


數控車床超長鏜杆的(de)加工工藝分析
2021-3-8 來源: 天水星火(huǒ)機(jī)床有(yǒu)限責任公司 作者:王(wáng)兵琴
摘要:針對數控車床用於深孔加工的(de)超長鏜杆,結合(hé)其(qí)結(jié)構及技術要求,分析了其加工過程及加工難點,對鏜杆進行預變形加工,可保證其精度,以滿足深孔零件加(jiā)工的精度要求。
關鍵詞:鏜杆;預變形;加工精度
0 引言(yán)
在數控車床上安裝鏜孔裝置,可以(yǐ)對深孔類零件直接(jiē)進行加工,減少裝(zhuāng)夾次數,降低裝(zhuāng)夾誤差,提高工件加(jiā)工精度和工作效率。因此,保證鏜杆自身的加工精度就顯得尤為重要(yào),其精度(dù)直接影響著加工零件的精度。在鏜杆生產加工(gōng)過程(chéng)中,通過對鏜杆進行預變形(xíng)加(jiā)工,提高其精度,可以保證(zhèng)加工零件的精度(dù),滿足產品(pǐn)性能(néng)要求。
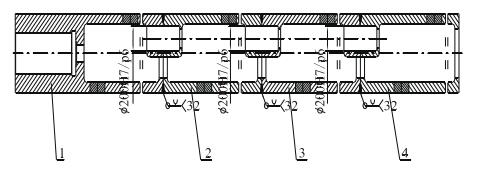
某鏜(táng)杆的材質為ZG270-500,由4段組成,每段4.2 m,總長16.8 m,其截麵呈長方形結構,鏜杆結構如圖1所示,鏜(táng)杆截麵如圖2所示。鏜杆的每段連接處由圓柱銷連接,與孔采取過盈配合方式。鏜杆每段之間(jiān)采用焊接(jiē)連接,焊接坡口為(wéi)10°。
鏜杆技術(shù)要求:A、B基(jī)準麵要求直線度為(wéi)0.02 mm/100 mm,全長直線度要求(qiú)為0.1 mm,A、B基準麵(miàn)要求垂直度為0.02 mm,相(xiàng)對(duì)麵平行度為0.025 mm。鏜杆各配合圓柱孔要求圓柱度為0.02 mm,端麵對A、B基準麵垂直度為0.05 mm。
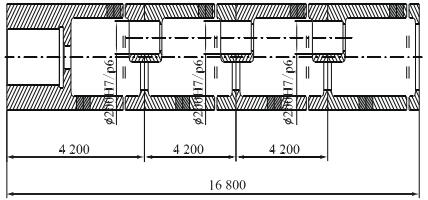
圖1 鏜杆結構圖
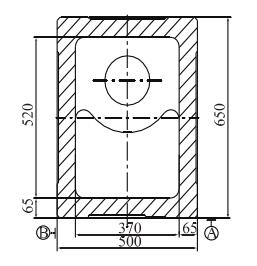
圖(tú)2 鏜杆截麵圖
2、 鏜杆變(biàn)形量分析(xī)
鏜杆長16.8 m,采用兩端支撐方式,前(qián)端設置有頂尖(jiān)1,與(yǔ)主軸錐套配合頂緊,後(hòu)端通過鏜杆箱體3支撐,有效長(zhǎng)度為13.8 m,鏜杆支撐圖如(rú)圖3所示。
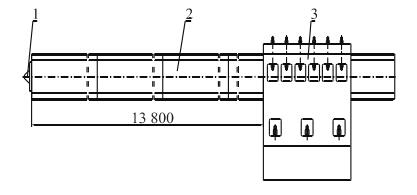
圖3 鏜(táng)杆支撐圖
鏜杆在自然支撐狀態下因重力會產生撓度,具體計算如下:

鏜杆的撓度易引起鏜孔時零件內孔變形,因(yīn)此,控製鏜杆撓度尤為重要,可通過改進工藝方法,提高鏜杆的精度和剛性(xìng),以減小鏜杆撓度變形,保證鏜杆加工工件(jiàn)的精度。
3、 鏜杆加工工藝分析(xī)
通(tōng)過上(shàng)述分(fèn)析可知,鏜杆加工困難,加工過程中容易(yì)產生變(biàn)形,加工精度難以保證。因此,對於超(chāo)長鏜杆,需要改進工藝方法,減小加工過程中應力引起(qǐ)的變形,通過預變形加工以保證零件的精度要求。鏜杆具體加工工藝過程如(rú)下:
