
引言
新型飛機的設(shè)計采用了更多的複合材料,同(tóng)時也采用了(le)更多(duō)的鈦合金。在裝(zhuāng)配飛機時,與鋁合金相比,鈦合金與複合材料的兼容性更好。因此,波(bō)音787夢幻客機采用了50%的複合材料(按重量計),同時也采用了15%的鈦合金。與以前的(de)波音777相比,波音787的鈦合金使用量大幅增加。
圖1 鈦合金(jīn)飛(fēi)機零件的(de)加工

圖2 典型的鈦合金飛機零(líng)件
獲(huò)得足夠的鈦合金材料,以滿足新一代飛機的需求,是一(yī)種困難的挑戰。隨著(zhe)需求的增加,鈦金屬的價格不斷上漲,新的鈦合金生產能力也在不斷形成。但是,迄今為止,鈦合(hé)金零件的切(qiē)削加工問題尚未很好解決。盡管沒有人能夠提供確切的數據,但目前的鈦合金加工能(néng)力似乎不(bú)太可能(néng)滿足正源源不斷推向市場的各種(zhǒng)新型(xíng)飛機的需求,這些(xiē)飛(fēi)機使用鈦合金材料的比例(lì)普(pǔ)遍較高(gāo)。無論如何,航空工業供應鏈必須(xū)努力提高鈦(tài)合金加工能力。市(shì)場需求要求加(jiā)工車間以(yǐ)更快的速度,加工比(bǐ)以往更(gèng)多的(de)鈦合金航空(kōng)零件。
波音研究與(yǔ)技術團隊(BR&T)是研究如(rú)何加工(gōng)鈦合(hé)金的領軍團(tuán)隊之一。該團隊的研究人員開發(fā)了各種高效加工鈦合金的技術,然後將其轉讓給波音公司的零部件供(gòng)應商。
圖2所示為一種典型是鈦合金飛機零件。飛機的大型結構件通常由許(xǔ)多凹腔構成,結構件的加(jiā)工主要是加工凹腔,包括銑削各種側壁和肋板。用於新型客機(如(rú)波音(yīn)787)的這種凹腔特別深,因為(wéi)一(yī)些深凹腔鋁合金零件已(yǐ)被鈦合金零件所取代(dài)。因此,鈦合金零件的凹腔加工具有更大的挑戰性。
加工鋁合金時,對於特定形狀的凹腔(如圖2所示零件),可(kě)能並不需要分別進行粗加工和精加工。航空工業製造商已經掌握(wò)了以相對穩(wěn)定的徑向(xiàng)切深精密切削鋁合金的技術,可以采用很大的(de)切深量,高效加工出側壁或肋板。但鈦(tài)合金的(de)加工卻完(wán)全不同。銑削鈦合金凹腔時,很慢的切削速(sù)度意味著,為了有效去除(chú)大量工件材料,仍然需要分別進行粗加工和精加工。其結果(guǒ)是,高效加工鈦合金零件包括(kuò)一係列不連續的加工步驟,而每道工序都需要采用不同的、經過驗證的加工技術。
BR&T以及刀具供應商已經開發出了一些鈦合金加工技(jì)術。應用結果表(biǎo)明,高(gāo)效加工鈦合金飛機零件並不一定需(xū)要新型機床乃至(zhì)特定類型的機床。而且,並不一定需要很高的(de)加工成(chéng)本。這些(xiē)加工技術可以單獨(dú)應用,但(dàn)如果將(jiāng)其集成到一(yī)起,就可(kě)以(yǐ)形成一種截然不同的鈦合金銑削工藝,它不僅可以(yǐ)縮短加工時間,而且還能顯著節省加工成本。
精加工側壁和肋板的8:1準則
多刃立銑刀是高效銑削鈦合金飛機零件最基本的刀具。BR&T的(de)研究人員解釋說,該團隊確定的“8:1準則”,是決定如何使用多刃立銑刀的基本指導原則之一。
