


三軸聯動的微型電(diàn)火(huǒ)花加工機床
2017-7-13 來源:哈爾(ěr)濱工業大學 作者(zhě): 趙小文,李治廷,李柏毅
摘要 :三軸聯動微型電火花加工機床與傳統加工技(jì)術要比,具有對加工(gōng)材料適應性強,適合複雜微小的三維結構加工,此外體積小、攜帶方便(biàn),更適合用於小孔和任意形狀加工等優點(diǎn)。
關鍵詞 :三軸聯(lián)動 ;微型 ;電火花 ;加工
1.項目背景
隨(suí)著現代工(gōng)業的發展,機械行業對(duì)各種(zhǒng)機械設備零件的加(jiā)工需求量越(yuè)來越大,對其質量(liàng)和精度要求也在提高。與傳統切削加工(gōng)方法相比,電火花加工對加工材料(liào)的適應(yīng)性更強,更適合複(fù)雜微小三維結(jié)構的加工(gōng)。作(zuò)為傳統切削加工領域(yù)的補(bǔ)充,電火花加工在現代生產發揮著(zhe)不可替(tì)代的作用。
在機械(xiè)加工過程中,絲錐、鑽頭、絞刀(dāo)等加工(gōng)工具很容易折斷在工件內部,很(hěn)難將其取出(chū),這不僅影響(xiǎng)了生產效率,還會降低產品質量,甚至導致許多產品報廢。目前普遍的解決方法是手工提取或用電火花(huā)加工(gōng)機提取,不僅浪費大(dà)量時間,承擔運輸設備的成本,有時在取折斷工具時會導致工件報廢,給企業造成很大的經濟損失。 利(lì)用電火花(huā)蝕除(chú)原理,用銅棒或(huò)銅片做電極,能(néng)輕鬆將斷絲錐去除或蝕斷。而且不影響工件材質,不破壞原有孔。
一方麵,國(guó)外目前(qián)的微小型機床隻能打孔,另一方麵,國內(nèi)目前沒有微小型三軸(zhóu)電火花加工機床。本項目(mù)希望(wàng)製作的電火花加工機床能夠(gòu)實現三軸聯動,以此來實現(xiàn)沿輪(lún)廓軌跡切割金(jīn)屬的功(gōng)能。我們的目標(biāo)是,實(shí)現卓越未來,智能製造!
2 .研(yán)究目標
設計出結構緊湊、輕便的三軸聯(lián)動微型電火花加工機床,方便攜帶,可作(zuò)為用於小孔和任意形狀加工的便攜式電火花加工(gōng)工具,用於(yú)科(kē)研和生產中各種難加工材料和難加工(gōng)型孔的加工。研究意義在於以下幾點 :
(1)體積小(xiǎo)、易攜帶。通常的電火花加工機(jī)床體積和重量較大,但(dàn)當隻用於小件(jiàn)或微小件的加工時,則可設計成輕便、但基本功能具備的微型電火花加工機床,可作為用於小孔和簡單形狀加工的便攜(xié)式(shì)電火花加工工具,用(yòng)於科研和生產中各種難加工材料和難加工型(xíng)孔的加(jiā)工。
(2)教學演示。該微型電火花加工機床可作為教學演示的教具,實現理論與實踐相結合的教學方式,並通過光、聲、電等信息的處理(lǐ),可以使學生了(le)解和感受電火花加工現象和加工過程,對於增(zēng)加學(xué)生的感性認識,並促進其創新意識具有積極有效的作用。
(3)小型的科研工具。可以用(yòng)於科研和生產中各種難加工材料和難加工型孔的加(jiā)工。
3. 研究方(fāng)案
3 . 1 機(jī)械部分
圖 1 為(wéi)最終確定的三(sān)維結構,圖(tú) 2 為加工出的實物圖(紅色的油槽尚未(wèi)製作完成)。采用了導軌滑塊機(jī)構(gòu)分別實現三個軸的運動,旋轉電極通過鑽頭夾和電極相連(lián),便(biàn)於電極和工件之間持續放電。鑽頭夾可靠夾持(chí)範圍是 0.3~4 mm,可以滿足不同(tóng)尺寸電極的夾持要求。
采用絲(sī)杠進(jìn)給,彈簧拉緊式結構,電(diàn)極始終受到向上(shàng)的拉力,支撐板上表麵始終與球型(xíng)螺母緊密接觸,消除(chú)了回程誤差,提高了(le)伺服進給(gěi)的控製精(jīng)度。
3 . 2 電控部分
3 . 2 . 1 電源主回路部分
