


GF加工方案憑借其在放電加工、銑削加工、激光加(jiā)工和自動化方麵的專業優勢,為精密模具加工領域提供具有競爭力的產品和(hé)解決方案。而來自GF加工方案的(de)一些創新的(de)核心技術,更是幫助客戶提升(shēng)工藝水平(píng)、提高業內競爭力的製勝法寶。以下梳理一下GF加(jiā)工方案近(jìn)年來推出的新技術。
放電加(jiā)工
◆ 雙絲切換功能
GF加工方案獨(dú)創(chuàng)的自動雙絲切換功能(AWC)隻在其高(gāo)端機型中配置。AWC模塊開辟(pì)了(le)更(gèng)多靈活性和過(guò)程控製的新道路,這(zhè)是由於它可以使用不同絲徑和不同絲材料進行加工(gōng)。例如:粗加工可以使用包鋅(xīn)絲或者粗絲以提高加工效率,然後自動切換到標準(zhǔn)絲徑進行精加工以降低運行成本。特別是當工件的加工要求必須在精加工使用細絲(0.1mm或者更細的絲徑)時,雙(shuāng)絲切換加工對於效率提高特別明顯(xiǎn)。在粗加工利用粗絲的(de)高(gāo)速性能優(yōu)勢(shì),而使得精加工切割所用的高(gāo)價電極絲得到更好的價(jià)值體現。
AWC令用戶把線切割機床的性能推向之前(qián)從未到達的極限(xiàn)。比如需要細絲加工的大厚度工件。可以使用粗絲對大厚度工件進行細絲無法實現的粗加工,再使用細絲進行最後的精加工。例(lì)如:80mm高的衝頭,需要用0.1mm絲徑(jìng)加工(gōng),而(ér)粗加工可以采用(yòng)粗絲加工,切割效率高又保證(zhèng)了所需的尺寸精度(圖(tú)1)。
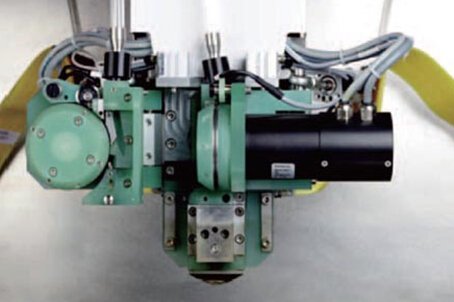
圖1 GF加工方案獨創的自動雙絲切換功能(AWC)提升線切割機床的性能。
◆穿絲專家係統
GF加工方案2014年推出(chū)的數控精密慢走絲線切割機床CUT 2000S/3000S配有穿絲專家係統,使困難條件下的穿絲變得簡單(圖2)。穿絲專家係統是可伸縮式裝置,驅(qū)動絲從上導絲器到起始孔的上平麵,可根據絲徑的不同,通過一個精密的管子,把絲導到下導絲嘴。結果是:從簡單的到最複雜(zá)條件的穿絲條件(jiàn)下都能穿絲成功(gōng)。

圖2 GF加工方案的穿絲專家係統使困難條件下的穿絲(sī)變得簡單
