
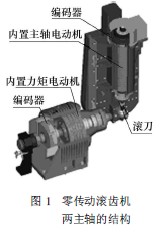
滾齒機加(jiā)工係統的剛度(dù)、固(gù)有頻率和阻尼是影響機床加工精度的(de)重要因素, 也是評定機床質量的重要參數。如何合理地對滾齒(chǐ)機加工係統進行評定, 對機床及其主軸的設計, 以及加工過程中對(duì)誤差的(de)補償都具有重要的意義。本文所(suǒ)研究的YK3610數控零傳動臥式滾齒機工件主軸和滾刀主軸都(dōu)取消了(le)齒輪傳動鏈, 采用了內聯傳動方式, 因此研究零傳動滾齒機加工係統的動態特性成為一項新的研究內容。該滾齒(chǐ)機兩主軸結構的三維圖如圖1所示。這種傳動方式響應時(shí)間短, 傳動效率高, 傳動精度遠遠高於齒輪傳動滾齒機, 因此對於今後提高齒輪加工精度具有重大意義。其傳動精度主要決定(dìng)於反饋裝置的精度, 由於直接驅動隻有很少的運動部件, 所以噪聲很小, 係(xì)統中唯一的磨損(sǔn)件是軸(zhóu)承, 維護減少, 如果(guǒ)軸承采用定(dìng)期潤滑, 整體電(diàn)主軸裝置就(jiù)能達到零維護。
可以看出, 使用零(líng)傳動技術, 機床的結構將會得到最大限度的簡化(huà), 它是機床設計(jì)和製造技術的一次重大革新, 將大幅提高滾齒機床的加工精度和加工效率。
1 滾齒機加工係統剛度動力(lì)學模型
YK3610零傳動滾齒機為臥式加工滾齒機, 在加工過程中工件安裝(zhuāng)在芯軸上(shàng), 芯(xīn)軸裝夾在工件主(zhǔ)軸上, 工件主軸由力矩電動(dòng)機(簡稱DDR 電動機)直接驅動, 為了提高加工過程中主(zhǔ)軸係統的剛度, 減小由於滾齒切削力(lì)作用使主軸變形帶來的加工誤差, 芯軸的末端使用尾座頂尖支撐, 如圖2所示。
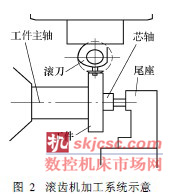
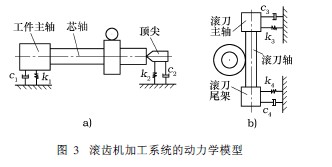
由圖2 可知, 滾齒機在加工過(guò)程中, 與工件有直接關係的是工件(jiàn)主軸、頂尖、滾(gǔn)刀主軸和尾座, 這四(sì)部分的動態(tài)特性將直(zhí)接影響到工件的(de)加工質量, 為了便於分析, 隻考慮影響加工(gōng)精度的動力響應的水平方向(加工誤差敏(mǐn)感方向)的分量。基於以上分(fèn)析(xī), 假定各振動都是線性的, 由於整個係統的(de)振幅和阻尼都比較小, 可認為主軸係統各質量都(dōu)是由(yóu)質量點構成, 滾齒機加工過程的主軸係統簡化(huà)成如下模型: 1)將工件、芯軸和夾具簡化為一體,由於芯軸本身(shēn)的剛度和刀具對工件徑向(xiàng)切削(xuē)力在工件加工質量的同一方向產(chǎn)生相同的影響, 所以將兩(liǎng)者簡化為一個單自由度彈簧係統; 2)由於工件主軸本身的剛(gāng)度在加工過程中對工件加工質量也產生影響, 故將工(gōng)件主軸本身剛度簡(jiǎn)化(huà)為一水平的單自由度彈簧係統(tǒng); 3)尾座頂尖係統的剛度在加工過(guò)程(chéng)中產生水平方向的(de)振動, 是影響工件加工質量的又(yòu)一大因(yīn)素, 同樣將其簡(jiǎn)化為與工件主軸正交(jiāo)方(fāng)向的單自由度彈簧係統。對滾齒機主軸係統剛度簡(jiǎn)化的動力模(mó)型如圖3所示。
2 加工係(xì)統剛度數(shù)學模型
211 各振動體的傳遞函數
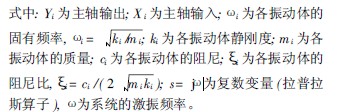
把刀架、尾(wěi)座及工件主軸看作單自由度振動體,各振動體的傳遞函(hán)數可表示為:
212 加工係統剛度傳遞函數
