


基於鬥笠刀庫的數控銑(xǐ)床升級改造(zào)機械裝調研究
2016-10-21 來源:山東商務職業(yè)學院 作者:魏彥波
摘要:隨著數控(kòng)加工自動化程度的加快,數控機床自動化(huà)程度越(yuè)來越高,數控銑床在加工時需要手(shǒu)動換刀(dāo),並且換刀次數較為頻繁,存(cún)在很大的安全隱患,並且生產效率低(dī),故數控銑(xǐ)床升級為加工中的需求日趨增多,本課題主要(yào)研究在數控銑床上加裝鬥笠式刀庫使其(qí)升級為加工(gōng)中心的機械裝調(diào)方法,為數控銑床升級為加工中心奠(diàn)定基礎。
關(guān)鍵詞:鬥笠刀庫升級改造機(jī)械裝(zhuāng)調
1.鬥笠式刀庫的機械安裝(zhuāng)與調試
鬥笠式刀庫(kù)在換刀時整個(gè)刀庫向主(zhǔ)軸移動(dòng)。當主軸上的刀具進入刀庫的卡槽時,主軸向上(shàng)移動脫離刀具(jù),這時刀庫轉動。當要換(huàn)的刀具對(duì)正主軸正下方時主軸下移,使刀具進入(rù)主軸錐孔內,夾緊刀具後,刀庫退回原來的位置,完成換刀動作。
1.1 鬥(dòu)笠刀庫支架與銑床立柱機械安裝
改造前根據購置的12刀位的鬥笠式(shì)刀庫的規格尺(chǐ)寸,在數控銑床立柱(zhù)側麵預加工6 個M12 的(de)螺紋(wén)孔,M12 的螺紋孔(kǒng)水(shuǐ)平間距為100mm,豎直間距為200 mm;另外預加工6 個M8的頂絲用(yòng)螺紋孔,M8 的螺紋孔(kǒng)水平間距為40mm,垂直間(jiān)距分(fèn)別為75mm,為了便於調整機械位置,設置(zhì)了支撐銷、上下方向頂絲和(hé)前後(hòu)方(fāng)向頂絲(sī),待機械位(wèi)置固(gù)定後(hòu)打(dǎ)定位銷,具體分布見圖1鬥笠刀庫支架與銑(xǐ)床立柱機(jī)械(xiè)安裝所示。
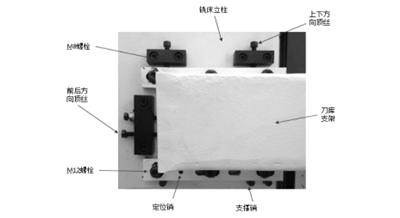
圖1 鬥(dòu)笠刀庫(kù)支架與銑床立柱機械安裝
1.2 鬥笠(lì)刀庫機械位置調整
刀庫支架與銑床立柱安裝連接(jiē)後,刀庫的(de)基本位置已經確定,利用鬥笠刀庫找正規檢驗調整刀庫的前後位置和左(zuǒ)右位(wèi)置,使鬥笠刀庫換刀的機械位置與主軸的中心位置、第二(èr)參考點位置之間精確匹(pǐ)配,找正規結構示意圖(tú)見(jiàn)圖2所示。
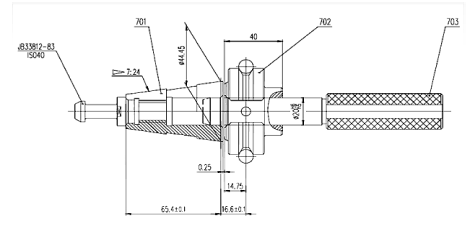
701 找(zhǎo)正規規錐柄(bǐng)、702找正規(guī)對刀環、703找正規中心檢棒
圖2找正規
機械位置調整。將找(zhǎo)正規的規錐柄701 安裝到機床主軸上,將刀庫罩子拆下,將找正規對刀環702裝在刀庫卡(kǎ)爪中,見圖3 所示。利用前後頂絲和上下頂絲調整鬥笠刀庫(kù)的前後和上下位置,使刀庫換刀位置卡爪上的對刀環(huán)702 與主軸中心位(wèi)置的規柄701 中心同心,要求,找正規中心檢棒能順利流(liú)暢的通過對(duì)刀環內孔插入找正規錐柄內孔中。
主軸的頂刀量(liàng)調節。將刀柄裝在主軸內,把表座吸到主軸上,將百分表的(de)表頭垂直打(dǎ)到刀柄的下端麵,用(yòng)手扶住刀柄,通過調整氣缸上的頂刀螺(luó)釘與主軸內的頂刀螺釘來調節頂刀量,頂刀(dāo)量用百分表調整在0.20mm耀0.30mm之(zhī)間即可。
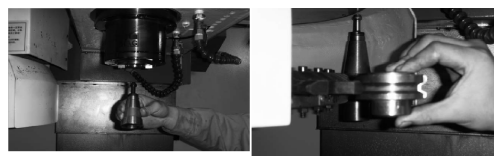
