


基於CBR-RBR的(de)專家係統在電火花修(xiū)整超硬砂輪中的應用
2016-12-20 來源:湖南大學(xué)國家高效磨削工(gōng)程技術(shù)研究中心 作者:餘劍武,覃(tán)新元,黃(huáng)帥,段文,沈湘
摘要:針對電火花修整超硬砂輪過程中選擇合(hé)適放電參數困難的問題,引入基於實例的推理(CBR)和基於規則的推理(RBR)相結合的推理技術,確定(dìng)了電火花修整超硬砂輪實例(lì)表示(shì)和實例相似度計算及權值分配的方法(fǎ),闡述了電(diàn)火花修整放電規準和規則表示,並以Visual Basic 6.0為開(kāi)發工具,以(yǐ)SQL Server 2005為底層數據庫支(zhī)持軟件,開發了(le)電火花(huā)修整超硬砂輪專家係統。將該係統應用於青銅結合劑CBN砂輪NBCl60M100的(de)放電參數選擇中,實(shí)驗結果(guǒ)表明,基於CBR-RBR的推理技術可行有效。
關鍵詞:電火花修整;超硬砂輪(lún);實例推理;規則推理;專家係統
0.引言
金屬結合劑超硬砂(shā)輪由於具有(yǒu)耐磨性(xìng)好、壽命長、承受負荷大,以及磨削性能優良(liáng)等(děng)特點,而被廣泛應用於航空航天、機械電子和汽車等現代工業中(zhōng)。為使金屬結合劑超硬砂輪始終保持良好的磨削性能,必須定時對其進行修整,但修整(zhěng)過程卻較為困難,主(zhǔ)要表現在修(xiū)整精度和(hé)修整效率低、修整難度(dù)大,以及修整工具成本較(jiào)高且損耗(hào)速度快(kuài)¨引。由Suzuki和Ue一
matsu等人舊1首先提出的電火(huǒ)花修(xiū)整砂輪技術(Elec—tro—Discharge Dressing,EDD)作為(wéi)一種非接觸(chù)修整技術,具有(yǒu)修整過程無切削力作用、修整精度高、操作簡單、成本低和便於調節等優點,適合於金屬(shǔ)結合劑超硬砂輪的修整。
目前針(zhēn)對電火(huǒ)花(huā)修整技術(shù)自適應控製方麵的研究非常少。由於電(diàn)火花修整超硬砂輪過程非常複雜,很難用模擬(nǐ)仿真和(hé)數(shù)學公式進行解釋,因此(cǐ)在選擇合適(shì)的電火花修整放電參數時,可以采用將過去電火花修整經驗和電火花修整(zhěng)知識相(xiàng)結合(hé)的方法來選擇。這種基於實例和規則的混合推理(CBR—RBR)技術在(zài)工程(chéng)中有很好的(de)應用價值,如文獻[5]將基於實例和規則混合推(tuī)理(CBR—RBR)技術應用於高速切削數據庫係統,使係統(tǒng)的數據采集和知識更新簡單易行;文獻[6]建立了基於實(shí)例的推理(CBR)和基(jī)於規則(zé)的推理(RBR)相結合的混合專家係(xì)統,實(shí)現(xiàn)了在裝配係統中裝配夾具的智能化(huà)設計;文獻[7]應用RBR和CBR相結合的技術解決了快速完成組合夾具設計問題。
