


教學加工兩用型微型數控銑床的數控(kòng)係(xì)統研究與開發
2020-5-27 來源: 湖北(běi)水利水電職業(yè)技術學院 作(zuò)者:龐璐,戴華,黎楠
摘要:研發(fā)了一種應用於教(jiāo)學加工兩用型微型數控銑床的數控係統,采用 NC 嵌入計算(suàn)機結(jié)構的開放式數控係統,機械結構采用立式數控銑床形式的(de)結(jié)構布局;完成了工作台步(bù)進電機控製線路、銑軸伺服電機(jī)控製(zhì)線路的設(shè)計;模塊化的設計思路,設(shè)計了控(kòng)製係統軟件部分,能夠檢查並編譯 NC 代碼,能夠通過運動控製器來完成自動加(jiā)工、對刀和加工軌跡(jì)仿真(zhēn)等功能;人機界麵友好,易於使用,用戶可(kě)根據自己使用要求添加(jiā)相應模塊(kuài)。應用加(jiā)工實例表明,本教學加工兩用型微型數控銑床的數控係統(tǒng),操作簡單、功能完善(shàn)、安(ān)全係數高、性能優越等係列優點,能夠滿足教學加工兩用型微型數控銑床的控製要求,為數控係統的發展奠定(dìng)了技術基礎。
關鍵詞:教學加工兩(liǎng)用(yòng)型;微型數控銑床;數控係統;模塊(kuài)化設計
計算機數控 (Computerized numerical control,簡稱 CNC)係統是用計算機控製(zhì)加(jiā)工功能(néng),實現數值控製的係統,是數控機床的核心[1]。它的功能是接(jiē)收載體送來的加工信息,經計算和處(chù)理後去控(kòng)製機床的動作。其主要組成部分有:工業控製計算(suàn)機、運動控製器及通用 I/O 控製卡、主軸變頻調(diào)速係統、步進驅動係統(tǒng),交流伺服控製係統、三(sān)軸(XYZ)工作平台、切屑回收係統及尾軸定位鑽孔等輔助(zhù)裝置[2]。本(běn)文采用基於 DSP 的運動控製器(qì) GE-300-SG作為整個控製係統的核心,構建了 NC 嵌入計算(suàn)機結構的開放式數控係統。目前 NC 嵌入計(jì)算(suàn)機結構的(de)開放式數控係統一般采用 PLC 來(lái)控製(zhì)[3],本文中則采用運動控(kòng)製器和通用 I/O 卡(kǎ),為開放式數控係統的研發(fā)提供了另(lìng)外一種途徑。
1、 係統硬件設計
教學加工兩用型微型數控銑床的控製係統采用工業 PC 機結合固高科技有限(xiàn)公司生產的運動控製器取代目前數控銑床中現有的數控係統。該係統以Windows 2000 作為操作界麵,通過 PC 機輸入的具體加工程(chéng)序經過運動控製(zhì)器的處理,轉換成步進電機(jī)驅動器及伺服驅動器能識別並能執行的電壓信號,然後由各電機驅動器及伺服驅動(dòng)器驅動各軸的電機按給定的要求運動,從而達到控製銑床運動(dòng)的目(mù)的。其硬件係統(tǒng)包(bāo)括工業計算機、運動控製器、通用(yòng)輸入輸出板卡、主軸交流變頻器(qì)及電機、交流伺服驅動器及驅動(dòng)電機、步進電機驅(qū)動器及驅動電(diàn)機、鑽孔電機、位置(zhì)傳(chuán)感器、吸塵(chén)電機等。各部件的選型不僅要滿足功能的要求,也應具有很好的(de)性價比和(hé)可靠性,同時還(hái)應注意(yì)各部件之間的匹配。其結構框圖如圖 1 所示。
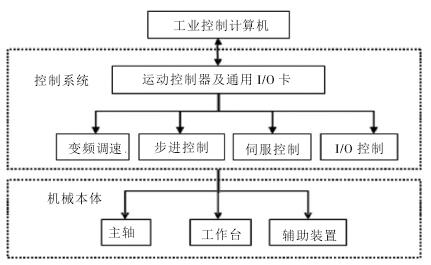
圖 1 教學加工兩用型微型數控銑床的結構(gòu)框圖
1.1 機(jī)械結構方案的設計
機械本體是控製係統的控製對象,其(qí)結構作為(wéi)教(jiāo)學加工兩用型微型數控銑床控製係統的載體,具體(tǐ)實現控製係統的運動的目的[4]。教學加工兩用(yòng)型微型數控銑床的主體結構如圖 2 所示,其主體結構包括 X、Y 軸工作台、Z 軸工作台(tái)和立柱結構等部件(jiàn)。
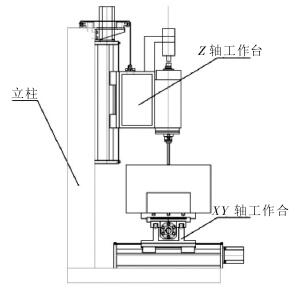
圖 2 教學加(jiā)工兩用型微型(xíng)數控銑床的主體結構
1.2 運動控(kòng)製器的分析設計
教學加工兩用型微型數控銑床選用以 DSP 為主要控製蕊片的數字(zì)式(shì)步進(jìn)/伺服(fú)型運動(dòng)控製器,在(zài)本文中,選用固高科技(jì)(香港) 有(yǒu)限公司基(jī)於 DSP 和(hé)FPGA 技術的三軸PCI運動控製器 ,型號 為(wéi) :GE-300-SG-PCI-G.