在精加工中,多刃立銑刀能獲得(dé)很高的金屬去除率。對於鈦(tài)合金零件,要求粗加工和精加工分步進行。鋁合金零(líng)件的加工則與(yǔ)此不同(tóng)。銑削(xuē)鋁(lǚ)合金時,允許采用(yòng)的切(qiē)削速(sù)度和切屑負荷可以獲(huò)得很(hěn)高的金屬去除率(lǜ),即便多刃立(lì)銑刀適(shì)用於(yú)精加工。但在(zài)加(jiā)工鈦合金時(shí),實際采用的最大切削速(sù)度和切屑負荷要低得多。因此,為了達(dá)到足夠高的金屬去除率,就(jiù)必須采用其他一些加工策略(luè),如采(cǎi)用大切深(shēn)進行粗加工。精加工時,由於粗加工後側壁或肋板已變(biàn)得(dé)相當薄,以至於必須減小(xiǎo)切(qiē)削(xuē)力,因此不(bú)再可能采用大切深。提(tí)高精加工生產率唯一可行的策略是提高進給率。采用具有足夠多切削刃的立(lì)銑刀就可以做到這一點,因為這種刀具可以(yǐ)通過少量增(zēng)加切(qiē)屑負(fù)荷而獲得很高的金屬去除率。
多(duō)少切削刃比較合適?答案是:越多越好。現在,許多刀具製造商都能提供10刃(rèn)立銑刀(圖3)。一把直徑25.4mm的10刃立銑刀以(yǐ)122m/min的表麵切削速度和0.076mm/齒的切屑負荷進行加工時,其進給率可以(yǐ)達到(dào)1168mm/min。BR&T能以這種切削速度和進給率,實現鈦合金的常規精銑加工,並正在對一種45刃立銑刀(圖4)進行試驗。

圖3 這種10刃硬質合金立銑刀是精加工鈦合金肋板的基本刀具之一,可獲得很高的(de)金屬去除率

圖4 與10刃或20刃立銑刀相比,這種正在試驗的45刃立銑刀可獲得更高的金屬去除率(lǜ)
這些多刃精加工刀具的缺點(diǎn)是排屑性能不佳,這主(zhǔ)要是由於切削刃之(zhī)間空間(jiān)狹窄(zhǎi)造成的。為了彌(mí)補這一缺陷,切屑負(fù)荷一般必須保持在0.076mm/齒,為了留出足夠的排屑空(kōng)間,直徑25.4mm的10刃銑(xǐ)刀的徑向切深必須不超(chāo)過0.89-1.27mm。
至於軸向切(qiē)深(shēn),正是8:1準則要解決的問題。由於該準則是根(gēn)據被加工肋板與其最終尺寸的(de)接近程度來確定切深量的,因此,它(tā)在本質上(shàng)確定了銑削鈦合金凹腔時,粗加工與精加工走(zǒu)刀量(liàng)之間的區別。
(1)8:1準則的定義
8:1準則可(kě)以表述為:最大軸向切深不應大於鄰近切削處(chù)的側壁或肋板剩餘厚度的8倍。例如:要求將一個凹腔的側壁厚度加工到1.27mm。粗加工預留了足(zú)夠大的壁厚餘量,即經過粗加工(gōng)後,仍有3.18mm的壁厚尺寸。側壁加工到該厚度時,在鄰近側壁處銑削(xuē)進刀可以采用最大為壁厚尺寸8倍的軸(zhóu)向切深量——即25.4mm。(波音公司表示,25.4mm也是對應於前麵提到的122m/min切削速度的最大軸向切深量。)沿著側壁進刀精銑,然後達到最終壁厚尺寸1.27mm。這些進刀深度也可(kě)以小於剩餘壁厚尺寸(cùn)的8倍(bèi)。在這種情況下,最大切深為10.16mm(1.27mm的8倍(bèi))。
