


適用於電動汽車的高效生產(chǎn)技術:如何采用無紋路車削技(jì)術優化轉(zhuǎn)子軸生產
2021-10-18 來源:埃馬克機(jī)床(chuáng) 作者:
汽車行業正在經曆一(yī)個轉型時期,新(xīn)型零部件以及新型(xíng)製造方法對於生產規劃人員也變得越來越重要。電動汽車需求(qiú)的(de)增加也(yě)同樣保證了生產能力的提(tí)高。但由此也產生以下問題:如何才能優化生產,盡可能(néng)高效(xiào)地規劃生產。
電動(dòng)汽車的一個核心部件當然是(shì)電動(dòng)機本身。對於電動(dòng)機的(de)主要組成部分,也就是采用疊片組結構的轉子(zǐ)軸,埃馬克已研發出一套在速度和質量(liàng)方麵幾乎達到(dào)絕對領先的高效加工工藝。
在過去一段時間裏,一些項目通常采用車削代替磨削來生產有(yǒu)疊(dié)片(piàn)組的(de)轉子軸。由於倒(dǎo)立式車床和磨床同屬於埃馬克公司的產(chǎn)品範圍,因此除了考慮客戶(hù)偏好之外,還會根據客戶對工(gōng)件表麵質量的要求來(lái)決定是采(cǎi)用磨削(xuē)技術還是采(cǎi)用車削(xuē)技術(shù)。車削可針對疊片組進行幹加工。如果對於表麵光潔度的要求低(dī)於 Rz 6.3 微米,那麽傳統(tǒng)的縱向(xiàng)車削就需要相應較長的加工時間。正是出於這個(gè)原因,埃馬克開始嚐試使用無紋路(lù)車削技術。早在很久之前,埃馬克(kè)就已經開始應用並持續不斷地努(nǔ)力創新和(hé)發展無紋路車削技(jì)術,因此非常了解這項技術的潛力所在,特別是在與高性能立式車床相結合(hé)後,這項技術更能(néng)發揮出巨大的潛力。
無紋路表麵和快速進給率
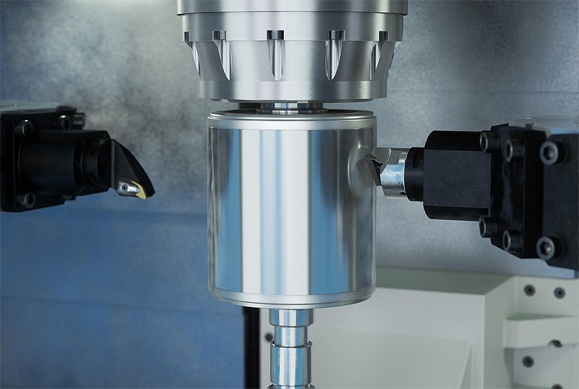
進(jìn)行無紋路車削時,傾斜的刀刃(rèn)在旋轉的工件旁回轉。在無紋路(lù)車削(xuē)過程中,刀刃切入點沿著刀刃不斷移動。這樣,切削使用的就是整個刀刃,從而可以達到更(gèng)長的刀具使用壽命。這項工藝技術的優勢在(zài)於節拍時間非常短(比磨削或縱(zòng)向車削快 10 倍)。
無紋路車削的優勢在於(yú)節拍時(shí)間非常短(比磨削或縱向車削快 10 倍)。
無紋路車削能為用戶提供多項優勢:
· 在硬加工過程中生產出無紋路表(biǎo)麵
· 每轉的進給更高,因此可以實現極短的節拍時間
· 車削時使用整個刀刃,從而(ér)能(néng)夠延長刀具使用壽命
現在要(yào)做的就是要將這些優勢轉移到轉子軸加工或疊(dié)片組加工中,而事實(shí)上,埃馬克也成功地做到了這一點。實踐也已證明,使用這種加工技術,可以在最高進給達到 1mm/轉時,實現 Rz < 6.3 µm 的表麵質量。由於疊片(piàn)組是分層結構(gòu),因此(cǐ),取決於疊(dié)片厚度和進給值,切屑(xiè)會(huì)在旋轉 1 到 1.5 轉之後斷裂。這樣就可以避免形成切屑(xiè)團;而在進給速度較低(dī)的傳統車(chē)削加工中,長條狀的切屑不斷卷繞便會形成(chéng)切屑團。
降低轉子軸加工成本
毫無疑問,無紋路車削也能(néng)降低單件成本。更短的節拍(pāi)時間可以降低機床成本,更長的刀具使用壽命(因為整個刀刃上各(gè)個區域的切(qiē)入時(shí)間都相應縮短)也可以降低刀具成本(běn)和換刀成本(běn)。