本文應用基於CBR.RBR的推理技術,開發了電火花修整超硬砂輪專家係統。係統推理出的放電參數對(duì)指導電火花修整超硬(yìng)砂輪,提高修整(zhěng)效率和(hé)修整質量具有很好的實用價值,為今後進(jìn)一步開發具有自適應控(kòng)製功能的軟件(jiàn),實現電火花修整超硬砂輪自動控製打下了基礎。
1.基於CBR.RBR的電火花修整(zhěng)超硬砂輪專家(jiā)係統
本文將基於實(shí)例的推理(CBR)、基於規則的推理(RBR)相結合,運用基於CBR.RBR的推理技術選擇適合電火花修整超硬砂輪的放電參(cān)數。通過CBR和RBR相結合,可以彌補CBR隻注重經驗(yàn)和(hé)RBR隻注重知識的不足,從而提高了係(xì)統推理的效率與準確(què)性。基於CBR—RBR的(de)電(diàn)火花修整超硬砂輪專家係統的推理流程如圖1所(suǒ)示。對於新輸入的電火花修整超硬砂輪目(mù)標實(shí)例(lì),係統推理過程為(wéi):1)根據目標(biāo)實例修整條件在實例庫中進行實例推理,按砂(shā)輪粒(lì)度號、超硬砂輪(lún)類型、結合劑(jì)類型、電極類型、工作液類型和修整方式的順序進行相似度計算,從而檢索與新輸入的電火花修整目標實例整體相似度最高的成功實(shí)例,通(tōng)過重用或修改檢索到的成功實例來解決當前放電(diàn)參數的選擇問題。2)如果檢索到的(de)成功實例相似度較低,則根(gēn)據目標實例(lì)的砂輪平均磨(mó)粒尺寸通過規(guī)則推理進行放電參數的計算,生成滿足目標實例要求的電火(huǒ)花(huā)修整超硬砂輪放電參數。3)對於推理出的合適放電參數經實驗驗證成功後保存至(zhì)實例庫,對實例庫進行不斷積累。
2.基於實例的推理(CBR)
基於實例的(de)推理(CBR)是通過相(xiàng)似度的計算從實例庫中檢索最相似(sì)實例,進而重用或修(xiū)改最相似實例來解決新的目標實例問題。
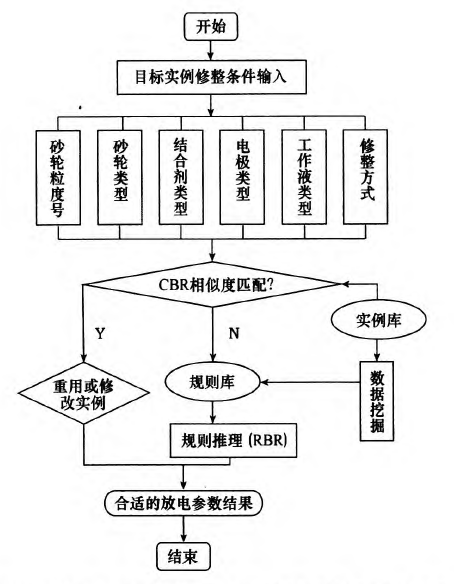
圖1 基於CBR.RBR電火花修整超硬砂(shā)輪專家係統推理流程
2.1 電火(huǒ)花修整超硬砂輪實例表示
實例表示是實例推理的基礎,目的在(zài)於對(duì)以往成功的電火花修整超硬砂輪實例(lì)進(jìn)行記錄,使其數據結構能被計算機識別和調用。電火花(huā)修整超硬砂輪實例(lì)應(yīng)盡可能包含更多的描述信息,但是為提高檢索效率又需要簡潔描述。本文中的電火花修整(zhěng)超(chāo)硬砂輪實例可表示為(wéi)“描述部(bù)分(在(zài)本文第2.1節、第2.2節(jiē)、第2.3節與第2.4節進行論(lùn)述)+解決方案部分(在本文第3.1節與(yǔ)第3.2節進行論述)+應用結果部分(在本文(wén)第4.2節進(jìn)行論述)”的形式。電火(huǒ)花修整超硬砂輪中首先要確定該實例的修整(zhěng)條(tiáo)件即(jí)屬性,如砂輪粒度號、超硬砂輪(lún)類(lèi)型、金屬結合(hé)劑類型、電極類型、工作液類型,以及修整方式等,由這些屬性構成(chéng)電火花修(xiū)整超硬砂輪問題的描(miáo)述部分。