


數控銑床加(jiā)工中(zhōng)薄板類零件的(de)夾具設計
2022-5-10 來源: 中鐵建(jiàn)電氣化(huà)局集(jí)團軌道交通器材有限公司 作者:員建璽
摘要:單件零件(jiàn)的(de)加(jiā)工(gōng)可以(yǐ)采(cǎi)用通用(yòng)夾具進行裝夾。加工前(qián),要先對其進行找正、夾緊和對刀。這類零件的加工耗時多在於前期(qī)工作中,實際切削加工占用的時間不多。由於是單件加工,隻能按照(zhào)這種方法進行。但是,對(duì)於中大批量零(líng)件,如果采用通用夾具(jù)進行(háng)找正、對刀等操作,每一個零件都重複(fù)一次(cì),將會浪費較多時間。因此,設計了(le)一種(zhǒng)可用於批量生產的專用夾具。該夾具在保(bǎo)證零件(jiàn)加工精度的同時,可最大(dà)限度地保證生產效率。
關鍵詞:數控銑床加工;薄(báo)板類零件;夾具設(shè)計(jì)
在一(yī)些薄板類零件的生產(chǎn)過程中,若能夠使零件的(de)裝夾位置相同、加緊力度適中(zhōng),不(bú)僅(jǐn)能夠保證零件的(de)生產質量,還可(kě)以有效縮減找正和對刀的時間,提升加工效(xiào)率。
在對零(líng)件進行準確定位時,技術操作人員先要明確零件的加工工藝要求和加工特點,而後綜合各種條件和因素選擇合適的加工方式。設計人員可根(gēn)據相關加工步驟設計專門用於生(shēng)產此(cǐ)類零件的夾具,從而在保證零件加工(gōng)精度的同時,提高零件的生產(chǎn)效率。
1、專用夾具的(de)介紹
專用夾(jiá)具是一種在(zài)固定的中大批量零件生產過程中使用的零件生產輔(fǔ)助工具,是依據加工工(gōng)藝要求(qiú)而(ér)設計的(de)工(gōng)藝設備,可提高零件(jiàn)的生(shēng)產速度和生產(chǎn)質量。通常情況下,專用夾具可以快速、準確地定位零件,並輔助落實對刀和夾緊操作,從而減輕(qīng)操作人(rén)員的(de)勞動強度,並保證全麵發揮機床工(gōng)藝性能。
1.1 專(zhuān)用夾具的使用優勢
第一,專用夾具能夠對零件進行準確可靠(kào)的定位。主要利用夾具中的(de)定位元(yuán)件以及其他裝置保證零件的定位更加精確,同時確保每個零件的裝夾位置一致(zhì),提高大批量零件的生產效率,使加(jiā)工過程更加穩定。
第二,大(dà)幅提升生產效率。由於使(shǐ)用專用夾具時,零件(jiàn)的找正和對刀可(kě)直接根據預設好的溝槽定位(wèi),所以不需(xū)要花費時間來定位元(yuán)件與各裝置的裝夾(jiá)位置,從而可以節約大量的時間。
1.2 夾具的主要(yào)組成元件在(zài)夾具中的作用
通過設(shè)計數控銑床加工中薄板類零件的夾(jiá)具並觀察其生產過程可知,夾具的主要組成元件以及夾具所體現的生(shēng)產輔(fǔ)助作用可直接有效定位零件與各裝置,並(bìng)保證(zhèng)零件的生產加工精度。同時,由(yóu)於每次裝夾的位置相同,零(líng)件生產技術人員不需要對每一個生產零件對刀,從(cóng)而有效節約了(le)大量的準備時間,提升了零件生產效率。
2、夾具設(shè)計案(àn)例
在裝夾薄板類(lèi)的零件時,如平口鉗等通用(yòng)夾具可能(néng)會無法使用,原因是平口鉗的裝夾工作效率較低。同時,裝夾過程中還可能無法保(bǎo)證零件的穩(wěn)定性,而(ér)且(qiě)因為該類零件的板厚較薄,所以在裝(zhuāng)夾過程中(zhōng)很容易導致零件出現(xiàn)變形問題。因此,技術操作人(rén)員需要依據零件的加工要求和特點使用更專業的夾(jiá)具或自主設計專用夾具,以保證零(líng)件(jiàn)的裝夾過程符合要求。
2.1 零件(jiàn)圖紙分析
本文以某 5 mm 薄板零件為例設計一種專用夾具,零件的(de)尺寸參數如圖 1 所示。
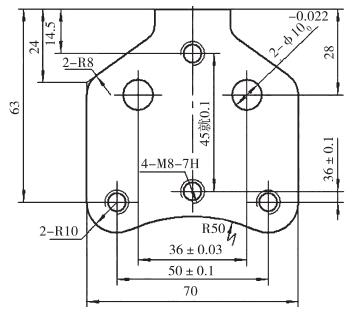
圖1 零件圖
此零(líng)件屬於可批量生產的零件,其(qí)外輪廓已經使用激光切割機處理完畢,但是 2 個孔和 4 個螺紋的加工操作還(hái)未得到落實。結合圖 1 可知,由於孔和螺紋加工的技術要求較高,尤其是孔心與(yǔ)零件中心距(jù)離(lí)的精確(què)度必須(xū)要符合相(xiàng)關要求(qiú),因此該部位的加工必須使用精度較高(gāo)的機床,以保證孔和螺紋的精度符合要求。
2.2 加(jiā)工方案
通過分析(xī)以上薄板類零件的加工精度要求(qiú)和加工技術難點,技術操作人(rén)員可采取以(yǐ)下兩種(zhǒng)加工技術方案並作出對比,保(bǎo)證最終選出的(de)加工技術方案科學、適宜,從而在最短的時間內完成加工操作,同時保證加工(gōng)精度。
