


模具模板零件通槽加工方案
2021-4-9 來源:珠海格力精密模具(jù)有限公司 作者:胡誌濤,魏培傑,鄺(kuàng)榮聰
摘(zhāi)要:模具作為產品生產的關鍵工具,其製造周期及質量將直接影響新產品的開發周期及質量,因此,對模具加工周(zhōu)期及質量(liàng)要(yào)求越來越高,存在安(ān)全隱患及低效(xiào)、低(dī)質的加工工藝已不適合現代模(mó)具的製造(zào)。為(wéi)適應現今模具的高速發展,必須應(yīng)用新的加工(gōng)工藝以推動模具製造的安全、高效、高(gāo)質技術發展,並縮(suō)短模具製造周期和提高模具質量(liàng)。
關鍵(jiàn)詞:模(mó)板;高效;加工(gōng)方案;銑削
1 、傳統(tǒng)加工方式存在的問題
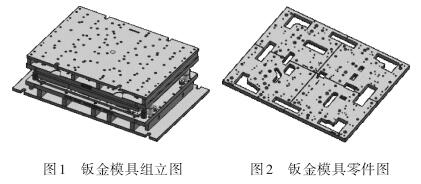
在模具機加工方麵,鈑金模具(圖 1)中模板零件(圖 2)的加(jiā)工(gōng)存在以(yǐ)下共性:零件內通槽加工及零件外通槽加工。在傳統的(de)加工方法(fǎ)中,對上述的通槽特征加工工藝基本都是采用上加工中(zhōng)心正(zhèng)反麵對(duì)接銑穿或上線割機線割。
傳統的加工工藝存在以下不足:
(1)用加工中心進行兩麵對接銑穿,存在很(hěn)大的加工安全隱(yǐn)患。
(2)線切(qiē)割機加工,加(jiā)工效率低。
在對模板零件通槽的傳統加(jiā)工方式中,無論所加工區(qū)域的特性、麵積大小,基本都采用上加工中心
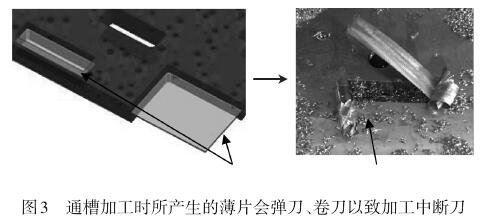
用銑刀正反兩麵對接銑穿。在對(duì)通(tōng)槽特征進行第二麵的加工(gōng)中,在銑通時,會產生薄片,導致彈刀、薄片卷(juàn)刀以致打斷刀具、銑動工(gōng)件等情況發生(見圖 3)。
加工的安全、質量不可控,且加(jiā)工效率(lǜ)低。為做到安全、高效(xiào)、高質的加工需求,研(yán)究應用了新的通槽加工(gōng)方式。
2 、創新解決方(fāng)案
采用電磁盤裝夾(jiá),加工中(zhōng)心兩(liǎng)麵(miàn)加工,將通槽特征分(fèn)為以下兩類:①A 類:封閉通槽;②B 類:開放通槽。
2.1 封閉通槽(cáo)的(de)加工方案
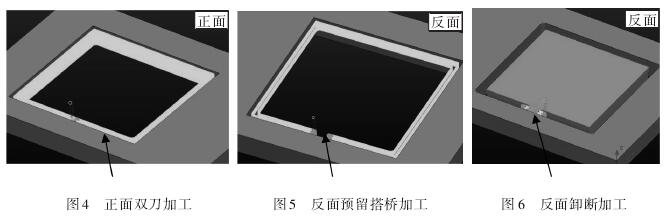
(1)封閉大通槽。通槽尺寸及用刀規則 :150mm> 內(nèi)槽長寬 ≥120mm,選用刀具(jù),D8R1mm 或 D10R1mm。200mm> 內槽(cáo)長寬 ≥150mm,選用刀(dāo)具(jù)正麵D12R1mm 或 D25R1.5mm,反麵卸(xiè)斷選刀≤D12R1mm
。內槽長寬≥200mm,選用刀具,正麵 32R3mm,反麵卸斷選刀≤D12R1mm。注:中間殘留長寬需>100mm
,防止移動(dòng)。
加工方法:a.正麵(miàn)跟隨內框邊走(zǒu)雙刀加工,底留 10mm 不銑穿,如圖4所示。b.反麵跟隨內框邊走雙刀加工接穿正麵的刀路,預留一段(30mm)不加工(使之將殘料(liào)和主料相(xiàng)連接,增加其強度(dù)),如圖5所示。c.最後鑼斷搭橋,將其卸斷(duàn),如圖 6 所示。
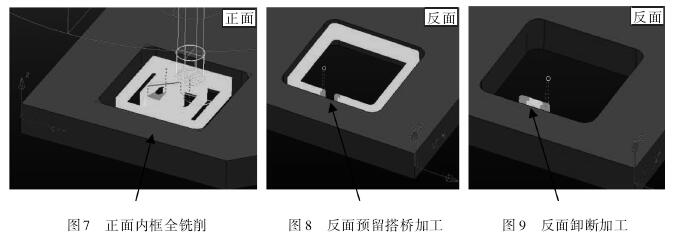
(2)封閉中通槽。通槽尺寸及用刀規則:內框尺寸:120mm>內槽長 寬 ≥80mm;正麵(miàn)選用(yòng)刀具 D
32R3mm 或D25R1.5mm,反麵選用刀具 D10R1mm 或 D8R1mm。
加工方法:a.正麵將(jiāng)內框(kuàng)全部(bù)銑削,底留 10mm 不銑穿(chuān),如圖7 所示。b.反麵跟隨內框邊走雙(shuāng)刀加工接穿(chuān)正麵的刀路,預留一段(20mm)不加工(使(shǐ)之將殘(cán)料和主(zhǔ)料相連接,增加(jiā)其強度),如圖8所示。c.最後鑼斷搭橋,將其(qí)卸斷,如圖 9 所示(shì)。