該款運動控製器不僅可(kě)以控製三個軸(伺服(fú)電(diàn)機或步進(jìn)電(diàn)機控製),控製周期 200 us,而且能夠支持三路四倍頻增量式編碼器信號輸入,最高頻率(lǜ)為 8 MHz;具有通用的數字信號輸入輸出功能;支持原位信號和限位信號輸入;有較高的性(xìng)價比[5]。如圖 3 所示。
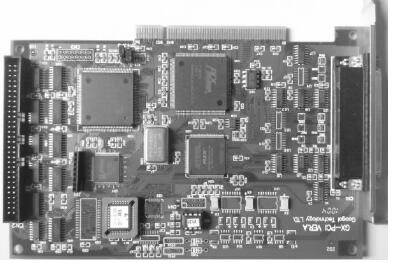
圖(tú) 3 GE- 300- SG- PCI- G 運(yùn)動控製器
在開發(fā)基於運動控製器的程序之前,必須按照其說明說進行安裝、測試並正確的與其他(tā)硬件設備連接,教學加工兩用型微型數控銑床(chuáng)的 GE 係列運動控製器與工(gōng)業計算機的連接設計,如圖 4 所示。
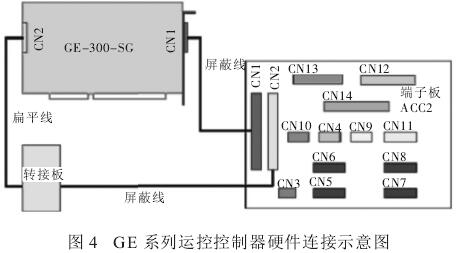
GE-300-SG-PCI-G 運動控(kòng)製器(qì)中,其專用的輸入包括:驅(qū)動報(bào)警信號、原點信號和限位信號,通過端子板的 CN5(CN6、CN7)將驅動報警信號與驅動器相連[6]。原點和限位通過 CN12 與外(wài)部開關相連,如圖5 所(suǒ)示。專用(yòng)輸出包括:驅動允許,驅動報警複位(wèi)。專用輸(shū)出通過端子板(bǎn) CN5(CN6、CN7)與驅動器連接。CN5 對應 X 軸步(bù)進電機,CN6 對應 Y 軸步進電機,依此類推。
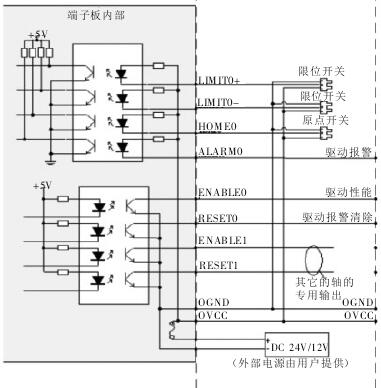
圖 5 專用輸入和輸(shū)出信號的連接
1.3 交流伺服係統
伺服電動(dòng)機也稱為執行電動機,在控製係統中作為(wéi)執行元件,將電信號轉(zhuǎn)換為(wéi)軸上的轉速或轉角,以帶動控製對象。伺服電機(jī)有直流和交流兩種,大功率控製係統常采用直流伺服電動機,交流(liú)伺服電動機則主(zhǔ)要用於小(xiǎo)功率伺服係統,最大的特點就是可控性好[7]。在沒有控製信號輸(shū)入,伺服電機停止轉動;有控製信號輸入時,伺服電機轉動;改變控製電壓的相位(wèi)(極性)和大小就可以改(gǎi)變伺服電動機的轉向和轉速。本文中所采用的(de)是博美德(黃岡)機械有限公司生產的 SM80-024-30LFB 交流伺服電動機。目(mù)前,以 DSP(數字信號處理器)作為(wéi)控製核(hé)心的伺服(fú)控製器得到了廣泛的應用,能夠實現事項數字(zì)化、智能化和網絡化以及較為複(fù)雜的控製運算。伺服驅動器是伺服係(xì)統的核心,它的精度決定了伺服控製係統的整體精度。伺服驅動器的工作目的,主要是根(gēn)據伺服控(kòng)製器送出(chū)的轉矩、速度(dù)、位置(zhì)等指令工作[8]。教學加工兩用型微型數控(kòng)銑床選用博美德(黃(huáng)岡) 機械有限公司生產的 SA1L04C 型伺服驅動器。SA1L04C 型伺服驅動器(qì)連(lián)接圖如圖(tú) 6 所(suǒ)示。
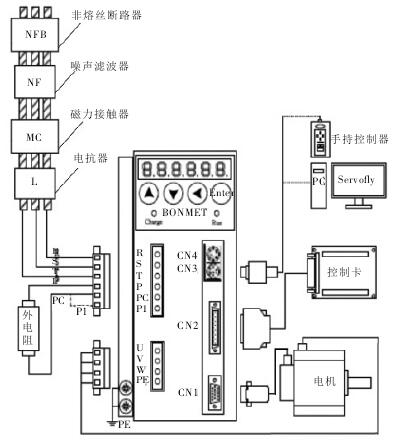
圖 6 SA1L04C 型伺服驅動器連接圖
1.4 銑軸變(biàn)頻係統