圖3 找正規錐柄及對刀環安裝
2. 鬥笠刀庫機械裝(zhuāng)調相關參數設(shè)置
2.1 主(zhǔ)軸定向角度(dù)設(shè)置
設置參數8135#4=0 使用主軸定向功能,設置參數4015#0=1 主(zhǔ)軸定向有效,設置參數3117#1=1 顯示診斷號445,調整主軸定向(xiàng)角度,在(zài)鬥笠刀庫機械位置調整合適後,找正主軸停(tíng)止位(wèi)置時主軸端麵鍵與刀庫卡爪完全吻合,通過診斷號445讀取此時(shí)主軸定向角(jiǎo)度脈衝(chōng)並將此角度脈衝輸入到參數4077中,完成主軸定向角度設置。
2.2 第一參考點(diǎn)設置
數控機床第一參(cān)考設(shè)置。在在“MDI”方式下,按“SYSTEM”鍵(jiàn),找到(dào)顯示器上的參數“參數(shù)”,輸入1815;搜索;將1815 參數的#4、#5=設(shè)置為0,數控係統斷電,然後再上電,手輪方式下移動機床至預設置的第一參(cān)考點位置(zhì),此(cǐ)時將參(cān)數1815 的(de)#5 設置為1,數控係統斷電再上電,最(zuì)後將參(cān)數1815的#4 設置為1,數控係統斷電再上電,第(dì)一參考點設置完畢。
2.3 第(dì)二參考點設置
在“MDI”方式下執行“M19”使主軸定向(xiàng),按“刀(dāo)盤前進”按鈕,將不帶拉釘的數控銑刀安(ān)裝到刀庫(kù)卡槽上,在“MPG”手(shǒu)脈方式下,Z 軸慢慢向下移動,臨近刀具的時候,試著鬆卡刀幾次,觀察主軸是(shì)否能卡住(zhù)刀,能卡住(zhù),刀盤也不被上抬,通過手脈調整主軸端麵與(yǔ)刀柄端麵之間(jiān)的縫隙在0.50mm耀0.70mm之間,此時的位置為Z 軸的第二參考點,按動“刀庫後退”按鈕,將Z軸的機床坐(zuò)標(biāo)數值(zhí)輸入參數1241中,建立第二參考點。
2.4 換刀參數(shù)設置(zhì)
我們在(zài)自動換刀時是通過(guò)程序T伊伊M06 來操作的,這就需要我們將(jiāng)數(shù)控係統的參數6071號參數(shù)設定為6,數控(kòng)係統在執行T伊伊M06 時即(jí)可調用換刀宏程序(xù)O9001,實現數控機床自動換刀控製。
3.總結(jié)
鬥(dòu)笠刀庫機械位置裝調是數控(kòng)銑(xǐ)床升級加工中心的前提基礎,鬥笠刀庫(kù)的機械位置裝調直接影響了後續電氣接線、氣動管路的連接(jiē)以(yǐ)及換刀PMC程序的(de)調試,機械位置的精準程度直接影響數控機床換(huàn)刀的精度和效率,本課題的研究解決了鬥笠刀庫機械位(wèi)置調整(zhěng)的問題。
投稿箱:
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息
馬(mǎ)")
業界視點
| 更多

行業數據
| 更多
- 2024年(nián)11月 金(jīn)屬切削機(jī)床產(chǎn)量數據(jù)
- 2024年11月(yuè) 分地區(qū)金屬切削機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基(jī)本(běn)型乘用車(轎車)產(chǎn)量數據
- 2024年11月 新(xīn)能源汽車產量數據(jù)
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據
博文選萃
| 更多