


光纖激光切割機特殊工藝設定對切割質量的影響
2017-7-27 來源: 江蘇揚力數控機(jī)床有限公司 作者:田(tián) 輝 ,李 妮 ,翟東升
摘要:通過對激光切割機切割(gē)質量的大量試驗研究,從激光切割(gē)加工特殊工藝(yì)要求來分(fèn)析穿孔技術、引線設置和(hé)拐(guǎi)角設置等特殊工藝設定對切割質量(liàng)和加(jiā)工效率(lǜ)的影響。
關鍵詞:激(jī)光切割機;特殊工藝;切(qiē)割質量;脈衝穿孔;引線設置;拐角設置
就金屬板(bǎn)材加工而言,采(cǎi)用激光切割(gē)工藝可節約昂貴的模具費用,縮短(duǎn)加工周期,對新產品開發、單件小批量生產(chǎn)和(hé)多品種輪番生產(chǎn)有著明顯的優勢(shì)。 本文基於在切割應用方麵的使用經驗,介紹影響切割質量(liàng)的主要因(yīn)素之外的穿孔技術(shù)、引線設(shè)置和拐角設置三方麵工藝參數對切割質量的影(yǐng)響(xiǎng)。
1.穿(chuān)孔(kǒng)技術
任何一種熱(rè)切(qiē)割技術(如激光加工(gōng)、等離子加工、火焰(yàn)切割等),除少數情況可以從板材邊緣開(kāi)始外,一般都必須在金屬板材上預穿(chuān)一小孔,然後進行後續加工。穿孔(kǒng)質量的好壞直接影響到切割(gē)輪廓的質量,特別是輪廓尺(chǐ)寸接近板材厚度(dù)的小輪廓;其次,穿孔時間長短也直接影響到切割加工(gōng)的生產效率,所以穿孔技(jì)術是激光切割加工的關鍵(jiàn)技術。常見的穿孔方式有以下三種。
1.1 爆破穿孔
如圖 1 所示,爆破穿孔又稱為直接穿孔(CW 方(fāng)式(shì)),利用激光光束的(de)連續(xù)性的工作原理,在加工材料的表麵的某個地方,形成一個凹坑,然後根據激光束以及同軸的輔助氣(qì)體的加入,形成一個孔型,再(zài)根據設(shè)備以及材料的對位差(chà),形成穿孔縫隙(xì),最(zuì)終完成整個爆破穿孔過程。
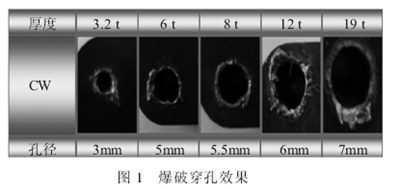
此穿孔過程中產生縫隙的大小跟板材的厚度成正比。加(jiā)工(gōng)材料越厚,其穿孔的縫隙就越寬,造成的材料浪費越(yuè)大。爆破穿(chuān)孔的優點是(shì)可以大幅度提高穿孔時(shí)間,從而提高(gāo)生產效率,缺點是在穿孔時,會發生大量熔融(róng)金屬向上(shàng)噴的現象,容易(yì)汙染光纖激光切割(gē)頭中的保護鏡片,同時厚板切割加工小孔(直徑<板厚)時,由於穿出來的孔的(de)直徑可能會超過所需(xū)要切割輪廓的直(zhí)徑,會導(dǎo)致產品報(bào)廢。
1.2 脈衝穿孔
脈衝穿孔采用的是激光束中最強大的高峰值的脈衝激光進行穿孔,脈衝激光束的功率可以達到額(é)定功率的 2.5 倍左右,能夠(gòu)使(shǐ)加工材料熔化甚至(zhì)汽化。脈衝激光(guāng)利用(yòng)的是逐步深(shēn)入的工作原理,對於厚型材料的加工,不影響切割(gē)效果(guǒ),隻是切割速度變慢,因此在加工質量方麵,要高於爆破穿孔(kǒng),如圖 2 所示(shì)。當碳鋼材料的板厚在10mm 以上時,使用脈衝穿孔則加工時間會急劇增加。
從理論(lùn)上講,通常可以改變穿孔的條件有焦距、噴嘴(zuǐ)位置(zhì)、氣體壓力等,但實際上(shàng)由於時間太短,改變以上(shàng)的可能性不大。在實際生產中(zhōng)主要采(cǎi)用改變激光平均功率的方法實現。具體方法有以下三種①改(gǎi)變(biàn)脈衝占空比;②改變脈衝頻率;③同(tóng)時改變脈衝(chōng)占空比和頻率。實際(jì)結果表明,第③種效果最好,穿孔質(zhì)量比較高而且穩定。

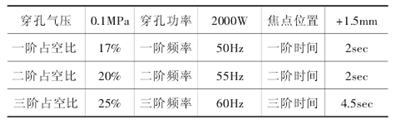
表 1 是揚力 ML-3015F(IPG 2000W)碳鋼 12mm脈衝穿(chuān)孔(kǒng)工藝數據(三階穿(chuān)孔(kǒng)工藝)。
表 1脈衝穿孔工藝數據表
1.3 變焦穿(chuān)孔
變焦穿孔的原理是切割(gē)頭上方安裝變曲率半徑鏡片(VRM),在穿孔過程中適時改變鏡片的曲率(lǜ)半徑從而改變焦點(diǎn)的相對(duì)位置,達到節省穿孔時間、提高穿孔效率(lǜ)和穩定性的目的。大量的穿孔試驗數據表明,該穿孔方式比上(shàng)述兩種方式效率可提高 20%以上。其(qí)缺點是由於頻繁改變曲率半(bàn)徑大小,鏡片長(zhǎng)時間使用容易損壞(huài),鏡片的製造成本(běn)也比較(jiào)高,目前沒有能夠(gòu)得到(dào)大批量應用。綜上所述,激光切(qiē)割(gē)加工穿孔工藝無非采(cǎi)用上述一種或多種的組合,需根據(jù)實際情況進行選擇。考慮到熱效應對切割加工的影響,有時還需要采用預穿(chuān)孔技術或者間隔穿孔技術來切割產品,以便加工出優(yōu)質的產品。