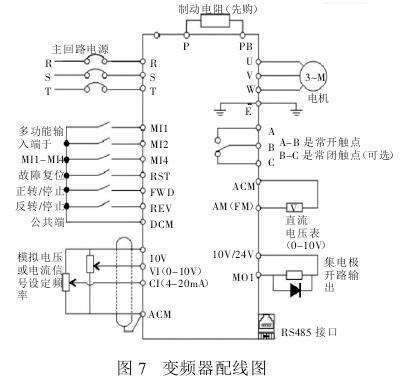
近(jìn)幾(jǐ)年來交流變(biàn)頻調速係統得到(dào)了廣泛的發展,其優異的調速性能可以取代傳統的(de)直流調速係統。變頻器靠(kào)內部 IGBT 來調整輸出電源頻率和電壓,根據電機的實際需要電壓來提供所需要的電源電壓,從而達到調速、節能的目的(de)。並且(qiě)隨著電子配(pèi)件的發展,變頻器的價格越來越低(dī),性能越來越好,性價比不斷提高也(yě)使其得到了廣泛的應用[9]。因此在銑軸調速係統中本文采用以變(biàn)頻器為核心的調速係統。本文中銑軸變頻係統使用(yòng)的是三晶牌變(biàn)頻器,其調速方式是使用該變頻器的多功能輸入端子來進行調速(sù)。變頻器的連接分,分為主回路和控製回路。連接時應將外殼的蓋子掀開,此時可看到主回路端子和控製回路(lù)端子(zǐ),應依照圖 7 的配線回路準確連接。
1.5 步進驅動係(xì)統
步進驅(qū)動係統由運動控製器發出的方(fāng)向、脈衝等控製信號,控製步進驅動器,再通過步進驅動器控製步進電動機(jī),步進(jìn)電機與滾珠絲杠相連(lián)接,滾珠絲杠的螺母與機(jī)床的工作台相連接,把(bǎ)電機(jī)的旋轉運動轉變為工作台的直線移動[10]。步進驅動係統包括步進電機與(yǔ)步進驅動器,根據微型數控機床(chuáng)的精度要求(qiú),本文(wén)中選用雷賽(sài)智能(néng)式 863S68H 三相混(hún)合式的步進電機和用雷賽公司(sī)剛研發出(chū)來的一款高細分步進電機驅動器,該驅(qū)動(dòng)器采用(yòng)的(de)是精密電流控製技(jì)術,型號:3ND1183,適用(yòng)於驅(qū)動控製 86-110 型各種(zhǒng)品牌的三相混合式的步進電機。
步進驅動係統中驅動器的接線圖,如圖 8 所示(shì)。
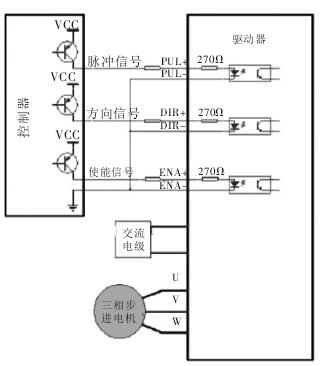
圖 8 步進驅動係統接線圖
2 、係統軟(ruǎn)件設計
目(mù)前在(zài)數控係(xì)統軟件的開(kāi)發中,由於經濟(jì)型(xíng)數控係統軟件采用的是標準開發環境,不僅降低了開發成本,而且能開發(fā)出性能更好的係(xì)統,同(tóng)時還可(kě)以降低維(wéi)修的成本,因此基(jī)於工控機的開放性數控係統將(jiāng)成為控製係統的發展方向[11]。在本文教學加工兩用型微型數控銑床的控製係統軟件的開發中,采用“工控(kòng)機+運動控製器(qì)”作為控製核心,選(xuǎn)用 Win-dowsXP 作為軟件操作平台,Microsoft Visual C++6.0作為軟件的開發工具(jù)。
2.1 軟件(jiàn)係(xì)統構成(chéng)
軟件係統是硬件係(xì)統(tǒng)功能的實現,必(bì)須根據硬件特點、係統設計、用戶要(yào)求來編寫程序。進行係統軟件設計時,首先將整個係統的任務功能分成許多(duō)個模塊,並對每個執行模塊進行定義,之(zhī)後根據(jù)模塊(kuài)需要實(shí)現的(de)功能設計每(měi)個具體模塊的程序,最後組成一個完整的係統,整個係(xì)統的程序不僅結構上具有(yǒu)模塊化的特點,而(ér)且各模塊內部也可細分為小模塊。模塊特(tè)性有利於軟件測試,在功能擴充上也很方便。如要增加新功(gōng)能(néng),隻需增加新模塊(kuài)就能實現。因(yīn)此這樣的模塊程序設計方法思路清(qīng)晰、邏輯性強、柔性很大[12]。