常見的電火花加工脈衝(chōng)電源分為兩種形式(shì),分別是 RC 式脈衝電源和晶體管脈衝電源。
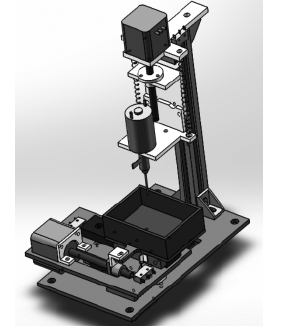
圖 1 三軸聯動微型電火花加工機床三維圖
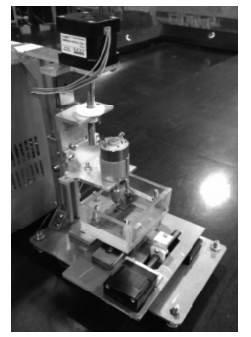
圖 2 加工機床實物圖
本次設計擬采用 RC 式脈衝電源(yuán)。RC 脈衝電源的工作原理(lǐ)非常簡單,原理如(rú)圖 3 所示。
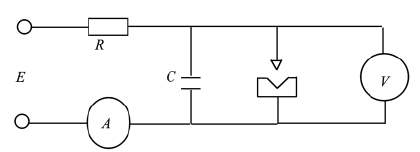
圖 3 RC 脈衝電源工作原理圖
其優點是加工精度高,工作可靠,裝置簡單 ;其缺點是脈衝參數受到間隙狀態製約,加工速(sù)度低,電機(jī)損耗大。
3 . 2 . 2 檢測電路
在電火花加工時,直接測量電極與工件間隙 S 十分困難,一般采(cǎi)用測(cè)量(liàng)放電間隙(xì)的電壓來判斷間隙 S的大小。例(lì)如,當間隙很大時,放電回路開路,間隙電壓接近脈衝電源的開路電壓 ;當(dāng)間隙過小甚至為零時,放電回路短路,間隙電壓為 0。間(jiān)隙 S 與間隙電壓雖不成正比關係,但具有一(yī)定的相關性。本次設計采用平(píng)均間隙(xì)電壓檢測法,工具電極與工件之間的電壓經過差動增益環節,獲得兩者差值,再經過濾波環(huán)節輸(shū)出(chū)平均間隙(xì)電壓。
本次設計(jì)擬采用(yòng)平均電壓測量法,但是傳統的方法無法測量出負半波對平均電壓的影響,因此(cǐ)可以改進為加上帶整流橋的檢測電路,這種改進的電路(lù)適用於改變工具電極、工件極性的情況。
3 . 2 . 3 主控部分設計
本項目采用(yòng)基於 Cortex-M3 內核的 STM32 單片機作為核(hé)心控製芯片。TIM1,TIM3 通(tōng)用定時器控製步(bù)進電機(jī)的運動。采用 ADC 功能(néng)模塊采集平均(jun1)間隙電壓,實現伺服控製。並通(tōng)過 LCD 顯示屏顯示電(diàn)壓值。用 Lab VIEW 上位機繪製加工路(lù)徑,並(bìng)通過串口和單片機通信(xìn),從而控製加工的軌跡。
3 . 2 . 4 各個模塊之間的布置
各個模塊之間的布置(zhì),如圖 4 所示。
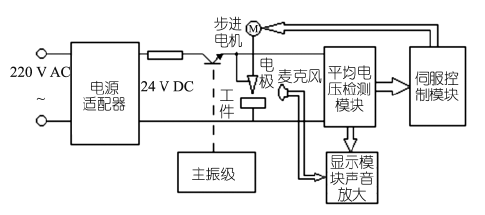
圖 4 模塊布置圖
3 . 2 . 5 三(sān)軸聯動加工過程
使用前,調節 X、Y、Z 軸電機,使油槽移動到合適位(wèi)置,將(jiāng)工件放在油槽中固定。開始加工,自動加(jiā)工模式下,Z 軸電機向下緩慢進(jìn)給,當電極(jí)和工件之間距離合適時(shí),開始電火(huǒ)花放電加工(gōng),通過檢測電路獲得平均間隙電壓,若間隙電壓大(dà)於伺服參考電壓,Z 軸快速向下進給 ;若間隙電壓小(xiǎo)於伺服參考電(diàn)壓,Z軸向上回退。若(ruò)兩者基本相等,Z 軸不動。極間電壓(yā)通過 LCD 顯示屏顯示(顯示的電壓值是實際電壓以一定比例縮小後的數值(zhí))。手動加(jiā)工(gōng)模式下,按鍵(jiàn)可以手動控製三個軸的運動方向。X,Y 軸不動(dòng)時為打孔加工狀態。 通過L a b V I E W 編寫上位機(jī)與單(dān)片機通信,控製 X , Y 軸連續運動,則為(wéi)銑槽加工狀態,可以實現沿著設定的(de)路徑銑槽(cáo),見(jiàn)圖 5。
4 .項目特色與創新
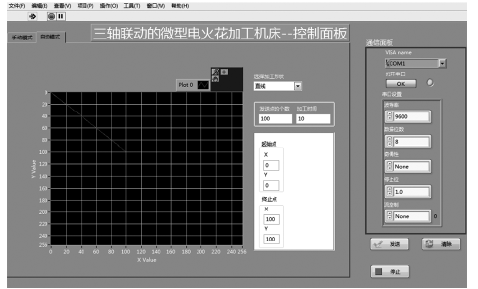
圖 5 控製麵(miàn)板示意圖(tú)
4 . 1 結構緊湊、體積小,便於攜帶(dài)
本次設計采用多模塊(kuài)化的形式(shì),將多個功能的單元模塊化,分別做在獨立的電路板上,最後再布置這幾個獨(dú)立電路板的空間位(wèi)置。這樣可以使得機床的整(zhěng)體結構緊湊,還有利於故障的檢測與後期維護(hù)。
4 . 2 三軸聯動
