


摘要: 對FANUC 0I-MD 數控銑床在硬件連接正確、電氣和機(jī)械部分無(wú)故障的情(qíng)況下主(zhǔ)軸不轉,通過修(xiū)改參數排除主軸不轉(zhuǎn)故障後又發生實際轉(zhuǎn)速與(yǔ)指令轉速不一(yī)致的現象進行分析,繼而找到這一主軸常見故障的解決方法。
主軸作為數控機床的重要部件,為切削(xuē)加工提供主要的切削力。數控銑床在正常(cháng)工作時,主軸可以按照程序中的M 和S 指令以(yǐ)給定(dìng)的轉(zhuǎn)速和方向轉動(dòng)。文中以FANUC 0I-MD 數控銑床在硬件連接正確、電氣和機械部分無故障的情況下主軸不轉,通過修改參數(shù)排除主軸不轉故障後又(yòu)發生實際轉速與指令轉速不一致的現象進行分析,繼而找(zhǎo)到這一主軸常
見故障的解決方法。
1、 主軸(zhóu)工作異常現象描述
(1) 一台(tái)配備FANUC 0I-MD 數控係統(tǒng)銑床在MDI 模式下輸入指令“M03 S500;”後按“循環起動”按鍵後主(zhǔ)軸不轉動,係統無報警。
(2) 排除主軸不轉故(gù)障(zhàng)後,主軸實際轉速與指令轉速不一致。
2 、查找主軸工作異常的原因和故障排除(chú)方法
2. 1 主軸不轉故障分析與排除
引發主軸(zhóu)不轉故障的原因是多方麵的(de),主(zhǔ)要有機械、電氣、係統(tǒng)方麵(miàn)的原因,可按照“先(xiān)電氣、後機械、最後係統”的順序(xù)進行故障排除。
(1) 由(yóu)於係(xì)統無報警,可初步判斷不是接線引發的故障。為保險(xiǎn)起見,仔細檢查了數控係統各接口的連接情況,排除了電氣方麵的原因。
(2) 通過(guò)手轉動主軸發現主軸轉動比較靈活,排除了機械方(fāng)麵的原因。
(3) 係統參數。根據伺服控製和(hé)硬件連接方式不同(tóng),數控機床的主軸分為模擬主軸和串行主軸兩種形式。如圖1 所示,此例為串行主(zhǔ)軸,主軸電動機直接與主軸(zhóu)相連,即主軸電機轉(zhuǎn)速S電機等於主軸轉速S主軸。
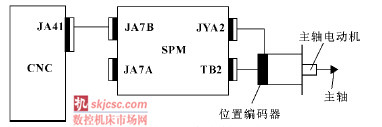
圖1 數控銑(xǐ)床主軸形式
根據(jù)數控銑(xǐ)床的主軸形式(shì)、主軸電機型號(αiI3 /10000) 和位置編碼器(qì)型號等參數,重新檢查和核對圖2 和表1 中的幾(jǐ)個重要主軸參(cān)數,最後(hòu)發現(xiàn)是由於未設置3736 參數(初始值為零) 導致指(zhǐ)令雖然已被係統讀入和執行,但主軸並不轉動。
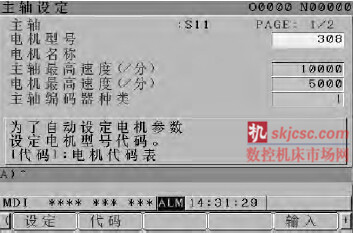
圖2 主軸設定
表1 主軸參數
將3736 參(cān)數設置為4 095,對應主軸電動機最高鉗製速度等(děng)於主軸電動機最高轉速10 000 r /min 後(hòu)主軸仍然無法正(zhèng)常啟動。
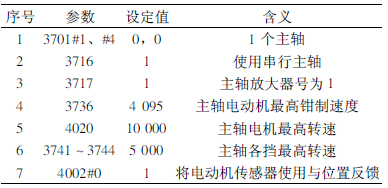
(4) PMC 梯形圖及參數。從係統中調出(chū)梯形圖檢查在“M03 S500;”指令下G70. 5 線圈(quān)得電情況(kuàng),如圖3 所示(shì)。在R207. 2 繼電器觸點(M03 指令觸點) 閉合的情況下,隻有K0000. 7 保持繼電器觸點(diǎn)閉(bì)合,G70. 5 線圈才可得電,主軸才可以正轉(zhuǎn)。將K0000. 7 值強(qiáng)製置1 ( 圖4 ), 重新輸入“M03S500;”指令後按“循(xún)環起動”後主軸起動,故障解除。
