


用於鑽杆銑螺旋數控銑床的設計
2021-2-19 來(lái)源: 中煤科工集(jí)團西(xī)安研究院 作者:路前海
摘要: 針對車(chē)間現有螺旋(xuán)槽(cáo)銑床設備故障率高、維修時間長、無法加工硬度比較高的無磁鑽杆(gǎn)問(wèn)題,設計了一種用於螺旋鑽杆銑削加工的專用銑床。 分別從機(jī)械(xiè)結構設計和液壓係統設(shè)計兩方麵詳(xiáng)細介紹了(le)專(zhuān)用銑床的設計,通過相關參數(shù)計算選擇了合適的工藝參數。 加工試驗結(jié)果表明,專用銑床加工出的螺旋槽質量達到預(yù)計效果,設備使用(yòng)效果良好。
關鍵詞: 螺(luó)旋鑽杆; 數(shù)控銑床; 銑(xǐ)削
0 引言
整體式寬翼片螺旋鑽杆與傳統的焊接式寬翼片螺(luó)旋鑽杆相(xiàng)比(bǐ)優勢明顯:①采用銑削方式直接在鑽(zuàn)杆上加工螺旋槽,鑽(zuàn)杆螺旋翼片與杆體同材質,相對於焊接式螺旋鑽杆,螺旋翼片整體機械性能提高了2~3 倍 ,從根本(běn)上解決了焊接式(shì)寬翼片螺旋鑽杆 耐磨性差、使(shǐ)用(yòng)壽命偏(piān)低(dī)的問題;②鑽杆螺旋翼片和杆(gǎn)體為整(zhěng)體式結構(gòu),消除了焊接螺旋翼片時對杆體的損傷(shāng)和焊縫易(yì)開裂等問題,保證了鑽杆的整體強度;③鑽杆(gǎn)整體抗扭能力較同規格焊接式寬翼片螺旋鑽杆大幅提高(gāo)。 整體式螺旋鑽杆不僅可以進行鬆軟突出煤層瓦斯抽采(cǎi)鑽孔施工,也可以代替普(pǔ)通外平鑽杆(gǎn)進行(háng)常規回轉鑽進施工,能有(yǒu)效節(jiē)省鑽具購置成本(běn)。 經過多年的市場培育,整體式螺旋鑽(zuàn)杆的(de)需求量逐年遞(dì)增。
整體(tǐ)式螺旋鑽杆的銑螺旋工序作為螺旋鑽杆的關鍵加工工序,其生產效率和加工質量直接影響到螺旋鑽杆品質的好壞。 目前該工序隻能依靠專用銑床設備加工,因螺旋鑽杆銑削過程屬於斷續切削,且切削量大,生(shēng)產(chǎn)過(guò)程(chéng)中機床(chuáng)承受很大的衝擊力,加(jiā)之現有(yǒu)設備剛度(dù)不足,造成機床極易出現故(gù)障,維修時間長,嚴重(chóng)影響車間正常生產;對於新研發的整(zhěng)體式無磁螺旋鑽杆,機械(xiè)強度高、韌性好(hǎo)、加工難度大,現(xiàn)有設備(bèi)已經(jīng)無法滿足生產需求(qiú)。 為了解決現有專用銑(xǐ)床故障率高、無磁螺旋鑽杆生產效率低的難題,研發了一種更適用於整體式螺旋鑽杆加工的專用銑床。
1、螺旋(xuán)鑽杆(gǎn)專用數(shù)控(kòng)銑床總體設(shè)計
螺旋(xuán)鑽杆專用(yòng)銑床總體設計如圖 1 所示。 上(shàng)料裝置用於輔(fǔ)助鑽杆上料;床身用於固(gù)定(dìng)銑床(chuáng),保證銑床整體穩定性;床(chuáng)身上安裝有工件旋轉進給裝置,主要為鑽杆提(tí)供動力,一方麵帶動鑽杆(gǎn)進行(háng)軸向移動(dòng),另一方麵可帶動鑽杆進行旋轉運(yùn)動;床身側(cè)麵設有泵站和控(kòng)製係統,液壓泵站為係統提供液壓動力,控製係統控(kòng)可控製各動作(zuò)之間先(xiān)後順序;與床身前端固定聯接設有床頭箱,用於銑削基礎固定(dìng);床頭箱側麵設有排屑器,用於收集(jí)加工時產生的鐵屑(xiè);床頭箱上沿鑽杆軸向對稱分布有一對(duì)銑刀機構,用於進行螺旋鑽杆整(zhěng)體銑削加工,銑刀前後兩側對稱設置有跟刀架,在銑削(xuē)加工時扶正鑽(zuàn)鑽(zuàn)杆,以降低鑽杆振動對刀具的損傷,床頭箱前端(duān)設有下料裝置,用於鑽杆(gǎn)的下料。
