
一、問題(tí)的提出
齒輪、蝸輪傳動精度(dù)要求越來越高, 對滾齒機的加工(gōng)精度提出了更高的(de)要求; 另方麵, 采用/ 滾(gǔn)剃(tì)珩0工藝成批生產齒輪時, 由於在剃齒和珩齒加工(gōng)中會將一部分幾何偏(piān)心誤差轉化為(wéi)運動偏心誤差, 故也要求滾齒加工具有較高的精度, 以免在剃、珩工序後公法線誤(wù)差超差。
分析(xī)滾齒機加工過(guò)程可以發現, 引起工件周節累積誤差的原因除工件安裝因素以(yǐ)外, 其(qí)主(zhǔ)要(yào)原因一是滾齒機分度傳動鏈的傳動誤差, 二是滾(gǔn)齒機(jī)工作台軸線漂移( 詳見參考文獻(xiàn)[ 2] ) 。另據參考文獻[ 1] 介紹,工件周節累積誤差的2/ 3 是由滾齒(chǐ)機的分度(dù)蝸杆蝸輪副( 特別(bié)是蝸輪的製造(zào)及安裝誤差) 造成的。為此采用各種各樣的滾齒機補償裝置, 來補償滾齒機分度蝸杆蝸輪傳(chuán)動副的傳動誤差, 以達(dá)到提高加工精(jīng)度的目的。現有滾齒機補償裝置有如下幾(jǐ)種型式: 蝸杆竄動式, 行星齒輪式, 凸輪擺杆式和以控製論觀點設計的消除傳動誤差的機械反饋裝置(zhì)等。以上幾種(zhǒng)裝置均是由設(shè)計誤(wù)差修正凸輪, 並改裝機床來形成分度蝸杆的附加轉動或附(fù)加(jiā)軸向竄動, 從(cóng)而造成分度蝸輪的(de)附加轉動來達到補償傳動誤差的目的(de), 均存在機床改裝複雜、需精確銼削修正凸輪(lún)、安裝檢修麻煩等困難, 而且有些裝置還存在著加工不同齒數的直齒輪(lún)需銼削不同升程的凸輪的缺點。
針對上述問題, 筆者設(shè)計了(le)開環(huán)數(shù)控誤差補償裝置, 簡介如(rú)下(xià)。
二(èr)、開環數控誤差補償裝置的結構(gòu)與特點
1. 係統結構
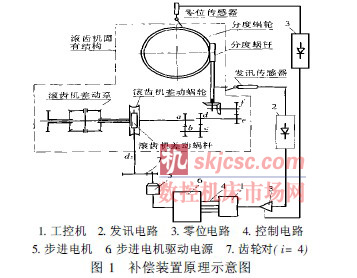
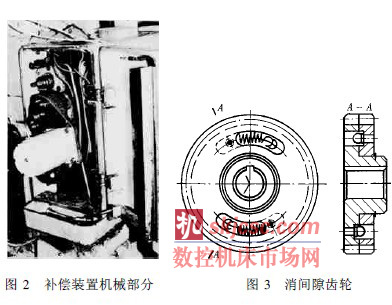
補償裝置原(yuán)理(lǐ)參見(jiàn)圖1, 其由1 台工控機1、發訊電路(lù)2、零位電路3、控製(zhì)電路4、步進電機5 及驅動電源6 和一對降(jiàng)速比i= 4 的齒輪副7 組(zǔ)成。在滾齒機分度蝸輪(lún)蝸杆傳動誤差補償曲線中(zhōng)選定一點作為補償起(qǐ)始點, 再將其對應的工作台位置標定為零點, 並設置零位傳(chuán)感器及零位電路3, 作為補償(cháng)的基準; 在滾齒機差動掛輪箱(xiāng)中取下差動掛輪架, 在(zài)原安裝差動(dòng)掛輪架的位置安裝重新設計的托架, 托架上裝有步進電機5,步進電機5 的軸與滾齒機差動係d2 軸(zhóu)( 滾齒(chǐ)機差動係差(chà)動蝸杆輸入軸) 通(tōng)過一對(duì)降速比i= 4 的齒輪副7 相連( 如圖2) , i = 4 齒輪副7 主要作用是起係統連接作用, 同時也(yě)可降低步進電機5 的脈衝當(dāng)量。圖2 所示表明機械裝置安裝簡單, 整個安裝過程僅需幾分鍾, 且不需作任何(hé)調整, 為消除(chú)齒輪副的正反轉的傳動(dòng)間隙,固定在d2 軸上(shàng)的大齒輪設計為如圖3 所示的消間隙齒輪。
