


摘 要:為降低211車床油管接箍加工廢品率,節(jiē)約加工成(chéng)本,對加工現狀進行調查(chá)分析,解決了影響廢品率的螺紋加工工序存在的打刀問題,通(tōng)過優化切(qiē)削深度和刀杆排屑麵角度,使(shǐ)螺紋打刀頻率由85.6% 降低至15.74% ,接(jiē)箍廢(fèi)品率由1.2% 下(xià)降為0.47% ,不僅節約了原材料及人工成本,還提高了加工效率和產品加工質量(liàng)。
關鍵詞:油管接箍;廢品率;切削深度;刀杆(gǎn)
0 引 言
油管接箍(gū)是重要的石油管用(yòng)鋼材,主要作用是連接石油(yóu)輸送管[1]。螺紋加工是保證油管接(jiē)箍質量的重要環節[2],為保證石(shí)油(yóu)在(zài)傳輸過程中不出現泄漏現(xiàn)象,就需要保證接(jiē)箍內螺紋的參數在允許誤差範圍之內[3]。吐哈(hā)油田公司機械(xiè)廠套管加工(gōng)車間接箍班主要承擔油田用油管接箍的加工製造,其(qí)中211車床每年(nián)生(shēng)產接箍約5萬件,廢品約600件,廢品率(lǜ)達1.2%。接(jiē)箍產品廢品率高(gāo),嚴重影(yǐng)響了其加工(gōng)成本和生產效率(lǜ)[4]。為避免耽誤後續接箍磷化、擰接試驗及產品發運,並節約加工成本,攻關小組進行現狀調查,找出油管接箍加(jiā)工廢品率高的原因,製定對策措施,最(zuì)終降低油管(guǎn)接箍加工(gōng)廢(fèi)品率。
1 、現狀調查
小組對2015年上半年211車床(chuáng)生產的348件油管接箍廢品進行了分類(lèi)統計(jì),見表1,由表可見產生廢品最多的工序是螺(luó)紋加工工序,發生頻率(lǜ)最高的廢品類型是螺紋打刀,螺紋打刀產生的廢品占比達(dá)到85.6%,是造成接箍廢品率高的主要原因。
2 、原因分析
2.1 切削深度
目前車間油管接箍螺紋加工(gōng)選擇的是每英寸8牙的內圓螺(luó)紋(wén)3齒刀片[5],根據刀具供貨廠家《石油(yóu)管螺紋刀片切削用量的選擇建議》[6],螺紋車削分為4次進刀,切削深度分別為0.8、0.6、0.4、0.2 mm,而由表2可見,實際加工時前3刀切削深度均大於推薦深度。切削深度過大,導致頻繁打(dǎ)刀[7-8]。
2.2 刀杆排屑麵角度
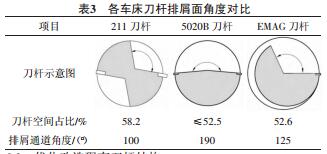
211車床(chuáng)選用的(de)刀杆為直角麵刀杆,與車間其他接箍螺紋(wén)加工車床刀杆(gǎn)對比(bǐ)見表3,發現211車床(chuáng)刀杆空間占比大,排屑通道角度小,容易(yì)阻擋排屑,造(zào)成鐵屑堆積,導
致(zhì)刀具冷卻效果差、鐵屑與刀片碰撞,從而使刀具發生崩刃、打刀[9-10]。
由上述分析可見,切削深度(dù)不合理、211車床排屑麵角度小是(shì)導致螺紋刀頻繁打刀,增高油(yóu)管(guǎn)接箍廢品率的(de)主要原因。
3 、措施製定及實施
3.1 優(yōu)化切削深度
將螺(luó)紋刀切削深度(dù)按《石油管螺紋刀片切削用(yòng)量的選擇建議》進(jìn)行優化,與推薦深度統(tǒng)一,即4次進刀切削深度分別為0.8、0.6、0.4、0.2 mm,並對螺紋加工段程序進行(háng)
修改[11-13],修改如下(xià):

原程序:N165 S700
N170 G00 X-65.0 Z50.0
N180 G92 X-72.8 Z-67.5 R-3.66 F3.175
N190 X-73.8
N200 X-74.2
N210 X-74.6
N480 G00 X-65.0 Z200.0
M09
修改後程序(xù):
N165 M03 S700
N170 T0102
N180 G00 X-60.0 Z50.0
N190 G92 X-72.2 Z-67.5 R-3.62 F3.177
N200 X-73.4
N210 X-74.2
N230 X-74.6
N240 G00 X-70.0 Z200.0

3.2 優化改造現有刀杆結(jié)構
為確定刀杆最佳排屑麵角度,小組自100°以(yǐ)每10°遞增進行(háng)試驗,試驗結果見表4,通過試驗結果發(fā)現,隨著排屑麵角度的增(zēng)加,刀(dāo)杆(gǎn)空間占(zhàn)比逐漸(jiàn)減小[14],刀
具壽命延長,打刀次數(shù)較(jiào)少,但當排屑麵角度為130°時,接箍加工出現顫紋[15],試驗終止。由表4可見,最佳排屑(xiè)麵角度為120°。通(tōng)過磨削、銑削將排屑麵角度增大(dà)到120°,從而增大排屑空間占比,並將尖角倒(dǎo)鈍,采用圓弧過渡。優化(huà)後刀杆如(rú)圖1所示。

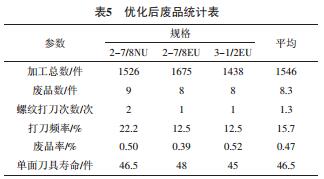
切削深度和刀杆優化後,對三季度211車床加工(gōng)的油(yóu)管接箍進行打刀頻率、廢品率、刀具壽命統計,由表5可見,優化後螺紋打刀頻率由85.6%降低至15.74%,降低了
81.6%,節約刀具成本2萬元;接箍廢品率由1.2%下降為0.47%,廢品率降低了(le)60.83%,節約原材(cái)料及人工(gōng)成本5萬元。

4 、結 論
1)切削深度不合理、車床排屑(xiè)麵角度小是導致螺紋刀頻繁打刀,增高油管接箍廢品率的主要原因。
2) 通過切削深度和刀杆的優化,螺紋打刀頻率由85.6%降低至15.74%,降低了81.6%,節約刀具成本2萬元;接(jiē)箍廢品率由1.2%下降為0.47%,廢(fèi)品率降低了60.83%,節約原材料及人工成本(běn)5萬元。
文自:(吐哈油田公司 a.機械廠(chǎng);b.勘探開發研究(jiū)院,新疆 哈密 839009)
如果您(nín)有機床行業、企業相關新聞稿件發(fā)表,或進行(háng)資訊合(hé)作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年(nián)11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金(jīn)屬切削機床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年11月(yuè) 新能源汽車(chē)產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分(fèn)地區金屬(shǔ)切削機床(chuáng)產量數據
- 2024年10月(yuè) 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘用(yòng)車(轎車)產量數(shù)據