穿(chuān)絲專家的標準配置包含一個噴嘴以提高任何絲徑(小於0.3mm直徑)在標準條件下(貼(tiē)近工件(jiàn)上平麵)的穿(chuān)絲可靠性。有兩種適用於不同絲徑應用的噴嘴可(kě)選(xuǎn):一種是細絲(0.05~0.07mm絲徑),還(hái)有(yǒu)一種專用於0.1~0.15mm絲徑。這兩種都是貼著工件上平麵而不穿過(guò)工件穿絲(sī)。此外,帶針(zhēn)狀管子的兩種噴嘴(外徑(jìng)分別是0.4mm和0.8mm)可以用於需要穿過工件到下導(dǎo)絲嘴進行穿絲的案子。針狀管子的長(zhǎng)度(dù)是30mm,用於穿絲的絲(sī)徑最大可到0.25mm。
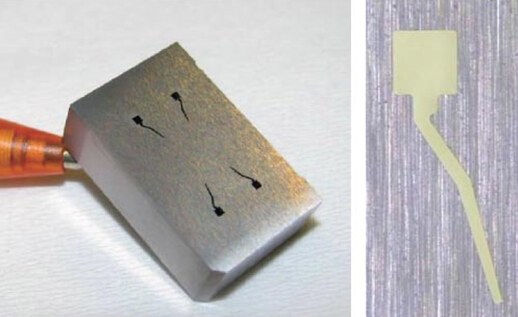
圖3 高精度模具加工
◆高(gāo)級在線(xiàn)測量單(dān)元
高(gāo)級在線測量單元IVU係統把微米級加工帶(dài)到一個新境界並確保加工結果100%的可(kě)靠(kào)。基於光學的(de)測量係統,直接機床在線(xiàn)可視化測量,通過集成的CCD鏡頭自(zì)動聚(jù)焦進行自(zì)動測量循環。有了(le)高級IVU模塊,您可以確保獲得和理(lǐ)論輪廓(kuò)DXF檔(dàng)文件相一致的最佳的輪(lún)廓(kuò)精度。
高級在線測量功能重新定義(yì)了高精度模具加工(gōng)的工藝(yì)控製。首先(xiān),無需拆卸工件(jiàn)到機外進行測量,避免了二次裝夾帶有的定位誤差。更為神奇的是,機床可以根據在線測量的(de)結果,自動生成修正程序對局部誤差進行修正(zhèng)(圖4)。高級在線測量(liàng)功能也重新定義了高精度零件加工的工藝控製;首先(xiān),無需製作複雜夾具進行定(dìng)位和(hé)二次尺寸修正(zhèng);更重要的是,對複雜零件的定位非常簡單和可靠。
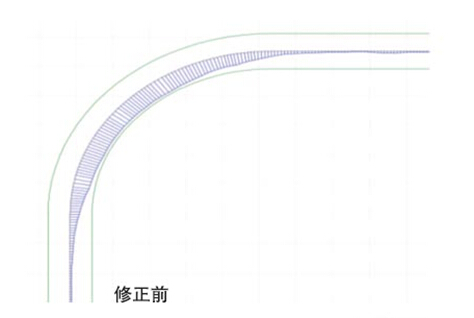
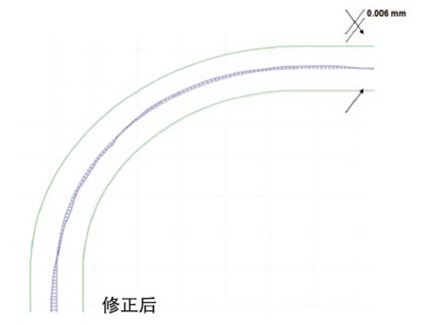
圖4 可以根據在線測(cè)量(liàng)的結果,自動生成修正程序對局部誤差進行修正
◆電火花成形加工中(zhōng)的iGAP功能
GF加工(gōng)方案的FORMx00係列機床配置了最新的iGAP智能放電係(xì)統。它的(de)全新工藝包(bāo)含(hán)了新的Oscillator模(mó)式和Servo模(mó)式,讓放(fàng)電在限製的火花間隙(電(diàn)極縮小(xiǎo)量)中(zhōng)發揮出最大的效率,在達(dá)到(dào)相同表麵(miàn)質量要求的情況下,大大提高(gāo)了石墨(mò)筋條以及其他標準應(yīng)用的速度和損耗!即使與AgieCharmilles經典的電火花成形(xíng)機床FO350Sp相比,電極損(sǔn)耗降低50%,速度(dù)提高25%!