每一實例表現為一個屬性對應一個值的(de)集合,各個屬性的取值如(rú)下。砂(shā)輪粒度號:80#~280#;超硬砂輪類(lèi)型:金剛石、立方氮化(huà)硼(CBN);金(jīn)屬結合劑類型:青銅結合劑、鑄鐵結合劑;電極(jí)類型(xíng):紫銅、石墨(mò)和銅鎢;工作液類型:電火花油、去離子水和蒸餾水;修整方式:整形、修銳。
經(jīng)過電火花修整超硬砂輪實驗數據驗(yàn)證可知(zhī),電火花放電參數的選擇如放電電流、脈衝寬度、占空比、修整極性(xìng),以及放電電壓,直接影響修整質量(liàng),由這些參數構成電火(huǒ)花修整超(chāo)硬砂輪問題的解決方案部分。
電火花修整(zhěng)超硬(yìng)砂輪(lún)的修整效果評價指(zhǐ)標主要(yào)有修整精度、修整效率、修整後砂輪表麵形貌,以及磨粒出刃高度等,由它們(men)構成電火花修整超硬砂輪問題的應用結果部分。
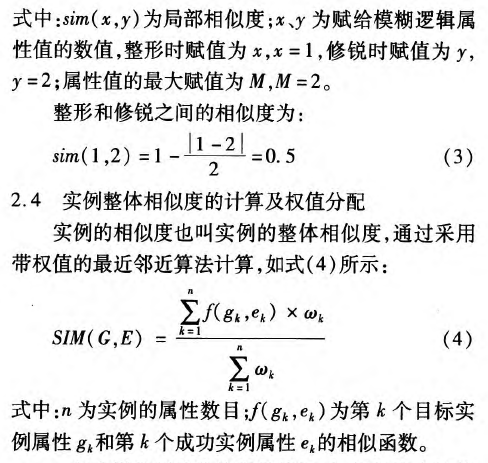
2.2實例間相似度計算
通過(guò)實例間相似度的計算,在(zài)實例庫中檢索與新輸入的目標實例最相似的實例。相似度(dù)計算分為局部相似度計算和整體相似度計算。電火花修整超硬砂輪專家係統有實例庫係統E和目標(biāo)係統(tǒng)G,都(dōu)是由n個電火花(huā)修整條件要素構成:

2.3實例局部(bù)相似度的計算
電火花修整超硬(yìng)砂輪問題(tí)的描述部分中屬性值(zhí)在所列範圍之內,任意的兩個屬性值對應一個(gè)局部相似度(dù),相似度根據電火花修整知(zhī)識來確定。
2.3.1枚舉型
描述(shù)部分中的(de)砂(shā)輪粒度號、超硬砂輪類型(xíng)、金屬結合劑類型(xíng)、電極類(lèi)型和(hé)工作液類型等屬性的相似度計算采用枚舉型方法。
2.3.2模糊邏輯型
描述部(bù)分中的修整方式屬性的相似度計算采(cǎi)用模糊邏輯型方法,其局部相似度則可用(yòng)式(2)計算:
公2
一般(bān)來說超硬砂輪粒度號接近時,相似度會比較(jiào)高。根(gēn)據實例描述部分的各屬性對放電參數選擇的(de)影響程度,將實例描述部分中屬性分為3個等級,不同(tóng)等級賦予不(bú)同權值(zhí),從高到低依次為:1)砂輪粒(lì)度號;2)超硬砂輪類型、金屬結合劑類型和電極類型(xíng);3)工作液類型、修整方式。根據每級屬性的權值應大於(yú)低等級所有屬性權值之和的(de)原則¨J,具體的分配方(fāng)案為:一(yī)級屬性的權值為8,二級(jí)屬性的權值為2,三級屬性的權值為1。
3.基於規則的推理(RBR)
基於規則(zé)的推理(RBR)是在掌握電火花修整超硬砂輪知識的基礎上,把相關的經驗知識通(tōng)過規則進行描(miáo)述(shù),並把問題和(hé)解答聯係起來,再利用這些規則(zé)模(mó)仿專家在求解中的關聯推理(lǐ)過程。規則推理的本質就是從初(chū)始事實出發,根據(jù)規則求解滿足目標條件的過(guò)程。
