


PID算法在微型數控銑床主軸轉速(sù)控製中的應用
2016-11-7 來源:四川大學製造(zào)科學(xué)與工程學院 作者:蔣滔 方輝(huī) 黃紀剛 董秀麗
摘要:P]D控製在工業領域應用廣泛。將PID用於微型數控銑床(chuáng)主軸電動機轉速控製時。由於機床加工過程中負載變化複雜(zá),主軸轉(zhuǎn)速變化範圍較大,而普通PⅢ控製參數不能改變。這使得(dé)P]D控製的性能有一定的局限性。因(yīn)此。對普(pǔ)通P]D控製進行了(le)相應的改進。使得其在微型數(shù)控銑床主軸轉速控製(zhì)中的性能(néng)有(yǒu)所提高。並通過實驗驗證了相關技術的實用性(xìng)。
關鍵(jiàn)詞:微型數控銑床;主軸轉速,IPID控製;優化
在(zài)銑削加(jiā)工過程中,負載的變化將在一(yī)定程度上導致主軸轉速失穩,尤其(qí)是在加(jiā)工具有高硬度的材料時,切削力變化更加明顯,這將導致主軸轉速有明顯的波動;同時,在銑床起停或者轉(zhuǎn)速變化範圍比較大時,普通PID控製很(hěn)容易產生(shēng)積分飽和現象;此外,銑床加工環境中存在的各種幹擾信號也(yě)將直接影響銑床主軸控製係統的性能。因(yīn)此,利用普通PID方法進行(háng)數控加工設備主軸轉速(sù)控製時(shí),可能(néng)使控製係統的性能(néng)難以達到預期效果。本文介紹了一種對普通PID控製的改進方法,使(shǐ)PID控(kòng)製能較好地應用在桌麵(miàn)銑床主軸轉(zhuǎn)速控製係統(tǒng)中。
1. 無刷直流電動(dòng)機優點及其數學模型
無刷直流電動(dòng)機與有刷直流電動機的不同之處在於其(qí)采用了電子換向裝置(zhì)替代了有刷直流電動機的機械換向裝置,克服了有(yǒu)刷直流電(diàn)動機機械換(huàn)向帶來的一(yī)係列缺點。但無刷直流電動機(jī)保留了有刷直流電動機寬廣、平滑的(de)優(yōu)良調速(sù)性能。同時,無刷(shuā)直流電(diàn)動機(jī)具有轉矩高、過載能力強、運行效率高和(hé)調(diào)速性能好等優點,所以,本文所設計的微型數控銑床主軸電(diàn)動機選用三相無刷直流電動機。
忽略無刷直流電動機換向時(shí)間以及渦流、磁損耗等因素影(yǐng)響;假設逆變電路元件具有理想開關(guān)特性,以無刷直流電動機的電樞電壓作為輸入量,轉速作為輸出量,電動機電壓的平衡方程如式(1)所示,電動機轉矩平衡方程如式(2)、(3)所示。
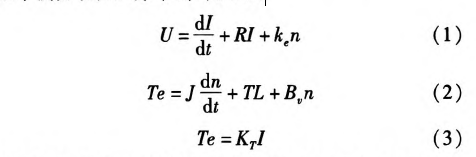
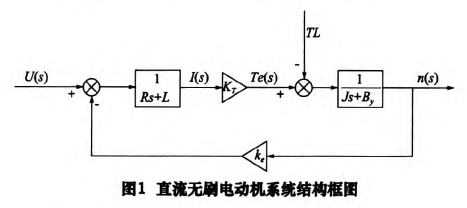
式(2)中:u為電樞電壓(yā);,為電樞電流;L為電樞電感;R為電樞電阻;後。為電動機反電勢係數;t't為電動機轉速;Te為電磁轉矩;‘,為電動機轉子轉動慣量;TL為負(fù)載力矩;B。為粘(zhān)滯摩擦係(xì)數;巧為電動(dòng)機轉矩係數。對上述式(1)、(2)、(3)進行Laplace變(biàn)換可得直流無刷電動機的係統結構(gòu)框圖如(rú)圖(tú)1所示。
2.數字增量PID控製
PID控製器即比例、積分、微分控製,是根據係統輸出信號與輸(shū)入信號的偏差來對控製係統進行調節的一種方法,是控製係統中應用最為廣泛、技術(shù)最成熟的一種控製規律,其基本算式為:

式中:“(t)為PID控(kòng)製器的輸出量;e(t)為偏差(chà)信號;砟為PID控製器的比例係數;I為PID控製器(qì)的積分常數;瓦為(wéi)PID控製器的微分常數。
隨著rr產業的不斷發展,雖然(rán)處理器芯片種(zhǒng)類繁多,但是各種處理器芯片都是基於采樣的控製形式,處理的數據隻能(néng)是數字(zì)量,不能像模擬控製器那樣進行連續控製。因此,基於處理器芯片來設計數控機床主軸轉速控製係統時,必須對PID算式進行離散化處理。以r為(wéi)采樣周期,K為采樣序(xù)號,用求和替代積分,增(zēng)量替代微分(fèn)得數字PID算(suàn)式(shì)如式(5)所示。