2. 工作原理
首先精確檢測並擬合出滾齒機分度蝸輪蝸杆傳動(dòng)誤差曲線, 然後將相(xiàng)應的補償曲線按分度蝸輪轉角(jiǎo)離散化, 並(bìng)存入(rù)工控機1 的EPPROM 中; 在加(jiā)工直齒時,根據加工齒數按(àn)加工斜齒配置分齒掛輪及選擇(zé)差動離合器, 根據加工中分度蝸輪的不同轉角(jiǎo), 用工控機1 查找出相(xiàng)應轉角的補償脈衝值, 驅動步進電機5 高速正反轉, 將相應誤差修正量經i = 4 的齒輪副7, 輸入到d2 軸上, 此補償運動經滾齒機差動蝸輪蝸杆副傳遞,在滾(gǔn)齒機運動合成機構中與主(zhǔ)運動合成, 經分齒掛輪a、b、c、d、e、f和一對錐齒輪, 共同驅動分度蝸杆, 這樣(yàng), 分度蝸杆除主運動以外, 還迭加了一個從差動傳動鏈傳來的高速附加轉動, 從而使分度(dù)蝸輪產生附加(jiā)轉動來(lái)補償其傳動誤差。
3. 工作過程描(miáo)述
首(shǒu)先向工控(kòng)機1 輸入要加工的(de)齒(chǐ)輪齒(chǐ)數, 由工控機1 根據存入的離散(sàn)化(huà)的(de)分度蝸輪蝸杆傳動(dòng)誤差補償曲線及相應的脈衝當量自動計算出相應於蝸輪(lún)每齒的補償正反轉步(bù)進脈衝數; 按下補償開關後, 在工作台轉到(dào)設定零位時(shí), 由(yóu)零位電路3 發出補償允許信號, 這時補償係統開始(shǐ)工作, 由發訊傳(chuán)感器在分度蝸杆每轉一(yī)周時發出一個訊號, 經由發訊電路2 處理後送(sòng)至工控機1, 由工控機1 的累加器計算出分度蝸輪距離零位的轉角, 然後根據分度蝸輪轉角查得相應誤差修正脈衝量, 接著(zhe)由控製電路4 控(kòng)製步進電源(yuán)6, 驅動步進(jìn)電機5 高速帶(dài)動(dòng)固定在滾(gǔn)齒機差動(dòng)係d2 軸上的消間隙(xì)齒輪, 通過運動合成機構產生分度蝸(wō)輪的附加(jiā)轉動來補(bǔ)償工作台對應該(gāi)轉角位置的傳動(dòng)誤差, 工控機1 完成此工作後返(fǎn)回待命狀況, 等待發訊電路2 下一個信號的來臨, 並在(zài)累加數等於分度蝸輪齒(chǐ)數時將累(lèi)加器重置為初始值。形象一點的描述, 可把工(gōng)控機1 加步進電機5 的組合(hé)認同為一個補償(cháng)的“數字(zì)凸輪”。
三、開環(huán)數控(kòng)誤差補償裝(zhuāng)置補償(cháng)效果(guǒ)驗證
1. 驗(yàn)證條件(jiàn)簡述
1) 驗證用機床( 見表1、表2)

2) 切削齒坯(pī)
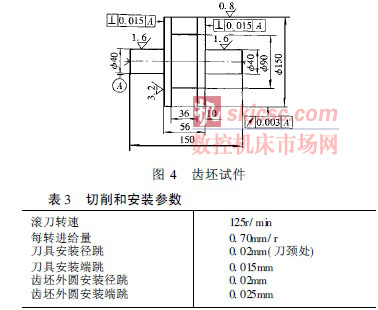
由於滾切加工時, 影響(xiǎng)工件周節累積誤差因素較多, 如每次工件的安裝偏心就帶有隨機性, 為盡可能地使有(yǒu)補償與無補償試(shì)驗中各項條(tiáo)件及工藝係統各特性參數相同, 保(bǎo)證可比性, 設(shè)計了如(rú)圖4 所示(shì)齒坯製造基準、加(jiā)工安裝基準與(yǔ)測量基準重合(hé)的高精度雙聯齒(chǐ)坯(pī)試件, 以保證在相同安裝條件下安裝(zhuāng)夾(jiá)緊、加(jiā)工(gōng)及測量。在加工(gōng)中一次走刀加工出兩片輪齒, 僅僅(jǐn)區別在加工一片(piàn)輪齒時不加補償運動, 加工(gōng)另一(yī)片輪齒時加上補(bǔ)償運動, 這(zhè)樣, 通過從同一位置開始測量雙聯齒輪的二片輪齒(chǐ)的周節累積誤(wù)差就可(kě)以比較補償效果。
