


160型滾齒機采用以刮代磨(mó)工藝,大大提高了工作效率,減少投資70%。
眾所(suǒ)周知,對於模數範圍在0.3至(zhì)3mm之間、精度為DIN標6~7級的(de)淬(cuì)硬齒(chǐ)輪、齒軸及(jí)蝸(wō)杆等零件,國內傳統的精加工工藝主要是磨齒和硬齒麵刮削(即刮齒)兩種(zhǒng)。但由於滾刀材料(liào)上的局限性,刮齒通常不被人們(men)所采用。
近年來,隨著機床結構的不斷改進,機床及(jí)工件(jiàn)夾具剛性的提高,刀具材(cái)料(liào)的進步,特別是塗層(céng)技術的發展,使得刮齒的加(jiā)工質量及穩定性日(rì)益提高,逐漸成為小模數淬硬齒輪精加(jiā)工中流行的成熟工藝,國外很多企業已逐漸采用刮齒替代(dài)磨齒作為精加(jiā)工方法。
1.淬硬齒輪、齒(chǐ)軸的精加工
使用刮齒工(gōng)藝精加工(gōng)小模數齒輪,精度可以達(dá)到DIN標6~7級,表麵粗糙度質量高,而且穩定性也很高。在保證產品質量的基礎上,相對於磨齒來說,刮齒工藝(yì)的優勢有以下(xià)幾點:
1) 效率高
對於小模數齒輪的硬(yìng)齒麵加工,如果采用磨齒機工藝,由於工件很小,加工部位空間有限,磨齒機在砂輪直徑上受到很大的限(xiàn)製(通(tōng)常磨齒用砂輪直徑在150mm以上),隻能采用成型片砂(shā)輪(直徑可以做到60mm)對齒輪進行逐齒加工,因此其加工節拍很慢,效率很低(dī)。
而刮齒工藝是在滾齒機上進行的(de),由於采用較小外徑的滾刀(如直徑(jìng)24mm,32mm的滾刀(dāo)),因而加工節拍很快,效率很(hěn)高。一般來說,其加工節(jiē)拍(pāi)僅僅為(wéi)采用成型片砂輪逐齒(chǐ)磨削節拍的四分之(zhī)一到二分之一,即其生產效率比采(cǎi)用成型片砂輪逐(zhú)齒磨削通常要高2~4倍。
2) 成(chéng)本低
以Koepfer的滾(gǔn)齒機為例,配備工件刮齒工(gōng)藝所(suǒ)需刀具、夾具和附件,總(zǒng)價僅為35~45萬歐元;而(ér)在同(tóng)樣配備加工用砂輪、夾具和附(fù)件的條件下,進(jìn)口磨齒機的價格通常在100萬歐元左右。如果再加上加工效率的因素,對於一台滾齒機采用刮齒工藝(yì)所(suǒ)能達到的產能,可能需要采購2~3台磨齒機才能(néng)實現,因而兩(liǎng)種不同工藝所(suǒ)需的投資成本就(jiù)相差了4~6倍。
另外,考慮到占地麵積(jī)、能(néng)源消耗、所需配備的操作人員、設備維護及備品備件準備(bèi)等方方麵麵的因素,相對於磨齒工藝來說,由(yóu)於(yú)刮(guā)齒工藝所需設備數量少,其成本又低很多。

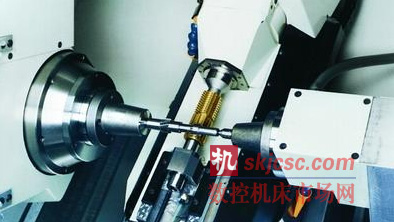
采用160型滾齒機高速滾銑一個轉向齒輪
3) 設備通用性高
通常,高精度齒輪的加工(gōng)一般都包含預滾(即淬火前(qián)軟滾)和精加工(淬火後的刮(guā)齒或磨齒)兩道工序(xù)。
對於生產批量不大的企(qǐ)業來說,可以采用在同一台(tái)滾齒機上進行軟滾和刮齒,而無需另購磨(mó)齒機;
在大批量(liàng)生產的情況下,預滾和刮齒則可能需要分別在不同的機床上加工。但在設(shè)備選型時,可以考慮采用(yòng)同一種滾齒機分別進行(háng)軟滾(gǔn)和刮(guā)齒。這樣,在機床維(wéi)護、備件和易損件的準備(bèi)上均可以通(tōng)用(yòng);當軟滾(gǔn)滾刀和刮齒滾刀需要重新刃磨時(shí),也可以(yǐ)使用同樣的滾刀刃(rèn)磨(mó)機進行修磨,當然,兩種滾刀都可以(yǐ)在巴爾(ěr)查斯(Balzers)公司進行刀具再(zài)塗層。
2.淬硬蝸杆的精加工
在此之前,模數為0.3 至3 mm 之(zhī)間的蝸杆加工(gōng)尚(shàng)無法在同一台滾齒機上完成所有的輪廓(kuò)形狀。 然而Koepfer公司憑借新研發的滾銑頭和相應的軟(ruǎn)件成功地(dì)將軟銑(xǐ) (軸向、徑向和切向(xiàng)銑(xǐ)削(xuē)) 和硬加工在一(yī)台滾齒機上完美結合,並且將加工質量提高了數倍。