方案一:先加工完成零件的外輪廓,在落實孔和螺紋加(jiā)工技術(shù)操作(zuò)步驟時,直接使用平口鉗裝夾。為了獲得更好的裝夾效果,操作人(rén)員需(xū)要在平口(kǒu)鉗的一側安(ān)裝定位裝置,同時在定位裝置的下部支撐平行墊鐵。定位裝置安裝(zhuāng)完成後,技術人(rén)員(yuán)要將零件和平行墊鐵壓實,以保證零件的加工精度。因為(wéi)該類零件的板厚(hòu)較薄(báo),所以(yǐ)在進行夾緊操作時需要精確(què)控製夾緊(jǐn)力度(dù)。若力度過大(dà),不僅會影響薄板零件的性能水平,而且會導致薄板零件在實際應用過程中出現不穩(wěn)定的情況。此加工技(jì)術方案最大的缺點在(zài)於加(jiā)工效率較低(dī)。
方案二:采(cǎi)用以壓板壓緊零件的操作方式。此方式可省(shěng)略平行墊鐵的壓實步驟,優勢是能夠獲得更好的加工(gōng)穩定性,且零件能夠獲得令人滿意的壓(yā)實與支撐效果。此方式能(néng)夠依據零件的輪廓落實定位操作(zuò),不僅不會占用過長的時間(jiān),而且能夠獲得較(jiào)好的零件加(jiā)工效果。
2.3 夾具製作步驟
夾(jiá)具的製作共可分為夾具安裝、加工找正基準和夾具凹槽以及加工夾具上的(de)孔和螺紋 3 個步驟。首先,安裝夾具的過程(chéng)中,技術操作(zuò)人員應保(bǎo)證板材的寬度和(hé)厚度較為適宜,同時保證(zhèng)下料的尺寸滿足(zú)要求。此時,技術操作人員應先處理機床壓緊的一麵,即將該麵銑平,然後加(jiā)工一鍵槽,並將鍵裝到(dào)鍵槽中。這一過程要保證鍵與機床 T 形槽(cáo)對應,而後將板材(cái)裝到(dào)數控銑床的(de)工作(zuò)台(tái)上(shàng),並嚴格按照相關操作標準要求做找正和壓(yā)緊處理。其次,在加工找正基準和夾具凹槽部分時,為(wéi)了使夾具拆卸步驟(zhòu)和下一次(cì)的安裝找正操作更加順利,技術操作(zuò)人員應先落實長直邊(biān)具上的壓板螺紋是壓板壓緊(jǐn)零件的主要參考依據,所以技術操作人員要依據尺寸要求先加工夾具上的壓(yā)板螺紋,然後在零件上的(de)預留孔位置開設(shè)出一些比零件孔稍大的孔洞,以預防加工過程中因為(wéi)孔洞預留數量不足或是尺(chǐ)寸不(bú)夠大(dà)而(ér)出現外在阻礙因素。設計的零件(jiàn)夾具如圖 2 所示。
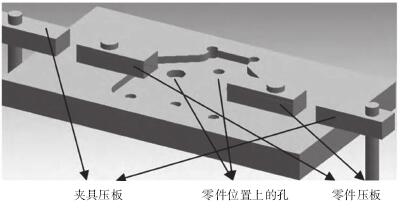
圖2 夾具示意圖
由於後續的步驟(zhòu)可以參照前麵的操作經驗(yàn),在實際加工過程中,加工(gōng)效率會隨(suí)著零(líng)件加工數(shù)量的增加而提高。技術操作人員還(hái)可以依據實際情況擴大夾(jiá)具的(de)體(tǐ)積,從而進一步提高生產效率。具體操作是在(zài)加具體外部加工兩個凹槽,以協助加工操作。因為此夾具零件的定位基準(zhǔn)是凹槽輪廓,所以能夠獲得較為(wéi)可靠、穩定的定(dìng)位效果。同時,技術操作人員可以根據加工(gōng)的凹槽進行對刀操作。對刀時要保證零件尺寸與凹槽一致,以提升對刀(dāo)的準確度。借助塊夾板落(luò)實零件壓緊操作,不僅可以使零件獲得足夠的壓緊(jǐn)麵積,而且能夠保證夾緊力(lì)度適中。
3、結語
使用此夾具(jù)落實零件的加工步驟不僅能夠大幅提升生產效率,而(ér)且能夠提高零件的加工質量,從而加工出較為可靠的零件。加工其他薄板類的零件時,同樣可以采用此類方法。在夾(jiá)具設計和零件加工的過(guò)程中,需要結合零件的實際要求規劃設計合理的加工方案,並選擇合適的輔助(zhù)工具以提(tí)高零件的加工精度和生產效率。
投稿箱:
如果您有機床行業、企(qǐ)業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息

業界視點
| 更(gèng)多

行業(yè)數據
| 更(gèng)多
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切(qiē)削機床產(chǎn)量數據
- 2024年11月 軸承出(chū)口情(qíng)況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月(yuè) 新能源汽車銷量情況(kuàng)
- 2024年8月 新(xīn)能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量數(shù)據