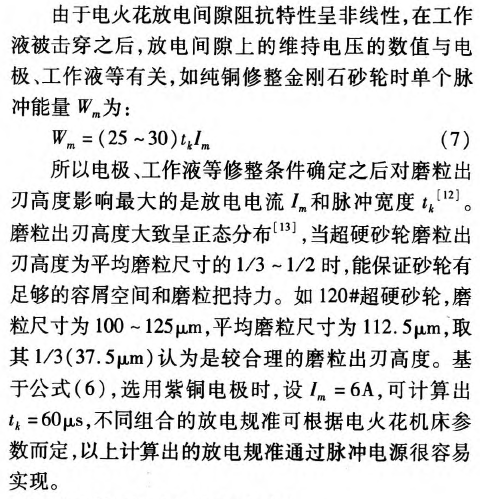
3.1 電火花(huā)修整超硬砂輪放電規(guī)準
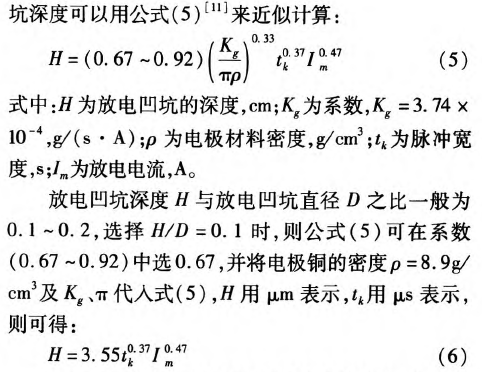
電火花修整後的超硬砂輪(lún)表麵是由無數的放電凹坑組成,通過放(fàng)電凹坑相互(hù)疊加達到磨粒露出金屬結合劑表麵從而形成磨粒出刃高(gāo)度的目的(de)。一般可(kě)以通過控製(zhì)放(fàng)電參數選擇性地蝕除超(chāo)硬砂輪(lún)表麵的金(jīn)屬結合(hé)劑材料,避免砂輪磨粒發生(shēng)氧化(huà)反應而失去磨削能力,使砂輪表(biǎo)麵具有合適的磨(mó)粒出刃高度和容屑空(kōng)間,同時磨粒也不(bú)會因結合劑把持力不夠而損失。為此,在電火花修整超硬(yìng)砂輪時必須根據砂輪磨粒尺寸大小選擇合適的(de)電火花放電規準。
電火花放電凹坑的尺寸由許多因素決定,放(fàng)電凹(āo)
3.2規則表(biǎo)示及規則知識庫建立
規(guī)則表示是規則推理模塊構建的基礎,電火花修整超硬砂輪過程除了考慮電火花放電規準外,還需考慮極性效應、放電間隙控製等。本文采用的RBR知識表示形式包含兩(liǎng)個部分:IF部分(fèn)稱為前項(前提或條件(jiàn)),THEN部(bù)分稱為後項(結論或(huò)行為(wéi)),其一般形式如下:
IF條(tiáo)件1 AND條件2......條件(jiàn)N<條件滿足>
THEN結論1,結論2......結論N<執行(háng)動作>
END IF
如規(guī)則J-02:IF電火花脈衝(chōng)寬度t≥1001μs;THEN:修整極(jí)性為負極性(砂輪接負極,電極接正極)。規則Z-02:IF修整方式為修銳;THEN:占空(kōng)比為50%。規則Y-03:IF 801μm<平均磨粒尺寸≤120μm;THEN:放電電壓為100V(實驗(yàn)選(xuǎn)用的電火花成型機(jī)床放(fàng)電電壓分為100、150和200V三檔)。根(gēn)據規則表(biǎo)示方法的形式,本文建立規則庫時采用“概念.事實一規則”三級知識體係,將規則庫分為概念性(xìng)知識、事實性(xìng)知識和(hé)規則性知識(shí)三部分。
1)概念性知識:提供知識的基本內容作為規則庫的底層(céng),如脈衝寬度、修整極性和負極(jí)性修整等。
2)事實性知識:由概念性知識(shí)組成,建立概念之間的(de)聯係,如電(diàn)火花脈衝(chōng)寬度tk≥100μs,修整極性為負極性修(xiū)整(zhěng)等。
3)規則性知識:由(yóu)事(shì)實性(xìng)知識組(zǔ)成,建立事實之間的聯係,如規則J-02等。
通過對規則庫知識體係的(de)具(jù)體劃分,分別建立對(duì)應的(de)變量表、事實表和規則表(biǎo)。對於(yú)電火花放電規準公式、圖表等知識則(zé)采用特殊模塊存儲,在推理過程中通過程序進行調用。
