


淺談線切割機床中走絲與慢走絲
2020-9-1 來源: 河南省(shěng)醫用高分子材(cái)料技術與應用 作者: 王克通
摘要: 近年來,隨著我國經濟的快速發展,工業技術不斷進(jìn)步,人(rén)們要不斷研發(fā)和革新數控加工技術,而線切割加工技術是機(jī)床加工領域的一種關鍵技術。線切割數控機(jī)床是加工精(jīng)密零件和(hé)形狀複雜的金屬模具的(de)專用機床,適宜作為模具(jù)加工的最後一道工序,可以加工硬度較高的(de)金屬材(cái)料,使其保持良好的切割狀態。
關鍵詞: 數控加工技術; 線切割; 加工(gōng)硬度
線切(qiē)割加工技術是機床加工領域的一種關鍵技術,而中走絲和慢走絲是線切(qiē)割機床常用的兩種加工工藝,本文重點對(duì)中走絲和慢走絲(sī)進行比較分析。線切(qiē)割機床加工原理如圖(tú) 1 所示。
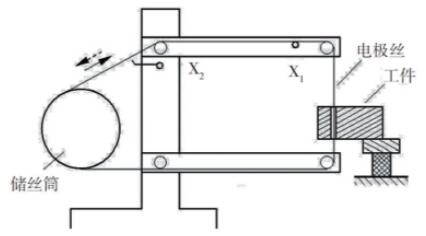
圖 1 線(xiàn)切割機床加工(gōng)原理
1、 線切割機床——中(zhōng)走絲
1.1 中走絲(sī)概述
中走絲是指複合走絲線割機床,並非走絲(sī)速度介於高低速之間。它以往複多次切割為前提,減少切割作業(yè)過程中材料變形和鉬(mù)絲損耗所帶來的誤差,工件質量的標準可利用運絲速度進行調整,介於高速與慢速運絲之間。粗加工一般采用高速走絲(8~13mm/s),第一次切割高(gāo)速穩定,采用高電流,以(yǐ)較大的脈寬進行大電流切割。修切(qiē)加工采用低速(sù)運絲(1~3mm/s),工作狀態走絲平穩,上下眼膜(mó)可控製運絲的抖動。切割精度較高,保證工(gōng)件精(jīng)度,尺寸及表麵粗糙度( Ra為 1.4~1.7μm)。多次修(xiū)切,主要的目的是拋磨修(xiū)光。在加工過程中,切割還需要注意,工件(jiàn)變形、吃刀量大(dà)小不均都可能影響質量及精度。根據不同(tóng)的(de)材料預留加工量,使其(qí)內應力扭曲變形,在多次(cì)修(xiū)割中進(jìn)行精加工,使(shǐ)工件的尺寸得到保障。
1.2 中(zhōng)走絲線(xiàn)切(qiē)割(gē)加(jiā)工條件
1.2.1 火花的間隙與切割(gē)速度的關係。
在日常加工中,切(qiē)割(gē)速度的快與慢決定著火(huǒ)花間隙的大小。切割速度不(bú)能超過腐(fǔ)蝕速度,如超過,將會產生短路(lù)現象。其間需要保(bǎo)持一(yī)定的切割電流,從而保持(chí)間隙大小(xiǎo)一致。切割速度(dù)勻速(sù)才能保證工件的(de)要求尺寸。
1.2.2 火花間隙與冷(lěng)卻液(yè)的(de)關係。
加工作業期間會不斷(duàn)產生大量廢屑及微型顆粒物,而(ér)冷卻液的主要作用是排屑和消除(chú)電離子的(de)不(bú)同,決(jué)定著(zhe)電火花的間(jiān)隙大小(xiǎo),尤其(qí)是在加工高精度工件(jiàn)時,必須將火花間隙和間隙補償量(liàng)考慮在內。
1.2.3 工件材料。
工件的材料選擇變形量小(xiǎo)、屈服極高(gāo)的材料,如有熱處理淬、回火,應選擇正確(què)的工藝參(cān)數(shù),冷卻要均勻,盡量消除熱處理中產(chǎn)生的殘餘(yú)應(yīng)力。
1.3 中走絲(sī)加工的應用
目前,中走(zǒu)絲加(jiā)工工藝(yì)的應用範圍(wéi)較廣,包括: 各種衝模; 微細異形孔、窄縫和複雜(zá)形狀的工件; 樣板和成型刀具; 冶金模、型腔(qiāng)模、拉絲模(mó)和成型模。它可以加(jiā)工硬質材料、切割薄片和金屬材料,也可以加工內外齒輪,適合於(yú)多品(pǐn)種零件、小批量的加工。
2、線切割機床——慢走絲(sī)
2.1 慢走絲概述
慢走絲是線切割的一種,可以加工所有導電材料(如金(jīn)屬材(cái)料、硬質合(hé)金、碳(tàn)化物和石墨等)。放電加工期間,火花發生器產生火(huǒ)花,其後,在一定的時間間段內(nèi),加工時(shí)火花與工件產生連續的凹坑。火花(huā)產生的溫度為 8 000~12 000℃。火花發生器釋放(fàng)的(de)能量決定凹坑的尺寸。慢走絲適合用於加工形狀複雜和(hé)精密細小(xiǎo)的工件。
在慢走絲機床加工中,電極絲運轉方式為低速(sù)單(dān)向運動,根據工件要求標(biāo)準的不同,電極絲運轉(zhuǎn)速度(dù)也(yě)需要不斷調整。一般來說,走絲速度為 0.2mm/s,表麵精確度可達微米級,質量效果接近磨削水平。在慢走絲機床中,電極絲為一次性使用(yòng),其目的是工作狀(zhuàng)態實時保持平(píng)穩、走絲均勻,避免產生抖動,加工後的工件質量效果良(liáng)好。慢走絲切割(gē)機床采用持續供絲的(de)方式,機床加工期間,電極絲(sī)放電後(hòu)發生損耗(hào),可給予持續補充。
2.2 切割精度
2.2.1 多次切(qiē)割技術。
修切技術是提高(gāo)加工精度及表麵質量的根本手段。它是一(yī)門涉(shè)及製造技術、數控技術、智能化技術、脈衝電源技術、精密傳動及控製技術的綜合應用技術。第一次切割(gē)的主要目的是將零(líng)件成形,第二次切割的主要目的是提高零件(jiàn)的精確度,第(dì)三次(或三次以上)切(qiē)割的主要目的是提高工件的表麵粗糙度。根據工件要求的精度及表麵粗糙度,合理選擇切割刀數,切割刀數較高,通常為 7~9 刀。實施少量多次切割,第一次為粗切割,放(fàng)電參數大,主要目的是把零件切開。把金屬材料大部分去除,第(dì)二次為修切,放電參數減小,軌(guǐ)跡分(fèn)階段縮小,加工次數越多,工件表麵質量越好。切割期間,零件表(biǎo)麵輪廓變化(huà)曲(qǔ)線如(rú)圖 2 所示,其中,粗糙度 Ra 為輪廓(kuò)算(suàn)數平均偏差,粗糙度 Rz 為(wéi)輪(lún)廓最大高度。割一修三輪廓線如圖 3 所示,切割工件實際圖如圖 4 所示。
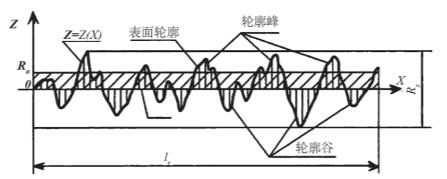
圖 2 零(líng)件表麵輪廓變化曲線
圖 3 割一修三輪廓線