圖3 PMC 梯(tī)形圖
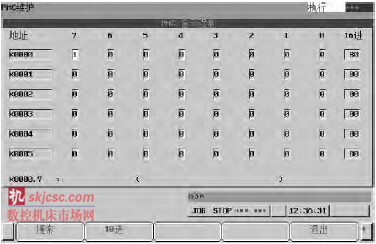
圖4 K0000. 7 參數(shù)強製
2. 2 主軸實際轉速與指令轉速不一致故障分(fèn)析與排除(chú)
在排(pái)除主軸不(bú)轉故障後發現,主軸實際轉速為1 001 r /min, 與指令“S500”轉(zhuǎn)速不(bú)一致, 如圖5 所示(shì)。
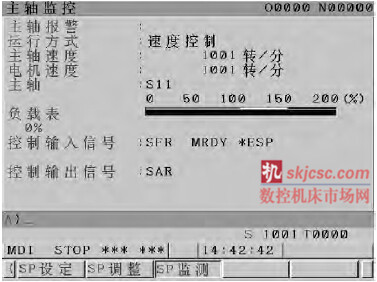
圖5 主軸實(shí)際轉速
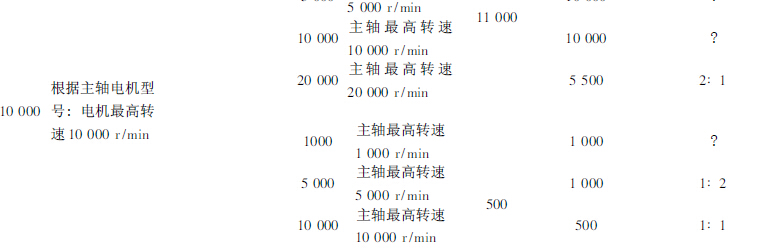
此例中主(zhǔ)軸電動機與主軸同軸連接,即傳動比為1 ∶ 1,隻有一擋即(jí)3741 擋。影響主軸實際速度的參數主要為4020、3736 和3741 三個參數,為找(zhǎo)到主軸實際轉速(sù)與指令轉速不一致的(de)原因,按照(zhào)這三個參(cān)數的變(biàn)化組合得(dé)到兩組主軸實際轉速的實驗數據,如表2 所示。
大多數數控機床的主軸轉速都分低、中(zhōng)、高和超高4 擋,各檔主軸最高轉速分別由3741 ~ 3744 四個參數設定。如果隻有一擋,係統默認的主軸最高轉速(sù)由3741 參數設定,此例中的數控銑床主軸隻有一擋。由表2 實驗數據可以得出結(jié)論: 4020 和3741 ~3744 參數之間反映的是實際主軸電(diàn)機與主軸之間(jiān)的傳動比關係,而3736 參數體(tǐ)現的是限(xiàn)製主軸電機的最高(gāo)速度。在此例中,主(zhǔ)軸電機與主軸同軸(zhóu),故傳動比為1 ∶ 1。因此,隻有(yǒu)當3741 參數與4020 參數設置為一樣時(shí),主(zhǔ)軸(zhóu)實際轉速才會有可能等於指令轉速。但如果指令轉速超過了3736 設(shè)定的主軸電機(jī)最高轉速,則主軸實際轉速將會被限製在3736 設定的轉速以下(xià),表2 中(zhōng)? 號表明的就是這個問題。
如當4020 參數設置(zhì)為10 000 r /min、3741 參數設置(zhì)為1 000 r /min, 此時係統認為的傳動比為10 000 ∶ 1 000 = 10 ∶ 1,即電機轉10 轉主軸轉1 轉。同時,3736 參數設置為4 095 (對應主軸最高轉速為(wéi)10 000 r /min),此時執行(háng)“M03 S500”指令時要讓主軸轉速能達到500 r /min,電機必須達到(dào)5 000 r /min。由於實際上電機和主軸為同軸連(lián)接,傳動比為(wéi)1 ∶ 1,所以係統顯示的主軸(zhóu)實際轉速為5 000 r /min,這就是說導致主軸實際轉速與指令轉速不一致的原因就是由於(yú)參數設置錯誤,沒有按照機床主軸機械傳動的實際情況(kuàng)設置參數。將3741 參數改為10 000則(zé)故障(zhàng)排除。
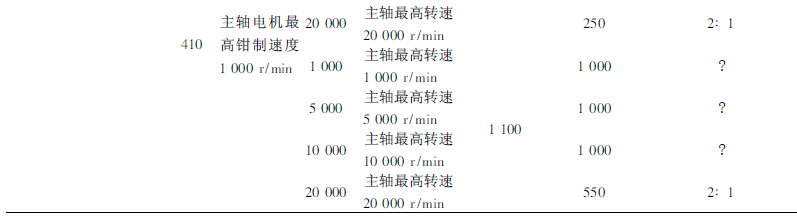