◆新一代操作係統AC HMI
隨著客戶對機床的(de)性能提出更高的要求, GF加工方案調研了(le)全球數(shù)百家用戶,邀請人機工程學(xué)的專家,曆經(jīng)數年(nián)研製新一代操作係統AC HMI,其符合操作引導性、最小負載、清晰控製、適用性、一致性、兼容性等要求,廣泛用於最新電加工機床上。
新的HMI主要功能按順序從左到右排列,操作(zuò)步驟從上到下進行,完全(quán)符合人的操作習慣(圖5)。並且各個(gè)功(gōng)能(néng)以顏色框加以區別,操作者非(fēi)常容易(yì)知道(dào)自己處於哪個階段。圖形引導和最大限度在一個頁麵完成所有動作令操作倍加輕鬆(sōng)。自動糾錯功能和隨時在線幫助功能使得操作更(gèng)加自信。由於這些特點,該操作係統(tǒng)非常簡(jiǎn)單易學!僅僅幾個步驟,就可以完成從工件設定到開(kāi)始加工的整個過程。更(gèng)少的操作時間(jiān)意味著更多(duō)的機床加工(gōng)時間也(yě)同時(shí)意味著更多的效益。與此同時,人力培訓成本降到最低。
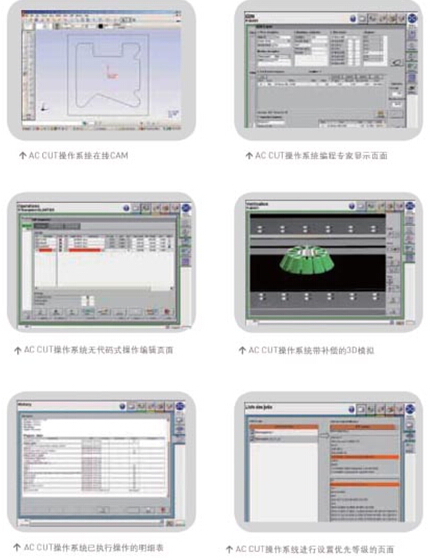
圖5 GF加工方案(àn)曆經數年研製新一(yī)代操作係統AC HMI
新係統符(fú)合(hé)現代工廠的(de)生產管理方式。新的操作係統會在每(měi)一個(gè)加工完成後,都會發(fā)布一個完整的綜(zōng)合報告。它包括所使用程序的名稱、日(rì)期、設置以及發生的時間、事件等。這個文件可以(yǐ)打印或記錄以備管理部門使用,以(yǐ)便進行跟蹤、統計或重做相同的部分,具有質量跟蹤的可追溯性,同時,也(yě)為優化(huà)加工流程提供可靠的數據報告。另外(wài),靈活性對(duì)現代(dài)工廠的車間管理也非(fēi)常重要(yào),新係統可以根據車間的實際工作需要(yào),安排白班和晚班以(yǐ)及平(píng)時和周末不同的(de)工作安排。這對小型的車間和外加工(gōng)作坊很有幫助。還(hái)有,該係(xì)統獨有的“急件插入”功(gōng)能,可以非常方便地中斷正在加工(gōng)的工件,插入非常緊急的工作,等到急件完成後,僅需按(àn)一下“恢(huī)複”鍵就可以馬上開始原先中斷的工作。該功能具有很強的實際作用。
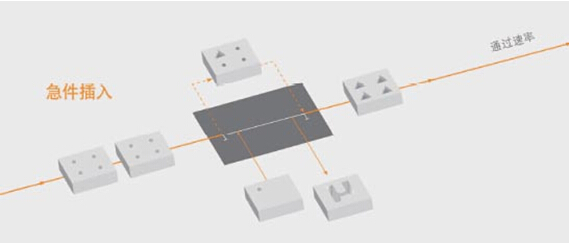
圖6 GF加工方案新的操作(zuò)係統卻完全兼容原先一(yī)些(xiē)舊的係統
一般新的係統不具有舊(jiù)的係統的兼容性。但是GF加工方案新的操作係統卻完全兼容原先一些舊的係統,這不得不說(shuō)是新係統重大而現(xiàn)實的創新(xīn)(圖6)。原先的老客戶(hù)在購買使用新的機床新的係統(tǒng),充分利用新(xīn)機床新(xīn)係統的創新功能,又能(néng)使用自己原先數年間積累的成熟的加工程序和(hé)加(jiā)工工藝(yì),從而真正(zhèng)打造自己的“加工升級版”。
銑削加工
◆智能刀具測量