3) 切削和安裝參數( 見表3)
4) 測量儀器
使用德國進口891E 齒(chǐ)輪測試中心: 測(cè)量誤差0. 001mm。
2. 補償效果(guǒ)
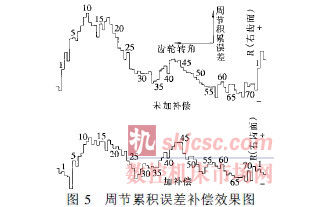
1) 齒輪(lún)周節累計誤差的補償效果( 實驗1)加(jiā)工(gōng)試件為m= 2, Z= 73 齒坯( 如圖4) , 試(shì)驗結果如圖5( 圖上數字表示從起(qǐ)點開始齒數) , 可以看出,齒輪周節累積誤差由未加補償的0. 051mm 減小到有補償的0. 031mm, 效果相當顯著(zhe), 但誤差曲線出現雙峰特征。為檢驗圖5 所示的試(shì)驗結果是否存在偶(ǒu)然性,加工了約10 個各種齒數( 模數均為2, 避免換刀) 的如圖4 所示的齒輪。結(jié)果發現, 補償效果都很顯著, 降低誤差幅(fú)值均達30%~ 50%, 且各齒輪(lún)的周節累積誤差的曲線相(xiàng)位具有很好的一致性, 也幾乎在同一相位出現雙(shuāng)峰誤差。
2) 機床工作台回轉軸(zhóu)線漂移造成幾何偏心的補償 ( 實驗2)
由(yóu)文(wén)獻[ 2] 可以得知, 誤差(chà)/ 雙(shuāng)峰0現象的出現是由於機床工(gōng)作台回(huí)轉軸線漂移造成, 工作台軸線漂移造成二方麵(miàn)的誤差: 其中引(yǐn)起分度蝸輪蝸杆中心距(jù)Af 脈動造成的傳動誤差已包含在分(fèn)度(dù)蝸(wō)輪蝸杆傳動誤差曲線中, 在實驗1 中已得到修正; 而引起加工齒輪與刀具中心距Ao 脈動造成的類似於幾何偏心特征的傳動誤差如(rú)何補償, 以前未見有文獻報(bào)道。
文獻[ 4] [ 7] 中曾(céng)介紹用幾何偏心來補償運動偏心, 從而使齒輪左右齒麵周(zhōu)節累積誤差均減小的方法; 類似地(dì), 試采用人為造成運動不均勻來觀察是否可補償由於Ao 脈動引起的類似幾何偏心特(tè)征的周節累積誤差。
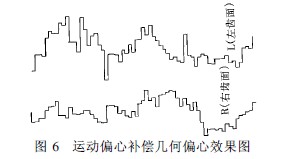
加工(gōng)試件仍采用m= 2, Z = 60 齒(chǐ)坯( 如圖4) 。補(bǔ)償方法為在補償(cháng)曲線的基礎上, 在周節累積誤差曲線(xiàn)中對應的二個低窪區相位迭加二個正三角(jiǎo)波誤差修正量( 幅值均為0. 02mm) 。
實驗結果見圖6, 可看出, 試件(jiàn)左、右齒麵在迭加補償波後累積誤差分別為0. 026, 0. 023, 均達到JB179 ) 83 規定的5 級(jí)精度, 雙峰形狀有了明顯改善。實驗證(zhèng)明, 用人為造成的運動不均(jun1)勻也能補償由具有幾何偏心特征的(de)誤差所造成的齒輪周節累(lèi)積(jī)誤差。
