


摘 要:本文主(zhǔ)要對(duì)基於 PLC 與數控機(jī)床聯合控製(zhì)的氣動機械手展開了相(xiàng)關的(de)分析與探討,首先對其具體的結構與工(gōng)作原理進行了簡要的介紹(shào),進而針對其工作流程進行了詳細的(de)分析,並最終就相應的控製係統設(shè)計開展了深入的研究。經過實踐運行的結果表明,此氣動機械手設備易(yì)於(yú)操控、運(yùn)行(háng)可靠,具備有極(jí)強的係統擴展(zhǎn)性。
關鍵詞:PLC;數控機(jī)床;聯合控(kòng)製;氣動機(jī)械手
0 引言
在現代化的工業生產過程當中,自動化的生產線作業(yè)方式,業已成為工業生產的主要方式。氣動機械手設備將空氣作為工作介質,具有氣源應用便(biàn)捷、汙染程度低、便於靈活操作、操作性能(néng)強等顯著特(tè)征,因此在(zài)工業化的生產發展當中,得到了大範圍的普及應用。而數控機床具備有(yǒu)較高的自動程(chéng)度、安全可(kě)靠等特點,已成為零件加工當中廣泛應用的設備內容之一。將氣動技術與數控技術結合起來,能夠顯(xiǎn)著的提升工(gōng)業化成產的自動化程度,加強係統操作,提高機(jī)械性能。
1 、氣動機械手的結構與工作原理
(1)氣動機械手的結構。氣動機械手的整體結構如下圖 1 所示,主要是由鋁型材立柱、擺缸、升降氣缸、伸縮氣缸、氣爪等部分所組(zǔ)成。各部(bù)件的功能為擺(bǎi)缸:具有擺出與擺回開關,能夠實(shí)現對於氣動機械手在水平位置處的橫向移動。升(shēng)降氣缸:具有上升與下降開關,能夠實現(xiàn)對於(yú)氣動機械(xiè)手的(de)垂(chuí)直方(fāng)向移動。伸縮氣缸:具有伸(shēn)出與收回開關(guān),能夠實(shí)現(xiàn)對於氣動機(jī)械手的伸(shēn)出與收回(huí)。氣爪:具有夾緊與放鬆開關,能夠實現(xiàn)氣動(dòng)機械手對於工件的(de)夾緊或放(fàng)鬆。
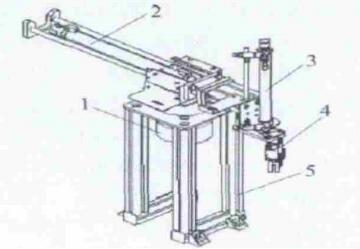
圖 1 氣動機械手總體結構圖
(2)氣動機械(xiè)手的工作原理(lǐ)。在對氣動機械手同數控機床實行聯合控製的過程當中(zhōng),常采用同一氣源。而(ér)氣動機械手通常(cháng) 由擺缸、升降氣缸、伸縮氣缸、氣(qì)爪等四部分構成,而數控機床則一般是由(yóu)氣動夾具所構(gòu)成。升(shēng)降(jiàng)氣缸與擺缸一般是(shì)通過雙電控三位五(wǔ)通(tōng)閥來操控,對於擺缸的的擺動與升降氣缸的升降操作(zuò),一般是(shì)由電(diàn)磁(cí)鐵來完成操控。而電控二位五通閥則主要控製著伸縮氣(qì)缸、氣爪以(yǐ)及氣動夾具等三部分內容。在電磁鐵通電(diàn)之後,即可實施伸縮氣缸的伸出、機械手的抓握、氣動夾具夾緊(jǐn)等操作。電磁鐵斷電之後(hòu),能夠使得伸縮氣缸完成收回操作、機械(xiè)手完成放下(xià)、氣動夾具進行放鬆等操(cāo)作。借助於單向節流閥一方麵能夠實現,對氣(qì)缸操作(zuò)速度的提升,另(lìng)一方麵也能夠提高其操作的穩定性。
2 、氣動(dòng)機械手的工作流程
在自動化係統的生產作業過程當中,氣動機械手與數控機床協同(tóng)合作(zuò),通常是由機械手將工件運送到生產線當(dāng)中,從而開展進一(yī)步的施工作業。而此係統當中的(de)機械手設備則完全采(cǎi)取氣動控製,數控(kòng)機床借助於相應的數控係統來完成操作,兩者的協同合作是通過信號交互來實現的。
在這之中,氣(qì)動機械手的操作可劃分為手動操作、自動操作與聯機操作三類形式。采用手動(dòng)操(cāo)作的方式(shì)主要(yào)為(wéi)按(àn)壓“啟動”按鈕,選取手動開關從而實現對於單次循環作業的完成。而自動操作方式則在按壓“啟動”按鈕後,選取自動開關,從而能夠實現氣動機械手(shǒu)的自動操作,可以自主(zhǔ)重複工件搬運、取回並運送到傳輸帶之上等操作。而(ér)聯機操作,能夠實現對於傳輸帶、氣動機械手以及數控機床的共同協作。在按壓“啟動”,以及“聯機”按鈕之後,能(néng)夠實現對於工件的檢測、通過氣動機械手搬運至(zhì)數控機床上、完成數控加工並在之(zhī)後(hòu)采用氣動機械手,再次(cì)運輸(shū)到傳輸(shū)帶之上等一係列操作。