采用這一倍率的(de)原因,是為了(le)避免變形引起的加工偏差。BR&T通過實驗來確定一種選擇切削深度的指導原則,該準則能統一適用(yòng)於波音飛機零部(bù)件可能要求的側壁和肋板高度與厚度的整個尺寸範圍。圖5所(suǒ)示為該實驗所(suǒ)用的兩塊肋板時間。其中較厚的肋板厚度達到6.35mm,因此可認為,在工(gōng)件上測得的任何厚(hòu)度偏差都是由刀具磨損變形引起的。因(yīn)此,該試件為了解(jiě)刀具(jù)變形的單獨(dú)影響(xiǎng)提供了基(jī)準。與(yǔ)之相比,按照8:1準則,以(yǐ)6.35mm的軸向切深(倍率為8.35:1)銑削厚度為0.76mm的薄肋板時,刀具和工件的(de)變形都可能引起厚度偏差。但是測量結果表明,其加工尺寸非常穩定(圖6)。對於這塊薄肋(lèi)板來說,其總的厚度偏差(chà)實際上小於僅僅(jǐn)由刀(dāo)具本身(shēn)變形(xíng)造成的基(jī)準偏差。BR&T的研究人(rén)員解釋說,銑削鈦合金時之所以要采用8:1的切深,是因為鈦是一種粘性很(hěn)大的金屬材料。如果將(jiāng)同樣的準則應(yīng)用於銑削鋁合(hé)金,其倍率應為4:1。
(2)以(yǐ)多次向下(xià)進(jìn)刀(dāo)方式精銑凹腔
以這種方式限製切深意味著,精(jīng)銑深凹腔的(de)側壁時(shí),必須采用連續遞增的(de)多次進刀方式。這與通常采用的凹腔壁(bì)加工方式有很大的不同。通常情況下,這種加工是通過在凹腔的全深度上一次走(zǒu)刀來完成(chéng)的。有時,這種加工方式被認為不僅效率更高,而(ér)且有利於提高凹腔表麵質量,因為它能消(xiāo)除各次進刀之間形成的進給刀痕。但波音公司認為,這兩種說法都不正確。
一般來說,以全切深一次走(zǒu)刀進行銑削要求采用很小的進給率(25-75mm/min),相應的金屬去除率約為2.5mm3/min。與之(zhī)相比,以1,168mm/min的進給率,按8:1的(de)切深多次進刀進行(háng)銑削,可以達到50mm3/min的金屬切除(chú)率。雖然這代表加工效率提高了20倍,但還僅僅是提高(gāo)生產率的(de)開(kāi)始。無支撐的側壁和肋板在全深度走刀銑削時(shí)通常會產生振動,因此需要通(tōng)過重複走刀(“浮動”走刀),來清除因工件振動位移而未能切除的殘留餘量。由於這個原因(yīn),這種振動往往會導(dǎo)致厚度尺(chǐ)寸難以控製,而且,為了去除加工表麵留(liú)下的振紋(它與(yǔ)通常無害的進給刀痕不同),必須增加手工(gōng)修磨工序。8:1加工方(fāng)式不僅能提高凹腔銑削速度,而且可以避免這些附加工序(圖7)。
但是,振動仍然是一(yī)種威脅。為(wéi)了在從(cóng)毛坯逐(zhú)漸銑削出凹腔的加工過程中盡量減小振動,應該從側壁或肋板的(de)兩側交替連續進刀銑削(圖8)。圖8中的數字表示精(jīng)加工肋板時,將要依次(cì)切除的工(gōng)件材料(liào)區(qū)域的順序。在以較大的軸向切深進行粗銑走刀後,接(jiē)著以較小的軸向切深進行精銑走刀。加工中,肋板的剩餘部分始終受到未切除材料的支撐,隨著這些區域的工件材料按照圖示順序被依次切除,肋板逐漸(jiàn)形成。事實上,這種交替進行粗銑(xǐ)和(hé)精銑的加工方法可以最(zuì)大(dà)限度地(dì)為肋板提供支撐,以減小振動。這種肋板成形方(fāng)式意味著,在每一個連續切削層,刀具無需再次接觸肋板,因為刀具已經下降到凹(āo)腔的下一個切削層。