精密模具加工中對機床的加(jiā)工步距精度(dù)要求(qiú)達到(dào)納米級別,但是測量刀具幾何形狀時的(de)誤差會導致工件(jiàn)精準度失準(zhǔn),那對用戶(hù)豈不是(shì)毫無益處?為了保證采用不同刀具加工的工件表麵各段的精確度(dù),精密(mì)的刀具測量至關重要。傳統激光刀具測量(liàng)的作用原理中,不(bú)同的刀具形狀導致不同的激光(guāng)淹沒係數,從而引起Z軸絕對基(jī)準的變化。粘附在刀具上的雜質顆粒或(huò)油滴也可能導致測量結果與實際刀具輪廓產生偏(piān)差。GF加(jiā)工方案的(de)解決方案(àn)截然不同。獨一(yī)無(wú)二的智(zhì)能型(xíng)刀具測量係統(tǒng)(ITM)可以在現代圖像傳感器上顯示直徑12毫米(mǐ)以(yǐ)下的整個(gè)刀(dāo)具端部(圖7)。數字顯示的刀具幾何形狀先由特殊軟件進行數字化處理,然後進行測量:ITM首次實現(xiàn)微米範圍(wéi)內(nèi)Z軸絕對基準的刀具(jù)測量。這是一個(gè)技術突破,實現了新的高效工作方式。
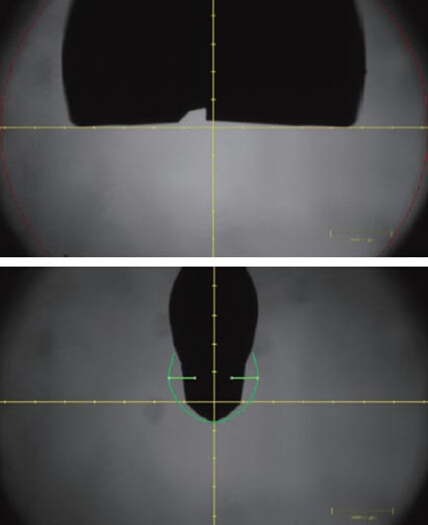
圖(tú)7 獨一無(wú)二的智能型(xíng)刀具測量係統(ITM)可以在現代圖像(xiàng)傳感器上顯示直徑12毫米以(yǐ)下的整個刀具端部
◆精密高效的冷卻技術
GF加工方案的MIKRON HSM LP Precision係列加工中心(xīn)將精密銑(xǐ)削帶入了嶄新的時(shí)代。刀具在主軸高速運轉的情(qíng)況下(xià),能夠保(bǎo)持高精度(dù)以及最小程度(dù)的噪音。隻有這樣才能成就MIKRON HSM LP Precision的表麵質量和輪廓精度。由於在所有(yǒu)直(zhí)線電機驅(qū)動的機床上(shàng)都會(huì)產生熱損耗,所以精密機床的傳動過程必須進行相應冷卻。每(měi)根線性軸和擺動軸都(dōu)有自己的冷卻循環係統(tǒng)。同時,OptiCool 冷卻技術使主軸頭冷卻係統實現了前所未有(yǒu)的恒溫性能。MIKRON HSM LP Precision通過(guò)改進的冷卻管理係統阻止熱量從驅動電(diàn)機流入床(chuáng)身,這樣就(jiù)保證了幾何(hé)穩定性,在部件(jiàn)運轉中確保了(le)極高的重複精度。
◆智能加工控製(zhì)模塊(kuài)
如同現代賽車(chē)運動一樣,當駕駛員啟動電(diàn)子支持功(gōng)能時,汽車可以達(dá)到其性能極限,如果使(shǐ)用了獲得專利(lì)的電子軟件“智能機床”模(mó)塊——操作人員支持係統(OSS),高速銑削加工中心(xīn)MIKRON HSM LP Precision也可達到(dào)其性能極限。
根據直觀的用戶指導,機床(chuáng)操作(zuò)人員可直接控製所生(shēng)產工件的單件造(zào)價。工作人員可利用時間(jiān)優先、加工表麵質量優先或輪廓絕對精度(dù)優先這三個方案,修改控製裝置上(shàng)的驅動和控製參數。這樣可(kě)根據任務要求迅速可靠地實現生產目(mù)標。使用MIKRON HSM LP Precision機床(chuáng)可保(bǎo)證客戶的生(shēng)產能力,因為它是具有無與倫比主軸動力的高速機床。
激光紋理加工——挑戰你想象力的(de)創新綠色工藝
個(gè)性化(huà)的紋理是汽(qì)車內飾、消費電子類產品以及家電產品博取更多擁(yōng)躉者的一個重要的方麵。GF加工方案的5軸激光紋理加工(gōng)技術使各種創新的紋理設計成為可能(圖8)。它令您的(de)想象力成為(wéi)限製紋理生成的唯一因素(sù),因為隻要您(nín)能想到的(de),激光紋理加工就能實現(xiàn)它!