無紋路切削(xuē)是加(jiā)工采用疊片組結構(gòu)的轉子軸的理想選(xuǎn)擇 (如圖所示:疊片組加工前和(hé)加工後)。
然而,無紋路車削是非常複(fù)雜的製造工藝,需要相應的機座和必(bì)要的專業技術知識(shí)。埃馬克提供的整(zhěng)體解決(jué)方案正(zhèng)是在此方麵獨具(jù)優勢。
轉子軸的 4 軸加工
· VT 係列(liè)的倒立式 4 軸軸(zhóu)類件車床加工轉子軸(zhóu)的理想選擇。在加工最大長度 630 mm、最大直徑 200 mm 的工件時,該機床能充分發揮其(qí)質量優勢:
· 同步:加工過程采用四軸,並同時從兩麵進行。機床為此配備兩個刀塔(tǎ),每個刀塔各有十二個刀位,其中 11 個刀位裝備(bèi)車刀或動力(lì)刀具,剩餘(yú)一個刀(dāo)位則裝備工件機械(xiè)手。
· 自動化(huà):工件機械手可保證同(tóng)時(shí)為機床上下料。在一個機械手將新毛坯(pī)件放入裝夾位置的同時,另一個機械手會將成品件運(yùn)送到工件輸送帶上。為(wéi)此,在 VT 係列機床(chuáng)兩側(cè)都配備有循(xún)環運行的工件存儲器,毛坯件和成品件均可存儲在工件存儲器中。通(tōng)過 TrackMotion 工件輸送係統(tǒng)可(kě)將(jiāng)多台 VT 機床簡單、經濟地相互連接在一起。
在 VT 機床上進行無紋路車削
得(dé)益(yì)於埃馬克多年的豐富經(jīng)驗,無紋路車削技術已在批量生產中使(shǐ)用。所使用的機床亦是如此,埃馬克運用其通過多項應用和試驗中獲得的經驗和成果,根據(jù)這項技術的要求對機床進行最完美的配置。例如,VT 係列的旋轉刀塔(tǎ)已經根據無(wú)紋路車削的特殊要求進行調整。這不僅適用於機械部件,還(hái)適用於回轉軸參數設置及控製旋轉軸的設置。從軟件方麵來看,在倒立式軸類件車床上使用無紋路車削技術完全沒有任何問題。利用控製係統中的相應程序,機床的調(diào)整設置工作與傳統車削加工中一樣容易。
投稿箱:
如果您有(yǒu)機(jī)床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機(jī)床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息
州金馬")
業界視點
| 更多

行(háng)業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區(qū)金屬切削機床產量(liàng)數據
- 2024年11月(yuè) 軸承(chéng)出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新(xīn)能源汽車(chē)產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸(zhóu)承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月(yuè) 新能(néng)源(yuán)汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數(shù)據
博文選萃
| 更多
- 機械加工過(guò)程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割(gē)機床的發展趨勢
- 國產數控係統和數控機床何去何從(cóng)?
- 中國的技術工人都去哪裏了?
- 機械老板(bǎn)做了(le)十(shí)多年,為何還是小作(zuò)坊?
- 機械(xiè)行業(yè)最新(xīn)自殺性營銷,害人害己!不倒閉才
- 製(zhì)造業(yè)大逃亡
- 智能時代,少談點智造,多談點製造(zào)
- 現實麵前,國人沉默。製造業的騰飛,要從(cóng)機(jī)床
- 一文搞(gǎo)懂數控車床加工刀具補償功能(néng)
- 車床鑽孔攻螺紋加(jiā)工(gōng)方法及工裝設計
- 傳統鑽削與螺(luó)旋銑孔加工工藝的區別