
1 傳統加工工藝存在(zài)的弊端(duān)
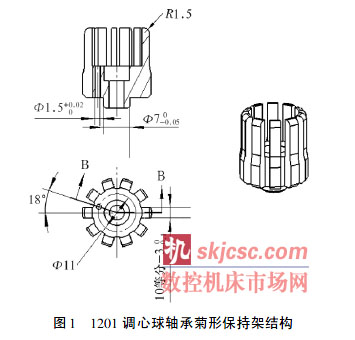
菊形保持架成形凸模是保持架成形的關鍵零件,其加工精度直接影響保持架的質量。長期以來對1201 調心球軸承菊形(xíng)保(bǎo)持架成形凸模( 圖1) 的加工采用的(de)是傳統的車、磨、鏜、鉗、銑工藝,前後共用11 道工序(xù),由於菊形保持架的結構複雜,約束了加工該保持架凸模的尺寸及結構。保持架凸模加工過程中找正(zhèng)十(shí)分困難,而且單個爪的強度較低,經熱處理後(hòu)磨削加工中容(róng)易折(shé)斷,造成廢(fèi)品率高(gāo),有時高達40% 以上; 磨削加工R1. 5 mm圓弧麵時還需要一套複雜的工裝; 模具裝配(pèi)時(shí)由於熱處理變形的原因,使每個爪之間的距離發生變(biàn)化,需用金剛石銼(cuò)刀進行修整後才能進行裝配。傳統工藝加工的凸模不但工序複雜、加工困難,耗時(shí)較長,成本(běn)相對較高,而且模(mó)具的
使用壽(shòu)命(mìng)短,用裝配好的模具加工出的保持架不能達(dá)到理想狀態(tài)。
2 數控電火花線切割加工
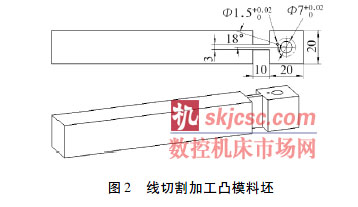
分析凸模結構特點及傳統工藝方法可知(zhī),凸模的爪是其加工難點。綜合考慮生產狀況(kuàng),將(jiāng)傳統工藝改進為車、鉗、熱處理、磨、車、電火花線切割6 道工序(xù)。首先依工藝(yì)車加工出內、外圓及端麵,並留相應的磨(mó)削(xuē)餘量; 鉗工鑽Φ1. 5 mm 銷孔,打印後熱處理(lǐ); 再采(cǎi)用(yòng)成形硬車刀加工出R1. 5mm 圓弧並打(dǎ)光; 最後進行數控電(diàn)火花線切割加工。電火花線切割機床在(zài)長方形料(liào)坯上按凸模Φ1. 5 mm 銷孔及Φ7 mm 外圓相對位置分別加工出Φ1. 5 mm 孔及Φ7 mm 孔( 圖2) ,並以Φ7 mm孔為坐標原點移動鉬絲,使鉬絲沿Φ1. 5 mm孔及Φ7 mm 孔圓心連線的延長線移動,並大於凸模外徑2 ~ 5 mm( 圖3) ,由於長方形料坯工裝上加工出(chū)的Φ1. 5 mm 孔及Φ7 mm 孔(kǒng)與凸模Φ1. 5 mm銷孔及Φ7 mm 外圓的相對位置一致,使凸(tū)模Φ7mm 外圓插入長方形(xíng)料坯工裝Φ7 mm孔,凸模Φ1. 5 mm 銷孔對準長(zhǎng)方形料坯工裝Φ1. 5 mm 孔並插入銷子。以Φ7 mm 孔為坐標原點,按鉬(mù)絲移動的距離為起切點編寫各爪的程序,加(jiā)工出尺(chǐ)
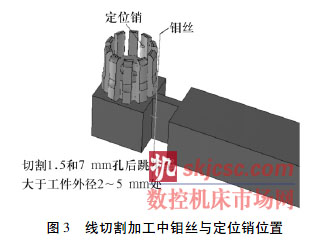
寸(cùn)精確、無變形、不需(xū)修配的凸模。
3 結束語
通過對1201 調心球軸承菊形保(bǎo)持架成形凸模采(cǎi)用數(shù)控電火花線切割加工新工(gōng)藝,縮(suō)短了凸(tū)模加(jiā)工周期,減少了複雜工裝的製造,更好地(dì)保證(zhèng)了模具精度,提高(gāo)了產品(pǐn)質量、模具壽命和生產效率,降低了生產成本。
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行(háng)資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com






州金馬")