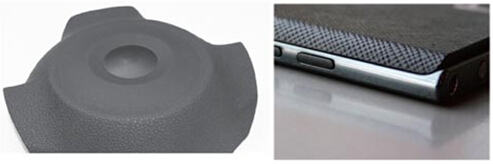
圖8 GF加工方案的5軸激光紋理加工技術使各(gè)種(zhǒng)創新(xīn)的(de)紋理設計成為(wéi)可能
傳(chuán)統上被廣泛使用的紋理加工技術是化學蝕刻處理, 而該技術的工藝非常(cháng)依賴手工(gōng)工藝,可重複性極低。而(ér)且由於(yú)工藝難度比較大,化學蝕刻工廠一般隻提供標準的紋理供客戶選擇,產品缺乏(fá)個性。而且化(huà)學蝕刻技術中使用的原料以及(jí)加工廢棄物都對環境造成極大(dà)汙染。GF加工方案的(de)Laser 係(xì)列5軸(zhóu)激光加工機床采用激光燒蝕技術,使用灰度色差原理(最多256層)進(jìn)行表麵渲染(rǎn)及程序處理,可(kě)細致逼真地還原紋理細節。隻需(xū)提供設計的紋理圖片,它(tā)就能實現從想(xiǎng)法(fǎ)到最終產品的全數字化工藝過程。
激光紋(wén)理加工可以應用在各種材料上,包括石墨、鋁、銅、鋼(gāng)、碳、黃銅以及陶(táo)瓷。既可以加工模(mó)具表麵紋理也可以在零件上直接加工。它使得您可以(yǐ)自由發揮關於(yú)工(gōng)件(jiàn)尺寸和紋(wén)理(lǐ)形(xíng)狀的三維創造力(lì),使您擁有獨立性、個性、專有技(jì)術和創(chuàng)新精神。尤為重要(yào)的是,激(jī)光(guāng)燒蝕技術沒有刀具損耗,沒有加工廢棄物,實現了(le)真正的(de)綠色工藝。一起來看看激光加工的綠色特點:
1、使(shǐ)用激光技術,可以一直享有鋒利(lì)的刀具——它不會磨(mó)損、斷裂,也不需要校正(zhèng)。並可以獲(huò)得兩年的(de)質保和100,000小時的平均無故障工作時間。
2、由於是數(shù)控機床,激光技術具有高複製性。與采用(yòng)人工蝕刻工藝的傳統表麵(miàn)處理技術相比,這種工(gōng)藝對消費類模具生產非常重要(yào)。由於可複製(zhì)性,可以生產(chǎn)並使得表麵紋理圖案享(xiǎng)有專利。
3、由(yóu)於沒(méi)有與工件的物理接觸,激光具有安靜、免震動和低磨損等特性。
4、化學蝕刻隻能加工三至五個層(céng)次,而(ér)激光加工技術可以加工30至50個層次的紋理圖案,相比化(huà)學蝕刻技術,激(jī)光技(jì)術能製造出更多層次和(hé)更好更精細的表(biǎo)麵質(zhì)量。
5、與產生高(gāo)汙染廢棄物的傳統化學蝕刻技術相比,激光加工紋理圖案和雕刻時隻會產生一些(xiē)能被(bèi)真空吸塵器吸走的金屬粉末,不會製造出液體(tǐ)、泥漿或碎屑等廢棄物。
自動化
近年來,中國製造業長久以來依靠(kào)的勞動力優勢(shì)正(zhèng)在逐步消失。廉價的勞動力大軍曾是中國(guó)製造業發展的主動力(lì),如今(jīn)已不如往昔那麽龐大和廉(lián)價。2011年中國民營企業的城鎮(zhèn)勞動力成本經通脹(zhàng)調整後增長12.3%,與此同時,企業還麵臨不(bú)斷惡化的用工短缺問題。因此,對於大規模(mó)製造生產(chǎn),提高生產力的出路隻有依靠技術提升、引進自(zì)動化、智能化技(jì)術。而且對於(yú)想在全球競爭的企業而言,產(chǎn)品質量必須(xū)達到一(yī)定的標準才能得到國際市場的認可,而自動化是提高產品質量的必需途徑。
