


車銑複(fù)合加工在航空發動機精密零件中的應用
2020-9-22 來(lái)源:中國航發沈陽黎明航空發動機有限責任公司 作者:張晶 韓彬 金英卓
摘要 :航空發動機精密零件加工質量(liàng)和效(xiào)率影響發動機的性能和成本。針對噴嘴(zuǐ)類零件尺寸小、精度高、種類多和批量小的(de)特點(diǎn),基於車銑複合加工技術特(tè)點和優勢設計了零件(jiàn)工藝,通過使用 UGNX 軟件編製數控程序,VERICUT 軟件模擬仿真,並將優化後的程(chéng)序導入車銑複合(hé)加工(gōng)中心進行了加工驗證,減少了加工(gōng)中的人為(wéi)幹預,提高了零件加工質量和效率。
關鍵詞 :航空發動機 ;精密(mì)零件 ;車銑複合加工
0 引言
近年來,世界航空製造技術取(qǔ)得了(le)巨大進步,並呈現加速發展的趨勢。航空(kōng)發動機的研製集中了冶金、材料、熱處理、表麵處理、機(jī)械製造、特種加工、增材製造(zào)、工裝設計、檢驗檢測和試驗測試等多種專業的最高成就,零(líng)件數量達(dá) 1萬餘個,加工精度達到 0.001 mm。
為了提高航空零件的質量,大量的新材料及越來越複雜的結構逐漸被(bèi)采用,加工精度要求越來越高,噴嘴類零件作為航空發動機精密零件的典型代表,其加工精度會直(zhí)接影響發動機的工作性能。隨著數控車銑複合加工中心、數控五坐標加工中心、數控銑磨複合加工中心等新型(xíng)複合(hé)加工設備的不斷發展,減少了零件的裝夾次數、夾具數量和周轉時間,使零(líng)件的加工變得簡單、高效,為(wéi)航空發動機精密零件的製造提(tí)出了新的解決方案。
1 、車銑複合(hé)加工技術
車銑複合加工是一種(zhǒng)利用先進控製技術、精密(mì)測量(liàng)技術以及 CAD/CAM 等現代應用技術與傳統機械設計和精密(mì)製造技術相合成的先進機械(xiè)加工方法。通(tōng)過一次裝夾找正,將車、銑、鑽、鏜、線切割等多工序合並,能夠達到提高零件加工精度、縮短製造周期、節省工裝數量、減少生產管理的效果。噴嘴類零件的具有尺寸小、精度高、種(zhǒng)類多和批量小的(de)特點,而車銑複合加工技術具有較高的柔性,可(kě)以(yǐ)實現(xiàn)不同產品(pǐn)加工之間的轉換,因此車銑複合加工技術適合應(yīng)用於噴嘴類精密(mì)零件的製造。
2 、噴嘴類零件加(jiā)工實例
2.1 零件
如圖 1 所示為某型號航空發動機副噴口零(líng)件,主要承擔著在主燃燒(shāo)室(shì)噴射帶有一定角度和流(liú)量的霧化燃(rán)油的工作,燃油經充分燃燒後為發動機提供推力,其加工精度將直接影響燃油流量和霧化錐角,進(jìn)而影響發動機(jī)的(de)燃(rán)燒效率和性能。該零件尺寸較小,精度較高,輪廓尺寸為φ12.5×19.5mm,小(xiǎo)孔對大孔有(yǒu)同軸度要(yào)求(qiú),安裝(zhuāng)邊平麵對大孔有垂直度(dù)要求。
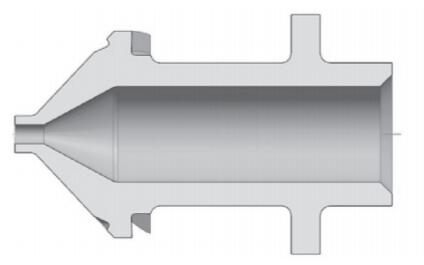
圖(tú) 1 零件模型
2.2 工藝方案
該零件采用普通設(shè)備加工需要派製專用工裝,多(duō)次裝夾、找正,無法保證(zhèng)精密尺寸與(yǔ)技術(shù)條件要求。由此,選用帶有雙(shuāng)主軸結構,可(kě)以自動對(duì)接的車銑複合加工中心進行加工。由 UGNX 軟件建立三維模型(xíng),通(tōng)過合理的設計走刀路徑、選擇合適的切削參數編製加工(gōng)程序,使(shǐ)用 VERICUT 軟件進行模擬仿真(zhēn),最終輸(shū)出能(néng)被加(jiā)工設備識別(bié)的 ptp 格式的數控加(jiā)工程序,導入加工設備進行實(shí)際加工驗證。
2.2.1 工藝(yì)設計
(1)零件(jiàn)毛坯是直徑為 φ15 mm 棒料,直(zhí)接裝夾棒料外圓。由(yóu)於小孔對大孔有(yǒu)同軸度要求,安裝邊平麵對大孔有垂直度要求,因(yīn)此先加工大孔(kǒng)一端,同時(shí)粗鑽小孔,保證兩孔的同軸(zhóu)度。
(2)使用車銑複(fù)合加工中心的自動對接功能,將第二主軸靠緊零件右端,夾持外圓,切斷左端,保證零件總長尺寸19.5 mm。
(3)夾持零件右端外圓,鏜(táng)小孔(kǒng)後車(chē)外(wài)錐麵。
2.2.2 程序設計