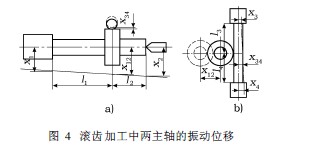
滾齒機在加工過程中, 由於工件主軸、芯軸兩端模態剛度、阻尼和質量不同, 所以在徑(jìng)向切削力的作用下, 工件主軸發生振動位移, 如圖4a所示; 同理滾(gǔn)刀軸(zhóu)也發生了振動位移, 如圖4b所示。
工件在切削力的作用下發生的振(zhèn)動位移x 12為:
x12 = ( x2 l1 + x 1 l2 ) / ( l1 + l2 ) ⋯⋯⋯⋯⋯⋯⋯ ( 2)
滾刀在切(qiē)削力的作用(yòng)下發生的振動位移x 34為:
x34 = ( x4 l3 + x 3 l4 ) / ( l3 + l4 ) ⋯⋯⋯⋯⋯⋯⋯ ( 3)
滾(gǔn)齒(chǐ)切削過程(chéng)中係統發生的振動位移x係統是(shì)由工件振動(dòng)位移和滾刀振動位移兩部分組成的, x係統為:
x係(xì)統= x12 + x34 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ ( 4)
由傳遞函數的定義可知:
式中: G係(xì)統為滾齒機主軸係統的傳遞函數; G 1、G 2、G3、G 4 分(fèn)別為工(gōng)件主軸頭、頂尖、滾刀主軸頭、滾刀尾座係統的傳遞函數; F 為切削力在徑向的分量(liàng)。
式( 5)實際為滾齒機床的平均動柔度(dù), 將式( 1)代入式( 5)並進行整理可得:
式(shì)( 6)是滾齒機主軸係統動(dòng)柔度(dù)的複(fù)數表達形式。但(dàn)是, 此數學模型是在(zài)不考慮(lǜ)芯(xīn)軸和滾刀軸本身剛度、阻尼(ní)、質量和固有頻率的前提下建立的。若把這些(xiē)因素考慮其中, 滾齒機主軸係統動柔度模型將更加複雜。
213 加工係(xì)統數(shù)學模型
由剛度的定(dìng)義可知:
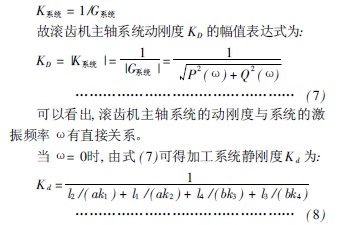
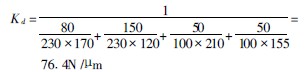
由此可知, 當X= 0時, 式( 8)可作為評定滾齒機床加工係統靜剛度的依據。這證明(míng)了滾齒機床加工係統靜剛度K d 是(shì)加工係統動剛度KD 在激振頻率為零時的特例。當該(gāi)滾齒機床處(chù)於加工(gōng)狀態時, 對加工係統各部件(jiàn)進行(háng)適(shì)當定義, 可預測出(chū)加工係統激(jī)發出來的頻率成分、振(zhèn)幅和阻尼等(děng)。
對各部件的剛度進行測試並(bìng)定義見表1。
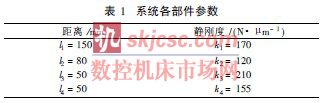
可以(yǐ)得到零傳動滾齒機(jī)加工係統的靜剛度K d 為:
3 零傳動滾齒機加工係統的(de)動態特性試驗
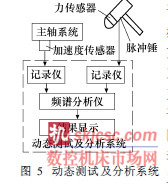
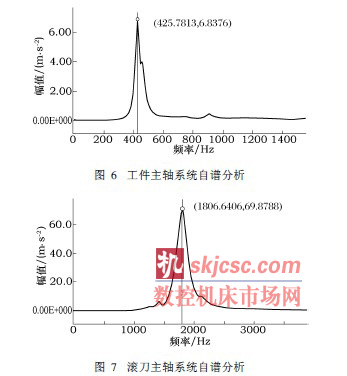
激振試驗是尋找機床動態特性參(cān)數的重要手段,對於(yú)該(gāi)零傳動滾齒機激振試驗而言, 以動態(tài)特性中的頻率為主要研究對象, 試(shì)驗方法(fǎ)如圖5 所示。首先對工件主軸係統和滾刀(dāo)主軸係統分別進行(háng)激振試驗(yàn), 對試(shì)驗結果進行自譜分析如圖6、圖7所示(shì), 圖6中(zhōng)可以看出, 通過激振試驗, 工(gōng)件主軸係統(tǒng)在頻率為425H z處有較高的(de)能量譜, 可由此(cǐ)判斷, 工件主軸係統的固有頻率為425H z。同樣從滾刀主軸係統(tǒng)自(zì)譜分析圖7可知(zhī), 滾刀係(xì)統在頻率(lǜ)1806H z處具有(yǒu)較高的能量譜,但(dàn)是(shì)比較(jiào)圖6和圖7可(kě)知, 滾刀主軸係統的能量普基數明顯高於工件主軸係統, 這說明滾刀主軸係統(tǒng)具有較好的剛度和阻尼, 它有利於工件加工精度的提高。