GF阿奇夏米爾在放電加工、銑削加工和激光加工三個核心(xīn)技術中積累(lèi)的深厚專業知識和公司以客戶為中心的理念,使得(dé)我們在(zài)提供(gòng)自動化解決方案、支持不同的加工流程等方麵具有得天獨厚的優勢。GF加工方案(àn)提供從集成的工件自動化裝(zhuāng)置到標(biāo)準的或定(dìng)製的加工單元的全麵自動化解決方案,使客戶(hù)能夠對資(zī)源和流程進行全麵控製,在過程中的每(měi)一個環節都能從我們的解決方案中獲得最大的利益(yì)。
GF阿奇夏米爾自動化服務最突出的優勢在於,能夠為客戶提供真正的一站式解決方案,從加工設備的選配/整合、自動(dòng)化方案的製定(dìng),到自動化軟件(jiàn)的應用,能夠(gòu)滿足客戶在實施自(zì)動化方案各個環節所需要(yào)的所有支持。而同質化的產品和一(yī)站式的采購使客戶無需(xū)在自(zì)動化係統的兼容性方麵有任何(hé)的擔心,同時SIGMA所提供的用於加工工(gōng)作準備(bèi)及生產單元控製及監(jiān)控的軟件模塊能夠使各個(gè)加工工序穩定(dìng)可靠地運行(háng)!
結束語(yǔ)
在目前的模具加工領域,能夠提供完整解決方案的廠家並不多。由於模具加工小批(pī)量、柔(róu)性化的要求,讓整(zhěng)體解決方案在之前(qián)的市場上並沒有得(dé)到更多的重視。但隨著模具企業量產的增加和對專業性要求的提高,整體解決方案為大(dà)勢所趨。而在市場上(shàng),能將高速銑削、精密電火(huǒ)花加工、激光表(biǎo)麵紋理加工和自動化方案四者融合在一起的企業,目(mù)前隻有GF加工方案。GF加工方案將持續關注中(zhōng)高端模具的新工藝技術開發,為更多的模具製造企業(yè)提供更專業的整體解決方案。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯(jí)部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切(qiē)削機床產量數據(jù)
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新(xīn)能源汽車(chē)銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本(běn)型乘用車(轎車)產量數據
- 機械加工過程圖示
- 判斷一台加工中心精(jīng)度的幾種辦法
- 中走(zǒu)絲線切割(gē)機床的發展趨勢(shì)
- 國產數(shù)控係統和數控機床何去何從(cóng)?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是(shì)小作坊?
- 機械行業最新自殺(shā)性營銷,害人害己!不倒閉才
- 製造業大逃亡(wáng)
- 智能時代,少談點智(zhì)造,多談(tán)點製造
- 現實麵前,國人沉默。製造業的騰飛,要(yào)從機床
- 一文搞懂數控車床加工(gōng)刀具補償功能
- 車床(chuáng)鑽孔攻螺紋(wén)加(jiā)工方法及工裝設計
- 傳(chuán)統鑽削與螺旋銑(xǐ)孔加工工藝的區別