3) 補償(cháng)效果對後續(xù)工序(xù)的影響( 實驗3)圖7 剃齒後周節累積誤差滾齒後一般還有剃齒、珩(héng)齒工序, 將對齒輪周節累積誤差均造成一定(dìng)的影響,對實驗2 中已切齒的試(shì)件進行剃齒加(jiā)工, 然後(hòu)測量齒輪周節(jiē)累積誤差, 實驗結果見圖7。對比圖6, 可以看出, 雙聯齒坯中經過(guò)補償的齒輪片右齒麵的周節累積誤差幅值(zhí)無明顯變化, 但左齒麵周節累積誤差值略有增加(jiā), 但仍穩定在5 級精度 ( JB179 ) 83) 。而未加補償的齒輪片在剃齒後周節(jiē)累積誤差曲線改變很大, 很大程度上改變成了(le)單峰形狀,且誤差(chà)幅值有所增大, 實驗(yàn)用m= 2, Z = 60 未加補償的輪齒在剃後周節累積誤(wù)差幅值為0. 046mm, 眾所周知, 剃齒加工糾正的是齒輪周節累積(jī)誤差中的幾何偏心部分, 並會(huì)將部分幾何偏心誤差轉化為運動(dòng)偏心誤差(chà), 由此可以認為, 經過補償的齒輪片在剃齒前、後, 輪齒左、右齒麵周節累積誤差形狀、大小基本上無什麽變化, 說明該齒輪在滾齒後已基(jī)本上沒有Ao 脈動的影響(xiǎng), 進一步驗證實驗2 中用運動不(bú)均勻(yún)來修(xiū)正Ao 脈動引起的幾何偏(piān)心誤差是成功的。從這個角度也(yě)可看出開(kāi)環數控補償的價值(zhí), 即不但能方便地補償運動的不均勻(yún), 還能方便地創(chuàng)造一個不均勻的運動來補償Ao 脈動引起的誤差, 使齒輪在滾、剃加工後能穩定(dìng)地達到5級精度( JB179 ) 83) 。這對采用/ 滾剃珩(héng)0 工藝加工齒輪時, 防止齒輪公法線超差具有十分重要的意義。

四、結論
1. 用數控開環補償係統補償滾齒機範成誤差的低(dī)頻部(bù)分( 特別是分度蝸杆蝸輪副的傳動誤(wù)差) 效果是顯著(zhe)的。平均降低齒(chǐ)輪周節累積誤差30% ~ 50% , 使原隻能加工(gōng)8 級精度(dù)的舊(jiù)滾齒機可以穩定地加(jiā)工(gōng)出周節累積誤差精度為5 級的齒輪, 而且有足夠的精度儲備(bèi),在(zài)經過剃齒加(jiā)工後, 累積誤差仍可(kě)穩定在5 級精度以內( JB179 ) 83) 。
2. 機床工作台軸線漂移可引起加工工件的徑向和切向誤差。軸(zhóu)線漂(piāo)移(yí)誤差中Ao 脈動是1B1 反映在(zài)工件(jiàn)周節累積誤差中, 影響(xiǎng)十分大, 設計的開(kāi)環數控係統可(kě)以方便地減小工作台軸線漂(piāo)移引起的誤差, 這在國內(nèi)尚末(mò)見報道。
3. 實踐證明, 設計的數控開環補償係統設計合理,性能可靠, 操作方便, 且對機床無任何改動( 甚至於不在機床上鑽一(yī)個安裝孔) , 特別是在試切幾個齒坯測量後, 可以方便地對一些共性(xìng)問題作局部調整, 極大地提高了工作效益, 一般工廠均可方便地使用, 且造價不高, 具有一定的推廣價值。
4. 由(yóu)於數控開環補償係統占用了滾齒機的(de)差動係統, 故它隻能補償加工直齒輪及蝸輪, 不能補償加工斜齒輪及齒數> 100 的(de)質數直齒(chǐ)輪。
如(rú)果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






金馬")