由於(yú)氣動(dòng)機械手所執行(háng)的動作行為,相對較為繁雜(zá),實際的操作流程為:按壓“啟動(dòng)”、“聯機”按鈕之後,等待檢測(cè)到工件到位之(zhī)後,經過數控機床再(zài)將(jiāng)預先處理好的信號,發送至氣動機(jī)械(xiè)手、伸縮氣缸、升降氣缸、氣爪完成通電時的操作(zuò),而後實行斷電操作再(zài)經由氣爪、升降氣缸、伸縮氣缸(gāng)、氣動機械手、再(zài)次等待數控機床加工信號,如此循環往複,直至(zhì)工件加工完成(chéng)。在此過程(chéng)當中,各個部件在進行工作操作(zuò)之時,具(jù)體的切換應(yīng)當由安(ān)裝於氣缸當中的開關控製來(lái)實現操控(kòng),而數控(kòng)機床(chuáng)同(tóng)氣(qì)動機械手兩者間的操作切換,則是依據互(hù)相發出的信號內(nèi)容(róng)來實現操控。
3 、控製係統設計(jì)
在控製係統的設計當(dāng)中,首先針對輸入與輸出點數的分配情況,依(yī)據係統的功能需求來進行分(fèn)配,在 PLC 與數控機床聯合控製(zhì)的氣動機械手係統當中,采用 S7-200 係列,輸(shū)入點可設置為 16 點,輸出點設置(zhì)為(wéi) 14 點。在此控製係統當中傳輸帶工件到位開關,能夠為傳輸(shū)帶提供相應的工件檢測信號,而數控機床上料準備完成、下料準備完成以(yǐ)及氣(qì)動夾具的鬆緊開(kāi)關,能夠給予數控機(jī)床的 PLC 係統操控信號。機械手原點有料、無料以及其返回原點信號,能夠為 PLC 係統的輸出係統,提供相應的操控信號。此氣動機械手的操(cāo)控係統,其執行動(dòng)作的順序極為關鍵,所實行的每(měi)一個操作步(bù)驟,都(dōu)需要在前一(yī)步驟操作完(wán)成(chéng)的基(jī)礎之上才能夠實行,因此要對係(xì)統的操控順序予(yǔ)以明確的設計,並且,氣(qì)動街寫手在待候取(qǔ)件之時,應當檢測相應的下料與夾具鬆緊信號,在確認無誤後方可進行下一步的操作。
4 、結(jié)束語
在本(běn)文當(dāng)中所提出的 PLC 與數控機床聯(lián)合控製的(de)氣動機械手,工作原理較為簡便,能夠在操作係統當中滿足手動、自動以及聯機工作等操(cāo)作方(fāng)式。並且(qiě)對於操作係統當中各類不同的動作內容,也具有明確的順序要求,僅需對操作係統程序進行(háng)簡(jiǎn)易的修改,同時也可應用到同類機械手與數控機床聯合(hé)控製的操作過程當中,能夠較(jiào)好(hǎo)的發揮出係統的靈(líng)活性特征。
如果您有機床行業、企業相(xiàng)關新(xīn)聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
州金馬")

- 2024年11月 金(jīn)屬切削(xuē)機(jī)床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車(chē))產量數(shù)據
- 2024年11月 新能源汽車產量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽(qì)車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量(liàng)數據(jù)
- 2024年10月 金屬切削機(jī)床產量數(shù)據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加工過程圖示
- 判斷一(yī)台(tái)加工中心精度的幾種辦法
- 中走絲線切割機床的發展趨勢(shì)
- 國產數控係統和數控機床何去何從?
- 中(zhōng)國的技術工人都去哪裏(lǐ)了?
- 機械老板做(zuò)了十多年,為何還是(shì)小作坊?
- 機械行業(yè)最新(xīn)自殺性營銷,害人害己!不倒閉才
- 製造(zào)業大逃亡
- 智(zhì)能時代,少談點智造,多談點製造
- 現實(shí)麵前,國人(rén)沉默。製造業的騰飛(fēi),要(yào)從機床
- 一(yī)文搞懂數控車床加工(gōng)刀具補償功能
- 車床鑽孔攻螺紋加工(gōng)方法及工裝設計(jì)
- 傳統鑽削與螺旋銑孔加工工藝的區別