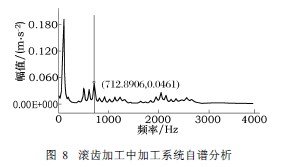
但是根據零(líng)傳動滾(gǔn)齒機的動力學模型和數學模型可知, 處於加工過(guò)程中的滾齒加工係統(tǒng)整體動態特性將會處於滾刀主軸係統和工件主軸係統之間, 即加工係統激發出來的頻率成分應該處於兩者固有頻率成分之間, 圖8所示為加工過程中加工(gōng)係統(tǒng)試(shì)驗結果。該(gāi)試驗中零傳動滾齒機的滾刀主軸轉速為(wéi)535r/m in,滾刀齒(chǐ)數為12, 可知加工中(zhōng)理論上切削頻率應為107H z, 而(ér)試驗中能量譜值最高處的頻率10714H z即可確(què)定為切削(xuē)頻率, 而頻率50716H z、61512H z、71219Hz都可(kě)能為該零傳動滾齒機加工係統激發出來的頻率(lǜ)。
為(wéi)了進一步(bù)找出加工係統的固(gù)有頻率, 在主軸轉速、滾刀齒數等因素不變的前提下, 改變進給(gěi)量, 可以明顯發現, 加工係統在(zài)頻率為50718H z處(chù)能量幅值明顯增大, 可(kě)進(jìn)一步證明, 該頻率即為加工係統的頻率,試驗結果如(rú)圖9所示。
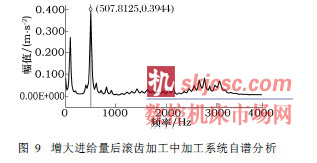
試驗不但證明了該動力學(xué)模型的正確性(xìng), 而且(qiě)可以從試驗中發現, 該頻率(lǜ)處於滾刀主軸係統與工件主(zhǔ)軸係統的固有頻率中間, 而且該頻率在數值上更接近於工件主軸係統的固有頻(pín)率, 因此在低速加(jiā)工時該零傳動滾齒機容易引起工件主軸的(de)較大振動而影響加工精度。試驗表(biǎo)明, 進一步改善工件主軸係統和滾刀主軸係統都能(néng)改善(shàn)零傳動滾齒機(jī)的動(dòng)態特性, 但是提(tí)高工件主軸係統的剛度更有(yǒu)利於(yú)改善加工係統的動態特性。
4 改善零傳動滾齒機動態特性的措施(shī)
1)芯軸與工件主軸的連接采用螺栓(shuān)連接, 螺栓的剛度和連接表麵的粗糙度直接影響加工係統的剛度, 因此(cǐ)可提高工件(jiàn)主軸和芯軸之間的連接剛度。2)芯軸與頂尖之間的連接也直接影響加工係統的剛度, 為了提高工件的加工精度(dù), 頂尖要稍稍偏向加工敏感(gǎn)方向。3)滾刀芯軸與(yǔ)滾刀主軸的連接和(hé)芯軸與工件主軸的連接有相同的要求, 方可提高滾刀係統(tǒng)的剛度。4)滾刀芯軸與尾座的連接也是提高滾刀(dāo)係統剛(gāng)度的關鍵因素, 通過增加墊(diàn)片縮短尾座與主軸之間的距離, 可提高滾刀芯軸的剛度。5)提高工件主軸和滾刀主軸本身的剛度有助於提高滾齒加工的動剛度。如在改變工件主軸軸承的間距或布置方式、在工(gōng)件主軸上附加慣(guàn)性阻尼(ní)器都有利(lì)於提高零傳動滾齒機(jī)的(de)剛度, 改善加(jiā)工係統的動態特性, 提高齒輪加工精度。
5 結語
對機床加工係統中各部件的參數進行合理的定義, 運用這種動力學模型可(kě)以很(hěn)好地(dì)預測機床切削力激發出來的頻率成分, 甚至可以預測到動態性能給機床加工精度帶來(lái)的影響, 這為(wéi)加工中主軸轉速的選擇和進給量的選擇提供了參考; 為改(gǎi)善(shàn)機床結構設計,提高機床加工係統剛度提供了合理的理論基礎; 為進一步研究機床動態特性提供了依據。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