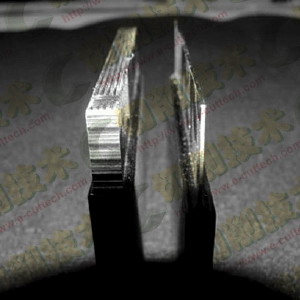
圖5 這兩塊肋板用於測試8:1準則的有效性。在銑削其中的厚(hòu)肋板時,工件的任何偏(piān)差都可假定(dìng)為是由刀具變形引起的。而在8:1的切深(shēn)銑削薄肋板時,總的厚度偏差甚至比銑削厚肋板時(shí)更小,完全符合切削穩定性要求
圖6 銑削兩塊不同厚(hòu)度肋板的尺寸偏差對比
圖7 以全切深一次走(zǒu)刀銑削凹腔壁(左)需(xū)要花費更長切削時間(jiān),且容(róng)易引(yǐn)起薄壁振動。而以8:1的切深。逐次向下進刀銑削(右),則是一種(zhǒng)加工速度更快(kuài)、質量更穩定的凹(āo)腔精加工(gōng)方式(shì)
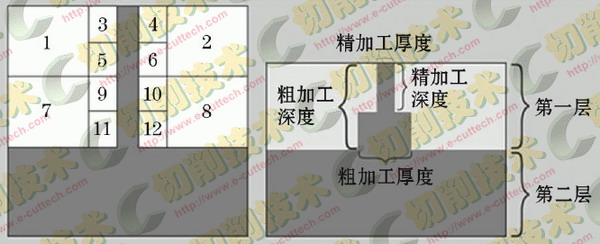
圖8 8:1準則不僅可應用於垂直向下銑削,還可(kě)應用(yòng)於粗銑與精銑交替進(jìn)刀
(3)45刃立銑刀
為了進一步提高精銑凹腔的生產率,BR&T一直在進行試驗,探究(jiū)在立銑刀圓周上有可能排(pái)列多少切削(xuē)刃。圖4所示的45刃立(lì)銑刀直徑為50.8mm,為了提(tí)高刀具製(zhì)造的(de)成本效(xiào)益,該立銑刀采用了空(kōng)心刀體,以減少硬質合金材料使用量。這種45刃立銑刀可在表麵切削速度120m/min、每齒進給量0.076mm時,采用大於2,540mm/min的進給率。
不過,仍然存在一(yī)些(xiē)有待解決的(de)難題。在這種切屑負荷下,較大的刀具直徑使徑(jìng)跳誤差變化量增大到難以(yǐ)接受的水平。波音公(gōng)司研究人員仍在(zài)試驗(yàn)如何使這種刀具設計更具實用性,以便能將其應用於生產之中。該刀具(jù)代表(biǎo)了在精加工鈦合金時,多切削刃(45刃)立銑刀目前可能達到的加工速度水平(píng)。
快速去除凹腔材料
8:1準則是關於如何(hé)用(yòng)多刃立銑刀快速精銑鈦合金凹腔。而鈦合金凹腔的粗(cū)銑加工需要考慮哪些問題呢?如果飛機零部件是用整件毛坯(pī)加工而(ér)成,那麽,在可以應用8:1加工方法進行精銑之前,首先必須對毛坯進行粗銑,去除凹腔部位的大量工件材料。
刀具供應商山特維克可樂滿(mǎn)公司有一個致力於航空零部件切削加工(gōng)的研究團隊。該(gāi)團隊正在努力開發(fā)和評(píng)估一些高效切削鈦合金飛(fēi)機結構零部件的加工技術。該公司的研究人員表示,粗銑加工時,為(wéi)了(le)去除鈦合金凹腔(qiāng)的工件材料,基本上有三種可選加工方式:①鑽削和成形銑削;②以遞增切深(shēn)進行斜坡銑削;③鑽(zuàn)削和插銑。一(yī)般來說,在這三種(zhǒng)加工方法中,第一種方法加工效率最高,而其他兩種方法則能(néng)加工形(xíng)狀比(bǐ)較(jiào)複雜的凹腔。