又如當4020 參數和3741 參(cān)數都設置為10 000,同(tóng)時3736 參數設置為410 ( 對應主軸最(zuì)高(gāo)轉速為1 000 r /min),此時執行“M03 S1100”指令時係統顯示的主軸實際轉(zhuǎn)速並不是1 100 r /min,而是1 000r /min。這是由於3736 參數(shù)將主軸實際轉速限製在1 000 r /min 以下的原因。將3736 參數改為大於(yú)1 100則故障排(pái)除。
綜上所述,主軸實際轉速與指(zhǐ)令轉速不一致的原因主要有兩點: (1) 4020 和3741 兩個參數的設置沒有體現主軸電機與主軸之(zhī)間正確的傳動比,即這兩個參數的設置一定要參照(zhào)實際的主軸(zhóu)機械(xiè)傳動情況,計算出正確的傳動比後再進行相應(yīng)設置; (2)要充(chōng)分考慮3741 ~ 3744 各擋的(de)最高轉速值,隻有指令轉速在最(zuì)高轉速之下(xià)時才能保證(zhèng)實際轉速(sù)等於指令(lìng)轉速。
表2 實際轉速實驗數據(jù)

3 、結束語
以一台FANUC 0I-MD 數控銑床主(zhǔ)軸工作異常的情況展開分析(xī),查找(zhǎo)引發主軸故障的真正原因,再通過分析、實驗得出結論: (1) 除了硬件連接、電氣和機械部分故障原因外,係統參數不完整、PMC梯形圖參數缺失及參(cān)數設置不準確(què)等原因都可以導致主(zhǔ)軸不能正常工作; (2) 在進(jìn)行主軸故障排除時,按照先電氣(qì)、再機械、最後係統的順序可以提高故
障的排查(chá)效率; (3) 在保證主軸參數正確完整後,還要對PMC 梯(tī)形圖參數進行查漏補缺,排除主軸不轉這一常見故障; (4) 4020、3741 ~ 3744 之間反映的是(shì)主軸電機與主軸各擋轉速間(jiān)的(de)傳動比關係,要根據電機型號、位置編(biān)碼器型號及機械傳動比等實際情況進行認真計算和賦值,不能(néng)隨意設置; (5)3736 參數值要大於程序中(zhōng)S 指令值,否則將出現S指令值被(bèi)3736 參數中的主軸(zhóu)最高轉速所限製而出現指令轉速與實際轉速(sù)不一致的現象。以上5 點(diǎn)將為從事數控維修工作人員排除主軸方麵的故障提供一定的借鑒和參(cān)考。
如果您有機床行(háng)業、企業相關新聞(wén)稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
州金馬")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數(shù)據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據
- 機械加工(gōng)過程圖(tú)示
- 判(pàn)斷一台加(jiā)工中心精度的幾種辦(bàn)法(fǎ)
- 中走絲線切割機床的發展趨勢
- 國產(chǎn)數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了(le)?
- 機械老板做了十多年,為何還是(shì)小作坊?
- 機械行業最新自殺性營(yíng)銷,害人害己!不倒閉才
- 製造業(yè)大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人(rén)沉默。製造業的騰飛,要從機床
- 一文(wén)搞懂數控車床(chuáng)加工刀具補償功能
- 車床鑽(zuàn)孔攻螺紋加工方法及工裝設計
- 傳(chuán)統(tǒng)鑽削與螺旋(xuán)銑孔加工工藝的區別