實現了三軸聯動之後(hòu),不(bú)僅可以打圓孔,還(hái)可以切割其他形狀(zhuàng)的孔和曲線,而且可以(yǐ)保(bǎo)證它的精度,這在(zài)國內外微型電火花加工機床還屬首次。
4 . 3 形象地展現加工狀態(tài)
可以(yǐ)從以下三方麵可(kě)以了解加工的狀況 :(1)放大放電聲音 ;(2)放電間隙的平均電壓(yā) ;(3)放電氣泡的發生狀態。該微型電火花(huā)加工機床還可作為教學演示的教具,實現理論與實踐(jiàn)相結合的教學方式,並通過光、聲、電等信息的處理,可以使(shǐ)學(xué)生了解和感受電火花(huā)加工現象和加(jiā)工過程,對於增加學生的感性認識,並促進其創新意識具有積極有效的作用。
5.項目成果
5 . 1 加工狀態
圖 6 為工藝性試驗的加工(gōng)狀態,采用直徑 2 mm紫銅電極加工 0.2 mm 塞(sāi)尺,可以看到明顯的氣泡和電火花,加工時間約為 1 min。
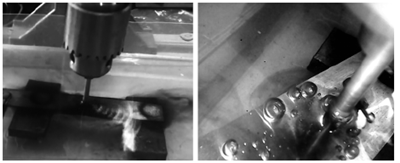
圖 6 工藝試驗圖
5 . 2 打孔加工
加工條件 :60 v 電壓經過脈衝電(diàn)源(R=100 Ω,C=1 uf)放電(diàn),步進電機細分 25 000,步距角 1.8°,步長3 um。電極為直徑 2 mm 的銅電極,旋轉速度為3 8 r / s 工作液為(wéi)純淨水加工 0.2 mm 厚的塞尺,加工時間大約 3 min,如圖 7 所示
5 . 3 直線銑槽加工
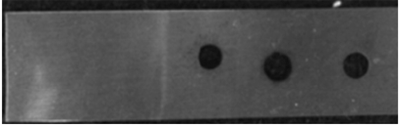
圖 7 打孔加工圖
在加工的過程中,通過 Lab VIEW 編寫上(shàng)位機程序,與單(dān)片機通信,控製 X,Y 軸連續運動,可以三個方向單獨(dú)進給加工,或者三(sān)軸同時運動,實現不同方向的直線加工,如圖 8 所示。

圖 8 銑槽(cáo)加工圖
5 . 4 數字、文字雕刻加工
通過(guò)指定每個目標點的坐標,進行多次直線插補銑槽,還可以加工出文字,簡(jiǎn)單的圖形等,如圖 9 所(suǒ)示。

圖 9 數(shù)字、文字雕刻加(jiā)工圖
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量(liàng)數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本(běn)型乘用車(轎車(chē))產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量(liàng)情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地(dì)區金屬切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能(néng)源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型(xíng)乘用車(chē)(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加(jiā)工中心精度的幾種辦法
- 中走絲線(xiàn)切(qiē)割(gē)機床的發展趨勢
- 國產數(shù)控係統和數控機床何去何從?
- 中國的技(jì)術工人都去哪(nǎ)裏了?
- 機械老板做了十(shí)多年,為何還是小作坊?
- 機械行業(yè)最新自殺性(xìng)營銷(xiāo),害人害己!不倒閉才
- 製造(zào)業大逃(táo)亡
- 智能時代,少談點智造,多(duō)談點製造
- 現實麵前,國人沉默。製造(zào)業的騰飛,要從機(jī)床
- 一(yī)文搞懂數控(kòng)車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方(fāng)法及工裝設計
- 傳統鑽削與螺旋銑孔(kǒng)加工工藝的區別