(1)鑽削和成形銑削
這種加工方法是:首先在凹腔部位鑽(zuàn)削一個大直徑的起始孔。為了便於清除切屑,所鑽的孔應(yīng)該盡可能大一些(xiē),至少不小於用於粗銑凹腔其餘部分的銑(xǐ)刀(dāo)直徑的1.3或1.4倍。然後,將粗銑刀伸入孔中,但伸入的深度應(yīng)該小於孔深——要為後續的底部精加工留出大約5mm的餘量。銑刀從預鑽孔中開(kāi)始向外銑削,通過連續走刀加工出凹腔深度。對於鈦(tài)合金工件(jiàn)凹腔的粗銑加工,這種加工方式(shì)的材料去除率最高。不過,它要求凹腔的形狀比較簡(jiǎn)單,對於任何在加(jiā)工時需要換刀,或者凹腔的某些部分需要逐次分層(céng)加(jiā)工的廓形或特征,都(dōu)不適(shì)合采用這種加工方法。該方法還要求工藝穩定性好,即凹腔應該比較淺,刀具的懸伸長度不應超過其直徑的4倍。如果被加工凹腔較深,或者因為其他原因導(dǎo)致工藝剛性(xìng)不(bú)足時,選(xuǎn)擇其他兩種加工方(fāng)式之一可能效果更好(hǎo)。
(2)斜坡銑削和(hé)插補銑(xǐ)削
這種加工方式不需要預鑽孔。它隻需使用一種刀具。這種(zhǒng)銑刀以坡走方式切入工(gōng)件材料,並插(chā)補銑(xǐ)削去除凹腔的(de)一層材料,然後坡走切入(rù)下一(yī)層材料。由於(yú)切深較小,因此(cǐ)這種加(jiā)工方法最適合剛性較差的機床(如(rú)某些40錐度的機床)。該加(jiā)工方法可(kě)用於大進給銑削,但采用圓形刀片的銑刀可以更大的切(qiē)削參數進行斜坡銑削。對於(yú)因輪廓形狀導致各處深度不同的凹腔,這種加工方法比上述鑽削和仿形銑削加工方法效(xiào)率更高。
(3)鑽削和(hé)插銑
這種加工方法可以(yǐ)解決許多加工難題。與第一種方法一樣,首先也需要鑽一個預(yù)孔。不過,此後機床本質上(shàng)一直是在進行鑽削操作——用一把插銑刀或一支能勝任這種加工的鑽頭進行重疊插銑(xǐ)或插鑽。對(duì)於任何加工中心來(lái)說,Z軸通常具(jù)有最好的剛性,因此,采用該方法,能在剛性較差的機床上加工鈦合金凹腔。對於要求刀具懸伸(shēn)長度達(dá)到4倍直徑以上的深凹腔加工,這種方法也非常適合。
當然,這種方法也有一個缺點,就是在沿著凹腔輪廓線插(chā)銑時,各次走刀之間的交疊處(chù)會留(liú)下廓(kuò)形尖點(diǎn),必須通過單獨的工(gōng)序予以去除。
(4)轉角問題(tí)
上述前兩種加工方法——鑽削和(hé)成形銑削,以及斜坡和插補銑(xǐ)削——都共同麵臨轉角(jiǎo)的問題。采用(yòng)直角轉向方式來加工內轉角,會大大增加徑向切深,可能會導致刀具磨(mó)損加劇(jù)、破損幾率增大,或在轉角處產生不受歡迎的顫振紋路——更不(bú)用說還會增加工藝的不(bú)可預測性,使其難以實現無人值守的自(zì)動化加工。因此,山特維克可樂滿專家推薦(jiàn)的加工方案幾乎完全無需轉角。具體地說,銑刀並不是平行於凹腔壁走刀銑削,而是以圓形(xíng)刀軌向外銑削(圖9、圖10),直至凹(āo)腔壁確實不得不用直線刀(dāo)軌加工時為止。
圖(tú)9 圓形刀軌可使刀(dāo)具負荷處處保持恒定(dìng)