數控加工程序(xù)設計的核心是數控加工工藝(yì)分析和規劃,主要(yào)包括加工(gōng)區域的劃分和規劃、刀軌形式與走刀方式的選擇、刀具及加工(gōng)工藝參數的設置。UGNX 軟件是 Siemens PLMSoftware 公司出品的具有強大(dà)設計、工程及製造功能的高端軟件係統,包(bāo)括 NX 鈑金、外觀造型設計、製圖、高(gāo)級仿真、運動(dòng)仿真、加工(gōng)、裝配等多種模塊,是航空發動機精密零件設計、加工的(de)首(shǒu)選軟件。在程序設計階段,采用(yòng) UGNX 加工模塊,可以按照零(líng)件加工工(gōng)藝路線設計(jì)並生成刀具軌跡。根據噴(pēn)口零件工(gōng)藝路線,可將加工區域劃分為 3 個部分:車加工(gōng)區域、銑加工區域、對接後車(chē)加(jiā)工區域。
(1)車加工區域程序設(shè)計
選(xuǎn)擇 UGNX 加工模塊,配置相應綁定包,進入車加工(gōng)環境。將零件(jiàn)模型與棒料模型裝配一體(tǐ)。車加工編程特別需(xū)要注(zhù)意(yì)的是(shì)調(diào)整坐標(biāo)係,使機床坐標係符合實際。按照工(gōng)藝要求在用戶界麵設置切削區域、切削策略、刀具參(cān)數、走刀路徑(jìng)和切削(xuē)參數,生成刀軌。
(2)銑加(jiā)工區域程序設計
該噴口零件銑加(jiā)工區域僅需進行銑旋(xuán)流槽(cáo)程序設計。編(biān)程方(fāng)式有 2 種 :第一,編製宏程序,輸(shū)入(rù)設備(bèi) ;第二,采用UGNX 軟件基於零件(jiàn)模型編程,後置處理後生成 ptp 格式的數控加工程序,導入設備(bèi)。采用宏程序編程,利用循(xún)環語句可以縮短程序行數,修改方便(biàn),但是編程人員和設備操作者需(xū)要一定的數學(xué)基礎與宏編程基礎。該噴口零件采用 UGNX 軟件基(jī)於零件模型編(biān)程。進入銑加工環境,按照工藝要求在用戶界麵設置切削部位、驅動方法(fǎ)、投影矢量、刀軸、刀具(jù)和切削參數等相應參(cān)數,即可完成(chéng)程序設計。采用(yòng) UGNX 軟件(jiàn)編程難度較低,但(dàn)是輸(shū)出的程序為坐標(biāo)點,數據量巨大,如需修改,必須調整 UGNX 零件模型再重(chóng)新輸出(chū),導入設備。
(3)對接(jiē)後車加工區域程序設計(jì)
對接後需進行(háng)精鏜小孔和車(chē)外錐麵(miàn)工步(bù)。再次進入(rù)車加工環(huán)境(jìng),按照工藝要(yào)求在用戶界(jiè)麵(miàn)設置切削區域、切削策略、刀具參(cān)數、走(zǒu)刀路徑和切(qiē)削參數,生成刀軌。
2.2.3 模(mó)擬仿真(zhēn)
VERICUT 軟(ruǎn)件是美國 CGTECH 公司開發的數控加工(gōng)仿真(zhēn)係統,是航空發動機精密零(líng)件加工程序(xù)設計中最(zuì)常(cháng)用的軟件。UGNX 軟件生成的 STL 格式零件模型和 PTP 格式數控程序加載至 VERICUT 中,配置控製係統、坐標係統(tǒng)、刀(dāo)具係統等相應模塊即可進行仿真和分析。
2.2.4 加工驗證
將 UGNX 軟件生成的數控加工程序導入車銑複合加工中(zhōng)心,采用(yòng)設備自動(dòng)對刀模塊完成刀具設置,選(xuǎn)用合適的切削參數,加工後(hòu)的零件經檢驗符合圖(tú)紙要求。
3 、結語
采用車銑(xǐ)複合技術加工航空發(fā)動機噴(pēn)嘴類精密零件,一次裝夾找正(zhèng),完成車削、銑削和對接後車(chē)削的全部加工內容,加工精度高、加(jiā)工效率高、工裝數量少、生(shēng)產(chǎn)管理少。通過使用 UGNX 軟件數控編程,VERICUT 軟件模擬仿真,能夠在計算機中完成程序的驗證和調整,將優化後的程序導入加工設(shè)備,能夠減少加工中的人(rén)為幹預(yù),提高零件加工質量和效率。
投(tóu)稿箱:
如果您有機床行業、企業相關新聞稿(gǎo)件發(fā)表,或(huò)進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿(gǎo)件發(fā)表,或(huò)進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業界(jiè)視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削(xuē)機床產量(liàng)數據(jù)
- 2024年11月 分地區金屬切削機(jī)床產量(liàng)數據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據
博文(wén)選萃
| 更多(duō)