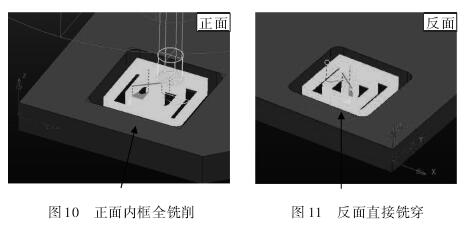
(3)封閉小通槽。通槽尺寸及用刀規則 :80mm> 內 槽 長 寬 ≥50mm,選用(yòng)刀具 D32R3mm 或 D
25R1.5mm;50mm>內槽(cáo)長寬,選用刀具D12R1mm或D10R1mm。
加工方法:a.正麵將內框全部銑削,底留 10mm 不銑穿,如圖10 所示。b.反麵將殘料直接銑削穿,如圖 11 所(suǒ)示(shì)。
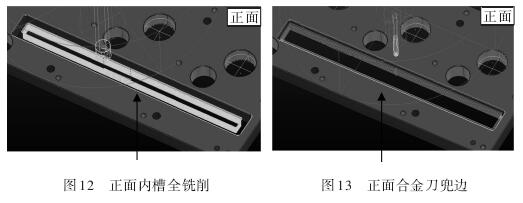
(4)封閉長條通槽。通槽尺寸及用刀規則:內框長度≥300mm,寬度≤70mm。
加工方法:a.正麵:選用刀具,D32R3mm 或 D25R1.5mm,正麵將內槽全(quán)部銑削,預留10mm不銑穿(見圖12),飛刀開完粗後,用(yòng)合金銑刀延邊銑一圈(見圖13)。
b.反麵:先用正麵所用的飛(fēi)刀將內槽中間銑穿一段,長度 80mm(見圖 14),再用 D10R1mm 進行卸料加工,殘料(liào)中件(jiàn)預留一段(30mm)不加工,最後將(jiāng)其卸(xiè)斷(見圖15)。
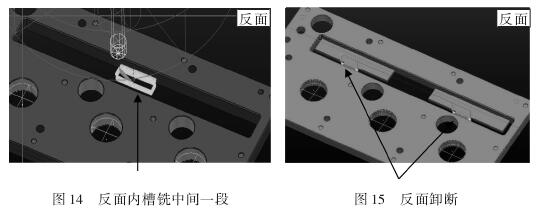
內框長度≥680mm,按上述分3斷卸料。
2.2 開放通槽卸料加工方案
通槽(cáo)尺寸及用刀規(guī)則:外(wài)形(xíng)殘(cán)料尺寸:120mm>長寬 ≥70mm(或等同麵(miàn)積)。 正麵選用刀具D25R
1.5mm,反麵選用刀具 D10R1mm 或 D8R1mm。
加工方法:
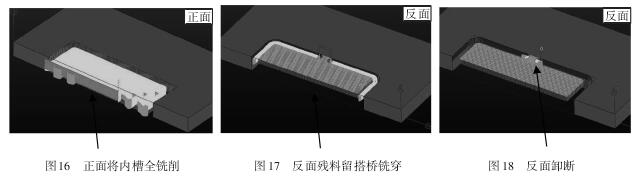
(1)正(zhèng)麵(miàn)將內槽全部銑削,底留 10mm 不銑穿,如(rú)圖(tú)16所示。
(2)反麵跟隨外槽邊走雙刀(dāo)加工,將殘料(liào)留搭橋後直接銑穿(chuān),反麵其中預留一段(30mm)不加工,
使之將殘料和主料相連接,增(zēng)加其強度,如(rú)圖 17所示。
(3)最(zuì)後將其卸斷,如(rú)圖18所示。
3 、結束語
通(tōng)槽的銑削加(jiā)工,主要是需要考慮薄片、殘料(liào)對刀具的影響,殘料若不能正(zhèng)常(cháng)切削便不能正常排屑,會導致加工中斷刀(dāo),殘料(liào)阻礙在刀具行動的軌跡上,也(yě)會導致加工中斷刀。運用現有的設備、工具,製定合理的加工工藝,使(shǐ)之能安全(quán)加工,零件的質量得到了保證(zhèng),加工效率也明顯提高。本文針對零(líng)件的(de)通槽(cáo)類特征在加工中心加工的加工工藝方麵進行了總結(jié),可為此類零件特征的(de)加工提供一種新的方(fāng)法。
投稿箱:
如果您有機床行業、企業相(xiàng)關新聞(wén)稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關新聞(wén)稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相(xiàng)關信息

業界視點
| 更多
調查")
行業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分(fèn)地區金屬切削機床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月(yuè) 基本型(xíng)乘用車(轎車)產量數據(jù)
- 2024年(nián)11月 新(xīn)能源汽車產量數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產(chǎn)量數據