圖10 圖中的刀軌轉向有很多是不必(bì)要的,在刀具實際加工到凹腔壁之前,刀軌(guǐ)並不需(xū)要與凹腔形狀保持一致
圖11通(tōng)過“逐層清角”,用一把小直徑銑刀,進行一係列圓弧逐次縮短的走刀,可(kě)以初步去除凹腔轉角的(de)工件材料
采用圓弧半徑恒定的刀軌可使切屑負荷和徑向切(qiē)深最大化,因為在這種螺旋線刀軌的每一處,作用於刀具上的切削負荷都始終保持穩定。當(dāng)銑刀到達凹腔壁時,為了適應刀軌方向更急劇的變化,可能(néng)需要改變進給率——但(dàn)即便在此處,銑刀刀軌也應該采用能完全避開內轉角的大直徑圓(yuán)弧。
那麽,在轉角處殘留的粗加工餘量應該如何去除呢?專家建議采用一種稱(chēng)為“逐層清角”的加工方法——它也可以用於去除前述3種凹腔加工方法之一加工後在轉角(jiǎo)處殘留的工件材料。
(5)逐層(céng)清角
逐層清角是一(yī)種半精加(jiā)工方法,它是用一把小直徑銑刀,通過一係列越來越短的圓弧刀軌,向下(xià)銑出越來越小的轉角半徑,逐層清除轉角處的工件材(cái)料。
如圖11所示,每一段圓(yuán)弧都代表一(yī)次徑向切深很小的走(zǒu)刀。這種小切深走刀可采用相對較高的進給率。不過,隨著銑刀越來越接近轉角(jiǎo),徑向切深逐(zhú)漸加大,因此,進給率也應該相應降低。最終,將加工出一個比刀具半徑略大的轉(zhuǎn)角半徑。由於“逐層清角”隻是(shì)對轉角的半精加工,因此還需要采用插銑和刮削方法對轉角(jiǎo)進(jìn)行後續精加工(gōng)(見下(xià)節)。
逐層清角加工方法不僅適用於銑削(xuē)直角轉角,而且也適合加工銳角轉角。隻是在銑削銳角轉角時,為了清除粗加工留下的額外餘量,需(xū)要進行更多次逐層走刀。
圖12 凹(āo)腔底(dǐ)部應預留較大餘量,並采用中心向外擴展的螺旋刀軌進行加工
(6)底部加工
在去除鈦合金凹腔材料時,還有一個需要考慮的重要問題是(shì)凹腔(qiāng)底部(bù)的加工。與(yǔ)凹腔側壁的加工不同,凹腔底部可以直接銑削至其最終尺寸(cùn)。雖然(rán)精銑底部需要去除(chú)更多的餘(yú)量,但許多加工車間仍習慣於(yú)將其視為(wéi)精加工的一部分。
加工專家認(rèn)為,銑削鈦合金航空零(líng)件時,在凹腔底部預留5-6.35mm的餘量是一種正確的做法。較大的餘量(liàng)有利於對很薄的底部起到支撐作用,減小切除工件材料(liào)過程(chéng)中產生的振動。
為確保切削的穩定性,應采用從預鑽孔中心向外環狀擴展的螺旋刀軌,將凹腔底部加工至精加工深度(圖12)。這樣,在切除餘量的旁邊總有尚未切除的餘量在提供支撐作用——一直向外加工到由相鄰的側壁提供支撐的位(wèi)置,隨後,或許將采(cǎi)用前(qián)述(shù)的8:1準則對側壁本(běn)身進行精銑加工(gōng)。

圖13 此圖說明了為何要在精銑凹腔側壁之前精銑轉角。如果不先切除轉角處的工件材料,當銑刀進入轉角時,徑向切深就會顯著增大,除了會影響刀具壽命外,工件表麵粗糙度可能也會惡化(huà)圖14 在(zài)插銑和清根加(jiā)工(gōng)中,切削刃上的棱帶對(duì)插銑加工有益(yì),但對清根加工不利,因此可用同一種銑刀(圖右)的“有棱帶”和“無棱帶”型式分別進行加工