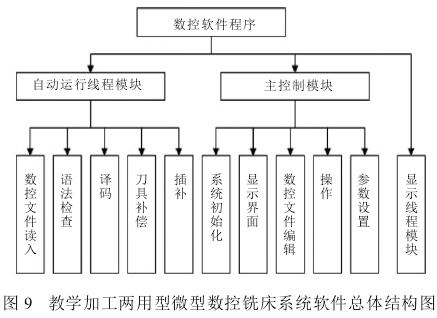
根據(jù)構建的教(jiāo)學加工兩用型微型數控銑床的控(kòng)製(zhì)係統(tǒng)硬件體(tǐ)係的結構和性能特點,本文中係統軟件設計采用模塊程序設計(jì)方法。其控製係統軟件主要劃分了以下幾個模塊:人機交互界麵模塊、語法檢測模(mó)塊、數控加工程序編譯模塊、刀(dāo)補模塊、仿真模塊以及(jí)其他輔助模塊等。整個教學(xué)加工兩用型微型(xíng)數(shù)控銑(xǐ)床控製係統軟件的基本結構(gòu),如圖 9 所示。
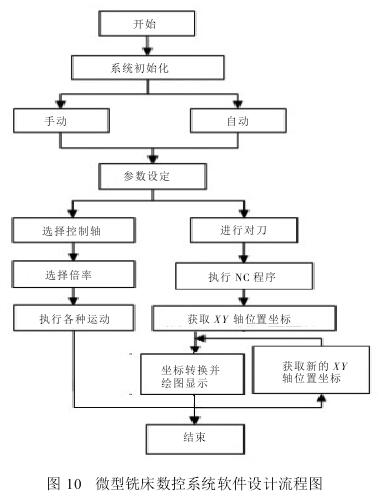
微型(xíng)銑(xǐ)床數控係統軟件設計流程圖,如圖 10 所示。
2.2 係統軟件(jiàn)中主要功能的設計
根(gēn)據教(jiāo)學加工兩用型微(wēi)型數控銑床的數控係統實現的(de)功能和特點,可將其(qí)軟(ruǎn)件(jiàn)根據實現功能的不同,可歸納為(wéi)以下幾個功能模塊,分別闡述(shù)如下。
(1)自動加工功能的設計
自動(dòng)加(jiā)工程序重點是要將數控 G 代(dài)碼進行編譯,在程序中編寫了一個結構體來存(cún)儲 G 代碼中的數據。
(2)對刀功能的(de)設計
對刀的目的是將 G 代碼程序中的原點與實際工件加(jiā)工的原點對應起來。在(zài)類 CMillingDlg 中定義成員變量分別用來記錄機床坐(zuò)標和工件坐標。對刀操作就是通過(guò)刀具當前(qián)在機床坐標係中的位置計算出三(sān)個工件零點的值,在後麵的插補指令中,分別將工件(jiàn)零點加到相應的 X,Y,Z 坐標值上,這樣就(jiù)將工件坐標(biāo)(編程坐標)坐(zuò)標(biāo)轉換為了機床坐(zuò)標。
(3)仿真(zhēn)功(gōng)能(néng)的設計
在本文(wén)控製軟(ruǎn)件的設計中,仿真的原理和插補是類似(sì)的,隻是將插補運動換成 GDI 的直線和圓弧的繪製函數。在對話框(kuàng)上放置了(le)一個 STATIC 控件(jiàn),仿真圖形的所有繪製都是(shì)在(zài)該 STATIC 控(kòng)件(jiàn)上進行的。在程序中(zhōng)成員函數中首先繪製了仿真坐標,然後根據結構體數組中的值一項一項(xiàng)的逐次進行繪製。由於 GDI 的繪圖是一(yī)瞬間(jiān)完成的,為繪(huì)製出整個仿真運行(háng)的效果,在繪製完每一項的圖形後程序(xù)暫停0.5 s,這樣就繪製出了仿真的動(dòng)態過程(chéng)。仿真圖(tú)如圖11 所示
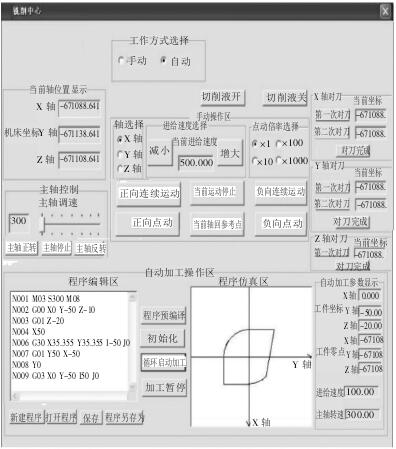
圖 11 仿真圖
3 、人機界麵的(de)實現