2.引線設(shè)置
在(zài)正(zhèng)常切割過程中,通常采用 CW 模式進行(háng)穿孔。該類型穿孔時間短(duǎn),但正如以(yǐ)上所述,該方式會產生(shēng)一個比脈衝穿孔(kǒng)更大的孔。因此,起切穿孔的位置通常選在輪廓的(de)外邊(biān)。穿(chuān)孔和(hé)實際輪廓之間(jiān)的(de)切割線稱之(zhī)為引入線,結束時出來的那部(bù)分切割線(xiàn)稱之為引出線。引入/引出線的設置(zhì)對(duì)切割(gē)加工質量也至關重(chóng)要,引線設置主要分為引線長度和引線類型兩方麵。
2.1 引線(xiàn)長度
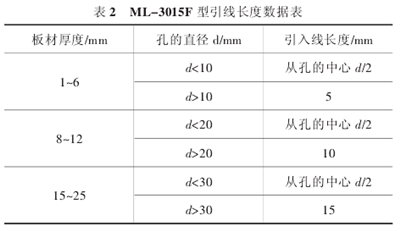
由於穿孔過程(chéng)中會產生大量(liàng)的熱量,在切割實際輪廓之前盡可能將熱量散發掉是非常關鍵的(de),特別在切割小的內輪廓時尤為重要,處理不當會導致無法切割。試(shì)驗表明(míng)引線長度取決於板材厚度和孔的直徑,表 2 為 ML-3015F 機型的參考數據表。
2.2 引線類型
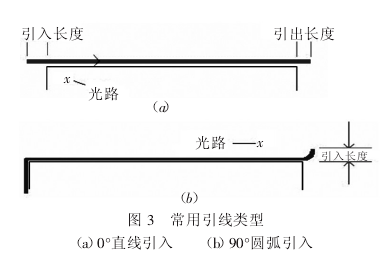
激光切割加工為熱加工類型,切割過程(chéng)中功率(lǜ)大小、輔助氣體氣流的穩定(dìng)性、噴嘴的新舊程度甚至機床本(běn)身的運動性能均會影響切割加(jiā)工(gōng)質量和切割精度,從(cóng)理論上分析任何方式的引入(rù)均能夠(gòu)滿足切割要求,為了彌(mí)補上述因(yīn)素對切割的影響,自(zì)動編(biān)程軟(ruǎn)件中可以設置多種引線類型來避免切割缺陷。引線類型有直線、圓弧、直(zhí)線+圓弧、徒手直線等,同(tóng)時還能(néng)夠對單獨的直線和圓弧進行任意角度設置。常用的引線類型如圖 3 所示。
3 拐角設置
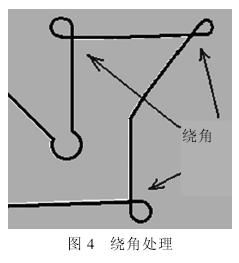
在(zài)切割碳鋼板材時,由於機床運動軸在拐角(jiǎo)處(chù)的加減速和輔助氣體氣流的影響,會導致直角處(chù)出現不同程(chéng)度的燒傷(shāng);在切割不鏽鋼(gāng)板材時,若不進(jìn)行處理(lǐ),會出(chū)現拐(guǎi)角處有比較大的切(qiē)割毛刺現象。為此,需要對切割路徑進行優化,采取倒角或者拐角設定的方(fāng)式來避免燒傷和毛刺。對拐角設定倒角半徑除了可減少(shǎo)毛刺產生(shēng)外(wài),還使軸移(yí)動(dòng)的動態性能更好,同時熱影響(xiǎng)區減少。最優倒角半徑 R=板(bǎn)材厚度/10,但不(bú)小於(yú) 1mm。對於用戶(hù)工件有特殊要求的(de)情形,不允(yǔn)許在拐角處進行圓角處理,此時需要采用如圖 4 所示(shì)的拐角設置 (繞角處理)方式達到最理想的切割效果。
4.小結
激光切(qiē)割加工是一種非常複雜的加工工藝,有多種因素影響切割質量和加工效率。本文隻(zhī)針對在(zài)實際切割加工中常用的穿孔方式、引線設置和拐角處理等方麵設定來分析影響切割質量的因(yīn)素。大量的切割加工表明(míng),處理好以上設定,對切割質(zhì)量的提高有很大的幫助作用。
投稿(gǎo)箱:
如果您有機床(chuáng)行業、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多(duō)相關信(xìn)息
金馬")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量數(shù)據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月(yuè) 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量數據
博(bó)文選萃
| 更多
- 機械加工過程圖示
- 判(pàn)斷一台加(jiā)工中心精度(dù)的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產(chǎn)數控係統和數控機床何去何從?
- 中國(guó)的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊(fāng)?
- 機械行(háng)業最新自殺性營銷(xiāo),害人害(hài)己!不倒(dǎo)閉才
- 製造業大逃(táo)亡(wáng)
- 智能時代,少談點智造,多談點製造
- 現(xiàn)實麵前,國人(rén)沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻(gōng)螺紋加工方法及工(gōng)裝(zhuāng)設計
- 傳統鑽削與螺(luó)旋銑孔加(jiā)工工(gōng)藝的區別