轉角的精加工——插銑和(hé)清根
雖然“逐層清角”加工可有效去除凹腔轉角(jiǎo)的大部分工件(jiàn)材料,但如何實現內轉角的高效精(jīng)加工,並獲得良(liáng)好的表麵光潔度和尺寸精度,也必須(xū)予以(yǐ)認(rèn)真考慮(lǜ)。如果(guǒ)直接采用(yòng)與精加工凹腔側壁相同的銑刀對轉角進行精加工,可能很(hěn)難滿足上述要求。
精銑鈦合金凹腔時,必須將轉角加工看(kàn)作一項完全獨立的工序,通(tōng)常在精銑側(cè)壁之前進(jìn)行。這是(shì)因為,以(yǐ)很小的徑向切(qiē)深進行切削的銑刀一旦進入轉角處,與工件的接觸麵積(吃刀(dāo)量)就會顯著增大(dà)(圖13),在這一區域,即使刀具沒有(yǒu)因切削負荷增大而損(sǔn)壞,也可能會(huì)發生顫振和撓曲。
要單獨、安(ān)全地精銑鈦合金凹(āo)腔轉角,可以采用兩種加工方法,一種(zhǒng)是慢速側(cè)銑,另一(yī)種是插銑。這兩種(zhǒng)方(fāng)法可能都要采用(yòng)大長徑比的銑刀,因為該銑刀(dāo)不能大於內轉角的規定半徑(jìng)。在對這兩種加工方(fāng)法(所用銑刀的長徑比最大達到5.5)進行評估(gū)後,波音公司研究和技術團隊(BR&T)最終確定了插銑與側銑相結合(hé)的轉角加工工藝。
插銑轉角具有加(jiā)工更穩定的先天優勢。切削試(shì)驗也證明了這一點。與側銑相比,插銑可以減小刀具撓曲,並顯著(zhe)改善加工表麵(miàn)光潔度,同時,可以大幅縮短加工循環時間(jiān)。不過,單獨采用插銑也有(yǒu)其不足之處。為了(le)從轉角處清除(chú)足夠多的工件材料,為側(cè)壁精加工(gōng)刀具留出充分的走刀空間,波音工程(chéng)師推薦(jiàn)采(cǎi)用一種稱為“插銑和清根”的加工方(fāng)法,即在插(chā)銑轉角後,通過(guò)側銑清除(chú)鄰近插銑區域(yù)的(de)多餘工件材料。
在刀具的長徑比不大於4的情況下,插銑和(hé)側銑可以采用同一把銑刀。如果長(zhǎng)徑比大於(yú)4,就隻能分別采用兩種十分(fèn)類似的銑刀。當插銑刀插入凹腔深處銑削時,容易發生顫(chàn)振。為了克服這一(yī)缺點,BR&T的(de)工程師在插銑刀在每一個切削刃上都(dōu)製(zhì)備了一條寬(kuān)度約為0.1mm的棱帶。該棱(léng)帶與工件材料(liào)發生摩擦,其作用就像一個支承麵一樣,可以從根本上提高切削的穩定性。但由於同樣的摩擦作用會降低側銑(xǐ)加工的(de)生產率,因此清根加工需要采用單獨的刀具。實際(jì)上(shàng),除了有(yǒu)無棱帶(dài)以外,分別使用的插銑(xǐ)刀和清根銑刀可以完全一樣(圖14)。唯一的缺點是,這兩種銑刀很容易相互混淆,因為刀刃上的(de)棱帶很不容易看清楚。因(yīn)此,進行(háng)插銑(xǐ)和清根加工的車間(jiān)可能更願意采用刃數不同的銑刀分別進行不同的加工——隻是為了能容易地區分這兩(liǎng)種刀(dāo)具。

圖14 在插銑和清根(gēn)加工中,切削刃上的棱帶對(duì)插銑加工有益,但對清根加工不利,因此可用同一(yī)種銑刀(圖右)的“有棱帶”和“無棱帶”型式分別進(jìn)行加工