人機界麵是(shì)計算機和用戶之間進行交互和信息交換(huàn)的媒介,準確描述是用戶通過用戶界麵向計算機發出各種數據(jù)命令,以達到對計算機進行實(shí)時操作(zuò)和控製,而計算機通過用戶界麵將計算機控製情況(kuàng)和處理結果表示出來(lái),直觀地供用戶觀察,並指(zhǐ)導用戶發出下一步命令[13]。除此之外,人機界麵還應該為計算機和(hé)用戶提供幫助、識別以及檢查等功能。所以人機界麵不僅僅為用戶和(hé)計算機提(tí)供信息交(jiāo)換的渠道,而且也充分發揮了計算機的(de)功能。友好的人機界麵能夠(gòu)提高控製係統的使用效率,促進用戶(hù)更好的掌握及創造性發揮,所以其作用(yòng)顯得非常重要。本控製係統運用 Visual C++6.0 語言(yán),設計了程序運行界麵和參數設置界麵的人機界麵。
4、 結(jié)束語
通過數控係統提供機械加工領域的生(shēng)產製造效率(lǜ)是未來的必然(rán)趨勢,本(běn)文對(duì)教學加工兩用型微型數控銑床(chuáng),從硬件和軟件探討了采用 NC 嵌入計算機結構的開放式數控係統,機械結構采用立式數控銑床(chuáng)形式的結構布局;完成(chéng)了(le)工作台(tái)步進電(diàn)機控製線路、銑(xǐ)軸伺服電機控製線路的(de)設計。
采用(yòng)模塊化的設計思路,設計了控製係統軟件部(bù)分。該軟件在工控機上能實現其功能,能夠檢(jiǎn)查並編譯 NC 代碼,能夠通(tōng)過運動控(kòng)製(zhì)器來完成自動加工、對刀和加工軌跡仿(fǎng)真等功能(néng);人機界麵友好,易於使用;提供了主要功(gōng)能設計的源代碼。該軟件的源代碼開放,由於采用的是模塊化設計思(sī)路,用戶可根據自己使用要求(qiú)添加相應模塊。
應用加工實(shí)例表明,本教學加工兩用型微(wēi)型數控銑床的數控係(xì)統,人(rén)機界麵友(yǒu)好(hǎo)、操作簡(jiǎn)單、功能完善(shàn)、安(ān)全係數高、性能優越等係列優點,能夠滿足教學加工兩用型(xíng)微型數控銑床的控(kòng)製要求,為數(shù)控係統的發展奠定了技術基礎(chǔ)。
投(tóu)稿(gǎo)箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更(gèng)多

行(háng)業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分(fèn)地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口(kǒu)情況(kuàng)
- 2024年11月(yuè) 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切削機(jī)床產量數據(jù)
- 2024年10月 金屬切削(xuē)機床產量(liàng)數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新(xīn)能(néng)源汽車產量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產量數據