圖(tú) 4 切割工件實際圖
2.2.2 拐角策略。
在某些工(gōng)件作業過程中,切(qiē)割拐角時,電極絲走絲停歇(xiē)會造成角(jiǎo)部塌陷。為了提高切割精度,避免此類問題,人們需要采取更多(duō)的拐角策略,如改變走(zǒu)絲路經(jīng)、溝槽清角、內圓清角、V形清角,避免走絲停歇造成(chéng)角部塌陷。
2.2.3 水平垂直狀態。
工件與電極絲處於水平垂直狀態,上噴水嘴和下噴(pēn)水嘴與工(gōng)件處於貼麵加工,間隙為 0.1mm,上下水(shuǐ)衝液能(néng)起(qǐ)到很好的排碳及冷卻作用,從而提升加(jiā)工(gōng)效率。
2.3 機床的主要部分
慢(màn)走絲的加工設備主要由機身、工作台、走絲機構、絲杠、工作液循環製冷(lěng)係統、伺服馬達(dá)和離子感應器等幾部分組成。
2.3.1 機身(shēn)。
機身是機床的基礎(chǔ)體,是安裝其他部件、機床(chuáng)內部的電機電器的內部放(fàng)置,是(shì)一種外觀箱(xiāng)式結構,包(bāo)括機身導軌。
2.3.2 工作台。
工作台用來裝夾工件,裝夾冶具。它由導軌、絲杠、電機傳送機構組(zǔ)成,絲杠采(cǎi)取(qǔ)螺旋方式位移。
2.3.3 走絲機構。
走絲機構主要由運(yùn)絲輪和運絲(sī)電機組成,包括陶瓷輪、張力輪(lún)等其(qí)他機(jī)構形成的單向走(zǒu)絲。
2.3.4 工作液循環係統。
該係統用於過濾水質,去離子水要達到工作液循環加工要(yào)求。水槽是工作液的存儲處,有髒水槽、淨水槽; 離子感應器用於電阻率測(cè)量(liàng),測(cè)量流入樹脂桶的離子值。樹脂桶是存放樹脂的容器(qì),樹脂是石油中(zhōng)的提取物,用於去離子,更好地過濾水質。
2.4 中走絲與慢走絲的區別(bié)及優缺點
中走絲屬於往(wǎng)複高速(sù)走絲電火花線切割機(jī)床範(fàn)疇,以持續運轉的(de)鉬絲(sī)(稱為電極絲)作為電極(jí),對工件進行(háng)脈衝火花放(fàng)電(diàn)蝕除金屬,通(tōng)過多次切割減少(shǎo)誤差,直至切割成型。其工件質量介於高速走(zǒu)絲和慢速走絲之間,故而稱為中走絲,中走絲是快走(zǒu)絲的升級產品(pǐn),所以也可以叫作能多次切割的快走(zǒu)絲(sī)。它的加工速度接近(jìn)於快走絲,而加工質量趨於慢(màn)走絲。走絲速度為 1~12m/s,可(kě)以根據需要進行調節。