插銑和清根加工還有一個優勢:它使擴(kuò)大清根加工範圍——為使用比(bǐ)內轉角半徑大得多的銑刀進行側壁(bì)精加工騰出空間——成為可能(néng)。或許正(zhèng)如(rú)前述的45刃立銑刀最(zuì)好表明的那樣,直徑(jìng)較大的銑刀能容納更多的切削刃,從而能以更高的(de)進給率進行精銑加工。以這種方式,在精銑(xǐ)凹腔側壁之前(qián)先清除轉角處(chù)的工件(jiàn)材料,最終能大大提高整個精(jīng)加工的(de)生(shēng)產率(lǜ)。
考(kǎo)慮整(zhěng)個加工成本而不隻是刀具成本加工鈦合金飛機零件時,除了要考慮刀具路徑以外,還需要考慮另一個重要問題——選擇(zé)刀具對加工經濟性的影(yǐng)響。波音公(gōng)司研究和技術團隊(BR&T)的研究(jiū)人員表示,價格(gé)最便宜的刀具可能是——但也可能不是——加工成本最低(dī)的選擇方(fāng)案(àn)。例(lì)如,由於高速鋼刀具具有良好的抗衝擊性能,常常被用(yòng)於鈦合金的加工(gōng)。高速鋼刀具的金屬去除率有可能達到與典型的硬質合金刀具最佳去除率相當的水平。在這種情況下,比較(jiào)便宜的高速鋼刀具可以提(tí)供更好的加工經濟性。
然而,許多加工車間有潛力在現有水平(píng)上大幅提高銑(xǐ)削鈦(tài)合金的切削速度。加工車間可以通過采用性能更好的刀具(如10刃或20刃硬質合(hé)金立銑刀),顯著提高(gāo)加工效益。由於提高工件加工速度可(kě)以降低分攤到每件工件上的一般管理(lǐ)費用,因此生產率的提高很容(róng)易就能抵消增加的刀具費用——即使這種刀具相當昂貴。這就意味著,僅僅根據刀具售價來選購刀具(jù),可(kě)能並不能達到(dào)降(jiàng)低成本的目的。即使刀具完全免費,總的(de)加工成本(běn)也可能更高,因為刀具本身的性(xìng)能會限製加工性能的提高。
表(biǎo)1所示的刀具加(jiā)工經濟性(xìng)對比(bǐ)證明了這種觀點。用6刃(rèn)高(gāo)速鋼銑刀和4刃硬質合金銑刀以(yǐ)相同的金屬去除率精銑(xǐ)鈦合金肋板時,價格較低廉的高速鋼刀具的每平方英寸加工成本也較低(dī)(精加(jiā)工時,用加工(gōng)的麵積來衡量加(jiā)工成本較為恰(qià)當;粗加工時(shí),則應采用切除材料的體積來衡量加工成本)。然而,用10刃硬質合金銑刀進行加工時,情況則有很大(dà)不同(tóng),由於金屬(shǔ)去除率大幅提高,雖然刀具(jù)價(jià)格更(gèng)貴,但加工總成本反而顯著下降(jiàng)。

式中:T——換刀時間(分鍾)
TC——刀具成本(美元(yuán))
TL——刀具壽命(分鍾)
Rm——機床費率(美元/小時)
RL——勞動力費率(美元/小時)
MRR——金屬(shǔ)去(qù)除率(立(lì)方或平方英寸/分鍾)。
如果您有機床(chuáng)行業、企業相關新(xīn)聞稿件發表(biǎo),或(huò)進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






馬")