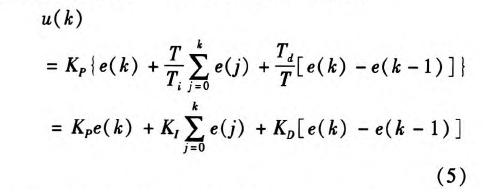
式中:u(k)為第k次采樣時刻的輸出(chū);e(k)為第k次采樣時刻的偏差;墨為積分係數,Kr=Ke彤t;%為微分係數,Ko=KpL/T。
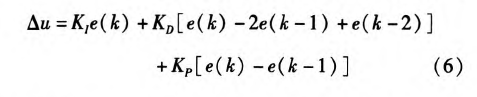
式(5)是PID控製的(de)離散化表達(dá)式,可(kě)以直接由處(chù)理器芯片編程(chéng)實現(xiàn),但(dàn)是表達(dá)式中存在累加求和(hé)項,隨著(zhe)采樣序號增加,累(lèi)加次數增(zēng)多、數據(jù)量大,需要占用處理器芯片上很(hěn)大(dà)的(de)資源(yuán),不僅導(dǎo)致處理器計算時間增加、影響控製精度,而且會增加控製器成本。因(yīn)此,在實際應用中(zhōng)采用(yòng)PID數字增量算式(shì)用於編程實現,其表達形式如(rú)式(shì)(6)所示。
3. PID控製原理在微型數控銑床主軸轉速控製(zhì)中的改進
隨著製造業的不斷發展,傳統數控機(jī)床逐漸向高(gāo)速、高精度方向發展,若用傳統數控機床進行普通精度的工件加工和數控(kòng)操作人員培訓顯然會導致資源(yuán)浪(làng)費。因此,研究和開發(fā)微型數控機床能(néng)有(yǒu)效地滿足多元化的需求。同時,微型數(shù)控機床是一個機、電高(gāo)度集成的機電一體化產品,其尺(chǐ)寸小、成(chéng)本低、功能齊全,為相(xiàng)應的控製係統研究和開發提供了一個良好的實驗平台。
微型(xíng)數控銑床(chuáng)在加工過(guò)程中,主(zhǔ)軸轉速的穩定性將直接影響加工工件的表麵質量,而影響主軸轉速變化的因素(sù)有負載變化、加工工藝參數變化以(yǐ)及加工材料內部組織結(jié)構的變化,這些導致主軸轉速波動的因素都是隨機的(de),速度變化範圍的大小也是不同的,為確保銑床主軸轉速(sù)相對穩定,應使主軸轉速控製器具有調節時間短、調節(jiē)範圍廣、抗幹擾能(néng)力強等特點。在PID控製中,比(bǐ)例項主要影響係統的調節(jiē)時間、積分項主要影(yǐng)響係統靜態(tài)誤差、微分項主要影響(xiǎng)係統的動態(tài)性能。因此,結合銑(xǐ)床主軸(zhóu)轉(zhuǎn)速(sù)的影響因(yīn)素和(hé)PID控製的(de)特點,對普通PID控製進行如下改進,從而用於桌麵銑床主軸轉速控製係統中。
(1)比例(lì)項影響係統響應速度(dù),當主軸轉速偏差較大(dà)時,我們希(xī)望增(zēng)大比例項的作用,使轉速調節時間減小。因(yīn)此,在比例項加上比例係數控製因子(zǐ)K。e(k),使得比例項為式(7)所示。由表達式(7)可知,比(bǐ)例項係數會根據(jù)主軸轉速偏差的不(bú)同而進行微調,這將使在轉速偏差較大情況下比例項的作用增強,從而使調整時(shí)間減小。
其(qí)中:耳,是通過PID參數整定方法得出的比例參數;&為比例係數控製因子係數。
(2)積(jī)分項可減小係統的靜態誤差。由式(5)可知(zhī),積分項在PID控製中的實現是對轉速偏差進行累計疊加(jiā),當主軸無刷直流電動機在起停或者(zhě)大幅調速時,在短時間產生較大的偏差,需要較長時間才能消(xiāo)除,這容易使控製(zhì)係統產生積分(fèn)飽和現(xiàn)象(xiàng)。因此(cǐ),使用變速積分來替代普通積分項,設係數九e(k)]為e(k)的函數,其表達式如式(8)所示,變速積分項表(biǎo)達式如式(9)所示。由表達式可知,變速積分(fèn)項的作用效果隨(suí)著(zhe)偏差(chà)的變(biàn)化而改變,當偏差較(jiào)大(dà)時,積分項作用減弱,甚(shèn)至消失,這較好地(dì)避免了(le)積分飽和現象的產生,同時又(yòu)不影響積分項對係統靜態誤(wù)差的調整。