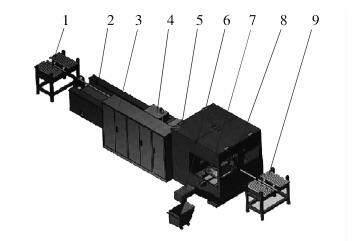
圖 1 螺旋鑽杆專用銑床總體結構圖
1. 上料裝置 2. 床身 3. 泵站及電(diàn)控係統 4. 工件旋轉給進裝置(zhì) 5. 床
頭箱及護罩 6. 排屑器 7. 銑刀機構 8. 跟刀架 9. 下料裝置
(1)銑刀機構設計
銑刀機構由左右兩組機構組成, 兩組機構以工件軸線方向左右(yòu)布置, 其中 2 個銑刀成(chéng)一定(dìng)夾角布置(zhì)。 銑刀旋轉動力通過交流變頻電機經齒輪減速傳遞到銑刀上,進給由伺(sì)服電機驅動精(jīng)密滾珠絲杠後帶動銑刀機構整體進給,進給到位後液壓(yā)鎖緊機(jī)構鎖死(sǐ),防止切削(xuē)過程中銑刀移位,安全可靠。 銑刀機構根據不同(tóng)的軸徑和導程(chéng)需要,通過角度調(diào)整座變換相(xiàng)應的角(jiǎo)度,每個安裝座均有銑(xǐ)刀頭定位機構,確保銑刀頭旋轉中心始終保持不變(biàn)。 銑刀機構示意圖如圖 2 所示。
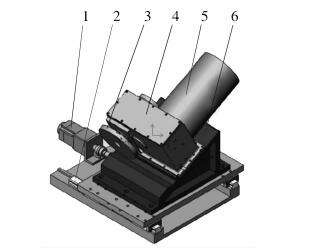
圖 2 銑刀機構示意圖(tú)
1. 伺服(fú)電機 2. 導軌(guǐ) 3. 銑刀盤 4. 齒輪箱 5. 交流電機 6. 導程架(jià)
采(cǎi)用盤銑刀加工(gōng)螺旋鑽杆時,兩(liǎng)側的受力情況不一致,鑽杆左側受到銑(xǐ)刀豎直向下的力,鑽杆右側則受到銑刀豎直向上的力,如果左右兩側銑刀設置在同一平麵內,勢必(bì)會造成鑽杆左右側受力(lì)不均,易造成打刀現象,為此,將(jiāng)左側銑刀整體墊高 0.1 mm,右側銑刀整(zhěng)體下降 0.1 mm,以緩解鑽杆受力不均情況。 銑削鑽杆受力示意圖如圖 3 所示。
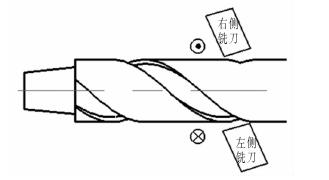
圖(tú) 3 銑削(xuē)鑽杆受力示意圖
. 垂直(zhí)紙麵向外的(de)力 . 垂(chuí)直紙麵向內的力(lì)
(2)跟刀架設計
跟刀架由前後跟(gēn)刀架和輔助跟刀架兩部分組成,前後跟刀(dāo)架設置在銑刀前後兩側,用於夾緊扶(fú)正(zhèng)鑽杆,減少(shǎo)鑽杆振動對銑刀(dāo)盤的衝擊力;輔助跟刀架設置在前跟刀架前方,用於輔助人工卸鑽杆。 前(qián)後跟刀架由自定心夾緊機構組成,在(zài)鑽杆軸徑發生變化時也(yě)能保持鑽杆軸線位置不變,確保夾緊穩定可靠。
輔助跟刀架由一組油缸分別(bié)作用於 2 個鉗體(tǐ),夾緊力可調,前輔助跟刀架還配有一組油缸(gāng)和頂杆,主(zhǔ)要用於拆卸鑽杆時輔助(zhù)夾(jiá)持後端鑽杆,防止拆卸過程中後端鑽杆出現轉動,影(yǐng)響後續切削精度。
(3)工件旋轉給進裝置設計
旋轉機構由伺服電機經蝸輪蝸杆減(jiǎn)速後帶動氣動卡(kǎ)盤夾緊鑽杆旋轉;進給(gěi)機構由伺服(fú)電機經多級齒輪減速後(hòu)驅動齒輪、齒條沿床身進給,進(jìn)給機構和夾緊(jǐn)機構協同(tóng)作用,根據不同的導(dǎo)程以(yǐ)適當的旋轉速度和進給(gěi)速度配合完(wán)成旋轉和進給動作,確保螺(luó)旋槽(cáo)導程精度。
(4)床身設(shè)計