北京安德建奇 AR60-MA中走絲

日(rì)本沙迪克 AQ400Ls 慢走絲
慢走絲以持續運轉的銅絲(稱為電極絲)作為(wéi)電極,一般(bān)以低於 0.2m/s 的運轉速度進行單向運動,使電極與工件處於(yú)脫離子(zǐ)水(shuǐ)的(de)環境中進行脈(mò)衝火花放電,加工中產(chǎn)生的高溫會使脫離子(zǐ)水逐漸消耗。慢走絲用於加工各種形狀複雜和精密細小的工件,一般走絲(sī)速度低(dī)於0.2m/s,精確度達 0.001mm。切一(yī)修三後,粗糙度 Ra 可達到 0.8μm,切一修(xiū)四後粗糙度Ra 可達(dá)到 0.33μm,表(biǎo)麵(miàn)粗糙度(dù)質量接近磨削水平。電極絲作為一(yī)次性使用,工作狀(zhuàng)態平穩,走絲均勻,電極絲(sī)抖動小,加工質量較(jiào)好。
慢走(zǒu)絲采用先進的電源技術,實現了高(gāo)速加工,最大加工速度可達 350mm/min。
3、 結語
線切割機床加(jiā)工精度(dù)高、功能強,但加工(gōng)成本高。如果要充分發(fā)揮機床的作用,創造好的經濟效益,就必須對工件進行合理的加(jiā)工工藝分析和技術性能(néng)分析,充分(fèn)了解機床的結構性能,熟練掌(zhǎng)握機床的操作技能,最大限度(dù)地發揮機床的潛力,提高生產效率。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯(jí)部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯(jí)部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更(gèng)多

行業數據
| 更多
- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月 分地區金(jīn)屬(shǔ)切削機床產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能源(yuán)汽車產量數據
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(chē)(轎車)產量數(shù)據
博文選萃
| 更多
- 機械加工(gōng)過程圖示
- 判斷一台加工中心精度的(de)幾種辦法
- 中走絲(sī)線切割機床的發展趨勢
- 國產數控係統和數(shù)控機床(chuáng)何去何從?
- 中國的技術工(gōng)人都去哪(nǎ)裏了?
- 機械老板做了十(shí)多年,為何還是小(xiǎo)作坊?
- 機械行業最(zuì)新自殺性營銷,害人害(hài)己!不倒閉才
- 製造業大逃亡
- 智(zhì)能時代,少談點(diǎn)智造,多談點(diǎn)製造
- 現實麵前,國(guó)人沉默。製(zhì)造業的(de)騰飛,要從機床
- 一(yī)文搞懂數控車(chē)床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別