(3)微分項可提高係(xì)統的(de)動態特性;但同時由於(yú)微分作用,微分項對幹擾特別敏感。微(wēi)型數控銑(xǐ)床(chuáng)加工過程中,幹擾源複雜,為提高(gāo)係統的抗幹擾能力,在微分項加上一個慣性環節得到不完全微分(fèn)項,經離散化表達(dá)式如式(10)所示。由表達式可(kě)知,不完全微(wēi)分項(xiàng)相當於在普通微分項的基礎上加(jiā)上了一(yī)個(gè)低(dī)通濾波器,因此提高係統抗幹擾能力。
綜上所述(shù),改進後的PID算法如式(11)所示。根據理論分析,改進後的PID控製用於微型數控銑床主軸轉速控製的效果比(bǐ)普通PID控製要(yào)好。
4.實驗分析
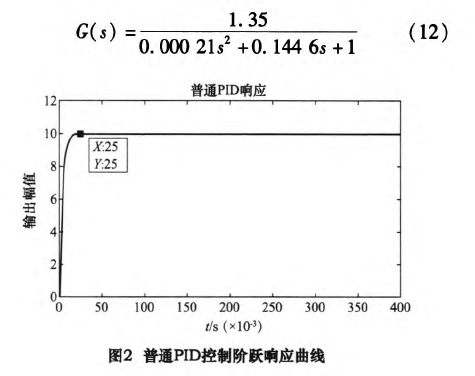
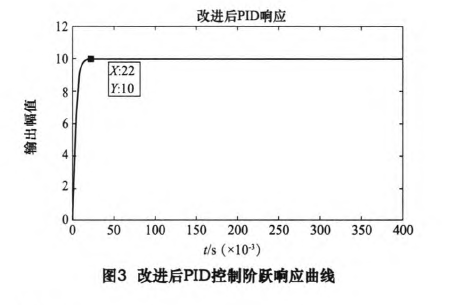
為驗證改(gǎi)進後的PID控製比普通PID控製的調整時間短,分別對(duì)兩種算(suàn)法進行階躍響應實驗。根據圖1所示的無刷(shuā)直流電動機係統結構框圖,代人無刷直流電動機(jī)參(cān)數可(kě)以得到無刷直流電(diàn)動機的傳遞函數為式(12),對無刷直流電(diàn)動機傳遞函數采用Ziegler—Nichols整定方法得出PID控製參(cān)數,設采(cǎi)樣時間(jiān)T=0.001 s,在同(tóng)一組PID參數(shù)作用下,使用普通PID控製的銑床(chuáng)主軸電動機和改進後(hòu)的PID控製的(de)銑床主軸(zhóu)電(diàn)動機階躍響應(yīng)輸出曲線如圖2、圖3所示。從實驗(yàn)結果來(lái)看,普通PID控製與改進之後的PID控製的穩態誤差幾乎沒(méi)有(yǒu)差別,但是,普通PID控製達到穩態所需時間為(wéi)0.025 S;而改進後的PID控製達到穩態(tài)所需的時間為0.022 s,在調整時(shí)間上,改進後的PID控(kòng)製比普通PID控製的效果(guǒ)好一些,這說明對普(pǔ)通PID控製(zhì)在比例項的改進(jìn)是有效的。
5.結語
PID是工業中應(yīng)用最廣(guǎng)泛(fàn)、技術最成熟的一種(zhǒng)控製算法,但是,在不同的工業環境和(hé)不同的控製係(xì)統中,PID表現出的控製效果也是有差別的。在使用PID設計(jì)控(kòng)製係統時,我們需要根據控製係(xì)統自身的特點對PID進行相應的改變,使得它在我們設計的控製係統中作用效果更(gèng)好。本文就(jiù)是利用這種思想,結合微型數控銑床加工過程的特(tè)點,對用於銑床主軸電動機的PID算法進行了一些改進,使其在這種(zhǒng)特定的工作環境中取得了較為良好的效果。
投稿箱:
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯(lián)係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯(lián)係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息(xī)

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型乘用車(chē)(轎車(chē))產量(liàng)數據
- 2024年(nián)11月 新能(néng)源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金屬(shǔ)切削機床產量數據
- 2024年(nián)10月 金屬切削機床產量數據(jù)
- 2024年(nián)9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(chē)(轎車)產量數(shù)據