三年前,Koepfer公司在工藝可靠、技術成熟的滾齒機上配置了用於加工(gōng)蝸杆的最新通用可偏移滾銑頭,實現了用滾(gǔn)齒機加工蝸(wō)杆和進行硬刮齒。該通(tōng)用可偏移滾銑頭功能強大,結構(gòu)緊湊,專(zhuān)為圓柱齒輪的滾齒和單頭及多頭蝸(wō)杆的(de)銑削加工而設(shè)計。正由於結構緊湊,所以滾銑頭能夠擺(bǎi)動到尾架下麵(miàn)加工蝸杆的(de)輪廓。可以說(shuō),Kopefer公司為滾齒機創造了全新的應用領域(yù),大幅拓展了滾齒機的應用範圍。
Kopefer公司配置的新驅動技術,創造出了以前隻能通(tōng)過磨削加工才能達到(dào)的極致精密和卓越品質。眾所周知到目(mù)前為止帶十字交叉軸的蝸杆驅動機構一(yī)般都是通過浸漬(zì)法生產的。雖然采用傳(chuán)統滾齒機也能加工蝸杆,但無法滿足高精度。而航空航天領域的零件,如用於調整飛機著陸襟翼的驅動機構,必須滿足DIN6~7級的精度要求。由於Kopefer公司滾齒機加工的高度精(jīng)密性,加上能實(shí)現切向銑削,能配置專(zhuān)用刀具;最後還擁有專為此研發的軟件,完全達到了上麵的(de)精度要求。
采用傾斜床(chuáng)身導軌, 滾頭和工件非(fēi)常(cháng)容易接近,鐵屑和切削液也(yě)極易排出
使用 Koepfer滾齒機加工蝸杆時,可以先(xiān)對蝸杆進行軟銑,然後在(zài)同一機床內進行(háng)硬刮齒,甚至硬滾齒以省卻磨削工序。也就是說先將工件硬化處理達到HRC54,然後進行硬刮削,這樣可(kě)達到最佳(jiā)質量。
3.Koepfer滾齒機的(de)特點(diǎn)與優勢
Kopfer公司的滾齒機(jī)一如既往采用了封閉式的框架(jià)結構,並使用(yòng)技術完善久(jiǔ)經考驗、由高級聚酯材料(俗稱人造大理石)澆(jiāo)鑄而成的(de)床身(shēn),機床配(pèi)置了至少八個CNC軸(其中一(yī)個用(yòng)於高架機械手)。和"U"形結構的(de)立(lì)式機床(chuáng)不同,這(zhè)種封閉式的(de)受力(lì)結構避免了動力尾架主(zhǔ)軸在夾緊力和切削力達到最大(dà)時產生的彎曲。
機床(chuáng)配置的BWO控製係統,聽起(qǐ)來可能還有點陌生,卻深受專家肯定和推崇。 控製係統帶觸摸式(shì)控製(zhì)屏,並有內置的(de)容量為1兆的程(chéng)序存(cún)儲器。由Koepfer公司研發的軟件采用對(duì)話式編程界麵,操作簡單,即使是一般技術人員也能很快掌握編程技巧。
Koepfer滾齒機(jī)的主要優點如下:
- 機(jī)床配置(zhì)了通用可偏移滾銑(xǐ)頭,應用領域廣(guǎng)。
- 功能強(qiáng)大,能完成不同輪廓和不同工藝的加(jiā)工:如切向(xiàng)滾/銑削(xuē),徑向滾(gǔn)/銑(xǐ)削,軟粗加工,軟精加工以及(jí)硬精加工(刮削或硬滾)等。
- 加工精(jīng)度高(gāo),加工質量穩(wěn)定性高。
- 機床柔性大(dà),可以完全(quán)根據用戶(hù)需要配(pèi)置工件自動輸送係統。
- 能毫不費力地集成到生產單元內(nèi) (如滾齒,清洗,測量(liàng),然後無損壞性地放置工件)。
最重要的是,在使用Koepfer滾齒機加工齒輪、齒軸或蝸杆時(shí),可以在一(yī)台機床上實現先軟加工、再硬(yìng)刮齒的完美組合,為使用者大大節省成(chéng)本,因(yīn)而可以(yǐ)說是用戶的最佳選擇。
如(rú)果您有機床行業、企業相關新聞稿件(jiàn)發表,或進(jìn)行資訊合(hé)作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