(1)分別粗銑各段4個平麵,留量10 mm。(2)粗銑各端(duān)頭,粗鏜內孔,留量10 mm。銑焊接坡口(kǒu)至(zhì)圖紙尺寸。(3)時效處理。(4)以相同麵為基(jī)準,依次將各段鏜杆安(ān)裝在工作台上,以A、B麵互(hù)為基準,銑各(gè)段(duàn)基準麵,留精銑餘量。加(jiā)工完成後卸下工件,並按順序對各段進(jìn)行編號。(5)以已加(jiā)工基準麵為基準,精銑1和2號、3和4號對接端(duān)麵使其達到技術要(yào)求,精鏜1和
2號、3和4號對接(jiē)內孔使其達到技術要(yào)求(qiú)。(6)按編號對各段進行對接(jiē),采用冷凍法對連接圓柱銷進(jìn)行冷凍,保證間(jiān)隙在0.1mm以內進行安裝。安裝圓柱銷時,分別對接1號和2號鏜杆、3號和4號鏜杆,如圖4所示。(7)在工作平台上進行焊接,分別焊接1段和2段、3段和4段,要求焊縫(féng)平整、均勻,焊(hàn)接可靠。(8)銑1段和2段(duàn)、3段和4段基準麵(miàn),留精銑餘量。精銑(xǐ)兩段對接(jiē)端(duān)麵使其達到技術要求,精鏜對接內孔使其達技術要求。(9)對接1~2段和3~4段,使(shǐ)兩段鏜杆連接成整體,如圖5所示。(10)二次時效處理。(11)精銑鏜杆各麵至(zhì)圖紙尺(chǐ)寸,並符合技術要求。(12)精(jīng)鏜鏜杆前端內孔至圖紙尺寸,並符合技術要求。
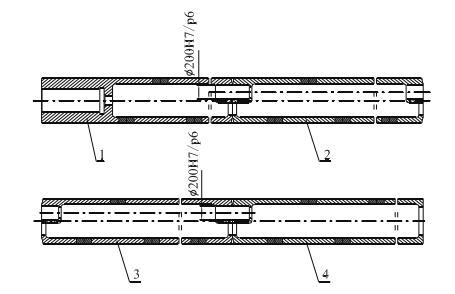
圖4 鏜杆對接圖
圖(tú)5 鏜杆整體圖
4 、鏜杆現場加工難點處理
在鏜杆(gǎn)加工過程中,難點一為圓柱銷的安裝,圓柱銷與孔配合為過盈配合H7/p6,過盈(yíng)量為-0.004-0.079,因此,在(zài)安裝過程(chéng)中必須采用冷凍技術,將圓柱銷預先冷凍,保(bǎo)證間隙在0.1 mm以內時再進(jìn)行安裝。本文第一次采用工業用冰(bīng)箱進行(háng)冷凍(dòng)處理,放置48 h後,直徑縮小量為(wéi)0.05 mm,經測量達不到裝配間隙要求,後改為用液(yè)氮進行冷卻,冷卻時(shí)間為35 min,直徑縮小量為0.25 mm,達到了裝配要求,裝配非常輕鬆。難點二為時效處理,通過時效消除加工殘餘內應力,減小鏜杆變形量。本(běn)文第一次時效處理完成後進行半精加工,半精(jīng)加工留(liú)有5 mm量時,發現還有內應力變形,因此增加(jiā)二次(cì)時(shí)效處(chù)理,以消除殘餘內應力,時效處理回(huí)火必須保證溫度達550 ℃。難點三是(shì)各段鏜杆之間的對接必須按照(zhào)加工標(biāo)記序號進行找正,找正後在坡口處焊接,要求無焊接缺陷(xiàn)。
5 、結(jié)語
超長鏜杆易(yì)產生撓度變形,通過預(yù)變形(xíng)加工可以減小鏜杆的變形量,保證鏜杆(gǎn)的加工精度,為數控車床加工(gōng)深孔類零件精(jīng)度提供了保障,實現了一(yī)機多能,提高了數控車床的加工效率(lǜ)和加工精度,降低了數控(kòng)車床的加(jiā)工成本。
投(tóu)稿箱:
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數(shù)據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數(shù)據
- 2024年11月 新能(néng)源汽(qì)車產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多(duō)