50 0 毫米的分度盤。
蘇(sū)聯莫斯科磨床(chuáng)廠采(cǎi)用立方(fāng)氮化翻砂輪,在馬格公司製造的H 8 8 6 0 / 80 磨齒機上磨削分“度盤。采用這種砂輪, 可以增加磨削深(shēn)度滿少無火花磨削的走刀數; 砂輪(lún)磨損極小, 其補償(cháng)機構l I無需經常工作。因而降低了金(jīn)剛占的消耗, 使(shǐ)加工(gōng)效率提(tí)高10 ~ 15%, 有較明顯的經濟效果。
我廠分度盤加工的簡況如下:
1. 我(wǒ)廠分(fèn)度盤齒槽的粗(cū)加(jiā)工在滾齒機上進行。直徑為φ2 0 0 毫米和φ280 毫米的分度盤采用專用滾刀在普通滾(gǔn)齒(chǐ)機(jī)上加工; 直徑為φ800 毫米和杯o 毫米的分(fèn)度盤采用單頭飛刀加工。
2.定位孔的精加工: 直徑為φ280 毫米的分度盤的直孔精加工是在一台經過改裝的內圓磨(mó)床上進行(háng)的, 采用T ES A 電感樹頭和(hé)讀(dú)救(jiù)值為0. 1 微米的電子比較(jiào)儀與標(biāo)準環規進(jìn)行相對測量來保證(zhèng)其尺寸精度的。其他分度盤的錐孔用內圓磨床加(jiā)工, 並與有錐(zhuī)度的專用塞規(guī)用著色法配磨。
3.熱處(chù)理: 我廠(chǎng)采(cǎi)用T 1 0A 材料的分度盤, 在淬硬後進 行冰冷處理(lǐ), 在半精加工後進(jìn)行時效處理; 采用鑄鐵材(cái)料的(de)分度盤(pán), 除仇(chóu)Mo o 恤鑄鐵材料的分度盤進行淬火(huǒ)外, 其餘均不淬火, 這(zhè)些分度盤除長期(qī)自然時效(xiào)外, 另外還(hái)進行兩次人工時(shí)效處理。
4. 我廠分度盤齒(chǐ)槽的精磨(mó), 均在自製的分(fèn)度盤(pán)磨床上進(jìn)行。這種磨齒機的母盤直徑為功50 0 毫米, 加工的(de)最大直徑為杯的毫米。
我廠直徑為(wéi)φ5 0 0 毫米及功80 毫米的母(mǔ)盤在一台分度盤母機上進行磨齒, 該機床的母盤直徑為φ8 0 0毫米。
六、測量(liàng)
我們對國外有關分(fèn)度盤測量的情況了解極少, 至於馬格分度盤齒槽的測量有兩種不同的說法。
1.據去馬格公司考察的同誌(zhì)介紹, 馬格分度盤齒槽(cáo)的分度精度(dù)是在該公司自己生產的五別肚型齒距測量儀上測得的。那4 01 型齒距測量儀的精度是: 測量齒數為1 0 的工件(jiàn), 其周節累積(jī)誤差為士1 微米。
2·據(jù)西德霍夫勒(醜(chǒu)胡。)公司介紹, 馬格分度盤是在該公司製造的U MP90 型分度盤專用齒距測(cè)量儀上測量(liàng)的(de)。據說, 該公司一共製造了三台這種儀器, 一台供馬格公司, 其餘兩台均留在西德。西德考爾勃公司的分度盤, 據說也用該儀器(qì)測量。
我廠分度盤的測量大部(bù)分是在萬能測齒儀上進行的(de), 而對於直徑較大的分(fèn)度盤是在E S 900 齒距測量儀上(shàng)測量的。最近, 我廠對隨機(jī)雙麵測量進行了探索(suǒ), 取得一定成效, 但(dàn)還需進行生產考(kǎo)核(hé)。
七、結束語
目前, 我廠在分度盤(pán)生產中與國外先進技術相比, 還存在一定差距, 存在的主要間題是:
1 .尚無適宜的測量儀器;
2.錐孔加工精度(dù)還不理(lǐ)想。
如果您有機床行(háng)業(yè)、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