床身作(zuò)為(wéi)整個設備的基礎,應(yīng)結實(shí)穩(wěn)重、剛性大(dà)、承重能力強。床身采用(yòng)焊接結構,內(nèi)部設置加強肋板,在進行機械加工前必須進行二次定性處理,以保證床身的整(zhěng)體性(xìng)能,選用重型直線導軌,結構穩定、可靠。
2 、液壓係統總體設計
液壓係統總體原理圖如圖 4 所示,前跟刀架油缸、後跟刀架油缸動作(zuò)要求一致,以保證鑽杆同時被抬起或(huò)者放下,為此,液壓係統中設(shè)置有(yǒu)分流閥,保證各動作(zuò)均勻一致。 輔助跟刀架、前後跟刀架、液壓(yā)鎖各部分的工作壓力均不相同,但都共用 1 個液壓泵站,為此,各係統均(jun1)設有減壓閥,以保證各部分所需壓力。跟刀架均設有液壓互鎖裝置,保證液壓缸在夾緊時能相互鎖住,不發生移動。設(shè)有兩位四通(tōng)電磁換向(xiàng)閥,控(kòng)製各組液壓缸的伸縮運動。
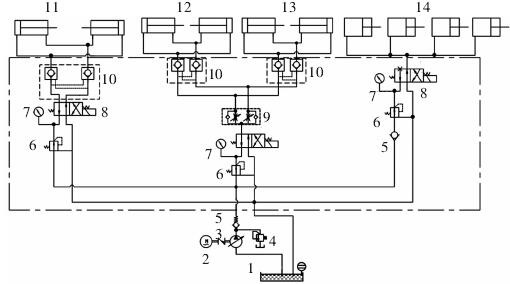
圖(tú) 4 液壓係統原理圖
1. 液壓油箱 2. 電機 3. 液壓泵 4. 安全閥 5. 單向閥 6. 減壓(yā)閥
7. 壓力表 8. 兩位(wèi)四通電磁換向閥 9. 分流閥 10. 液(yè)壓鎖
11. 輔跟刀架油缸 12. 後跟刀架油缸 13. 前跟刀架油缸(gāng) 14. 液壓鎖油缸
3 、工藝參(cān)數設計(jì)
加工普通螺旋鑽杆,鑽杆硬度(dù) HRC20~30,選用合金刀具。
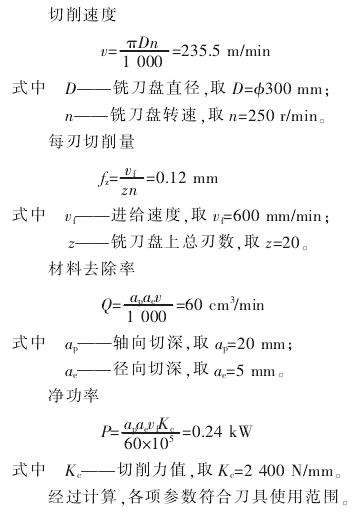
經過計算,各項參數符合刀(dāo)具使用範圍。
4、 現場加工試驗
設備安裝調試完成後,驗證了設備各項功能,核驗了設備技術參數,試切鑽杆,各項功(gōng)能、參數指標均正常,然後開始進行現場試運行試驗。 加工完成準73×3 000 mm、準89×3 000 mm 螺旋鑽杆,總共 60 根,槽寬(kuān) 20 mm、槽深(shēn) 5 mm、導程 280 mm、2 頭(tóu)。 加工過程中設備振動較小,設(shè)備噪聲(shēng)在合理範圍內,螺旋槽表麵刀(dāo)痕均勻分布,表麵無凸(tū)點、毛刺,螺旋槽深度、寬度均符合設計要求,螺旋槽質量達(dá)到預(yù)期效(xiào)果。
5 、結語(yǔ)
針(zhēn)對車間現有專用銑床故障率高、維修時間(jiān)長以(yǐ)及無磁螺旋(xuán)鑽杆生產效率低問題,結合車間實際情況,研製一套(tào)適(shì)用於(yú)加工螺旋鑽杆銑螺旋工序的專用銑床,通過計算得出銑削(xuē)加工工藝參數,並進行了現場加工試驗。試驗結果表明,設計出的(de)專用銑床加工出螺旋鑽(zuàn)杆的螺旋槽質量符合產品設計要求,設備使用效果良好。
投稿箱:
如果您(nín)有機床行業(yè)、企業相關(guān)新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行業(yè)、企業相關(guān)新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息
")
業界視點(diǎn)
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分(fèn)地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產量(liàng)數據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據