4.係統實現及應用
4.1 係統實現
本文采用Visual Basic 6.0為開發工具,SQLServer 2005作為(wéi)底層數(shù)據庫支持軟件,建立了電火花修整(zhěng)超(chāo)硬砂輪專家係統(tǒng),其結構圖如圖2所示。係統主要由實例庫、規則庫、輔助數據庫,以及基於CBR—RBR推理等模塊組成。係統可以對(duì)電火花(huā)修整超硬砂輪實例庫、規則庫和輔(fǔ)助數據(jù)庫進行有效管理(添加、修改和刪除(chú)等(děng)),將實例庫和規則庫緊地結合在一起,運用基於CBR—RBR的推理選擇合適的放電參數。
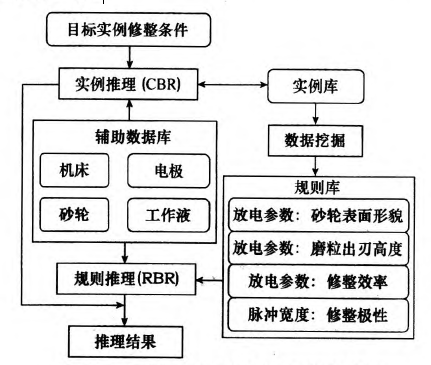
圖2 電火花修整超硬砂輪專(zhuān)家係統結構圖
4.2實例應用(yòng)
電火花修整超硬砂輪(lún)目標實例為青銅結合劑(jì)立方(fāng)氮化硼(CBN)砂輪NBCl60M100,在電火花成(chéng)型機床上進行修整,工具電極選用(yòng)紫銅電(diàn)極,工作液為電火花油,修整方式為修銳,目標實例代號為(wéi)G160/1。如圖2所示(shì),輸入目標實例修整條件信息之後,係統(tǒng)首先進行實(shí)例推理。根據權值分配方案,砂輪粒(lì)度號、超硬砂輪類型、金屬結合劑類型、電極類型、工作液類型(xíng)以及修整方式屬(shǔ)性的權重(chóng)分別為:0.5、0.125、0.125、0.125、0.062 5、0.062 5。計算目標(biāo)實例(lì)G160/1與實例庫中各實例的(de)相似度,檢索出相似度最大的
成功實例(代號E120/1)。目標實例G160/1與成功實例E120/1修整條件如表1所(suǒ)示。采用枚舉型方法確定目標實(shí)例G160/1與成功(gōng)實例E120/1砂輪粒度號、超硬(yìng)砂輪類型、金屬結合劑類型、電極類型和工作液類型屬陛的相似度分(fèn)別(bié)為0.95、0。9、1、1、1;采用模糊邏輯型式(2)計算(suàn)目(mù)標(biāo)實例(lì)G160/1與成功實例E120/1修整方式屬性的相似度為1。所以目標實例G160/1與成功實例E120/1的(de)整體(tǐ)相似度(dù)SIM(G,E)=0.95×0.5+0.9×0.125+1×0.125+1×0.125+1×0.062 5+l×0.062 5=0.962 5.
表(biǎo)1 目標實例G160/1與成功實例E120/1的修整條件

表(biǎo)2 目標實例(lì)G160/1與成功實例E120/1的解決方案
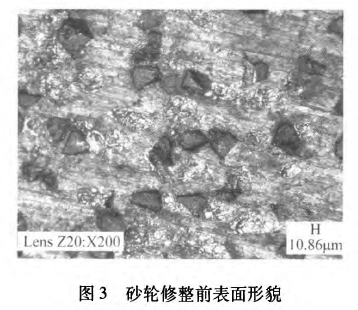
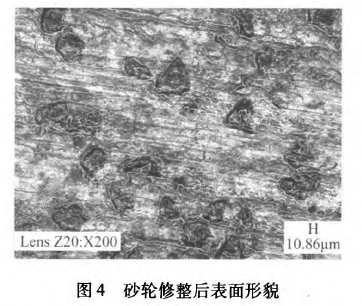
本文(wén)采用CBR.RBR推出的解決方案,對青銅結合劑立方氮化硼(CBN)砂輪(lún)NBCl60M100進行了電火花修(xiū)整實(shí)驗驗證,采用VHX.i000超景深三維顯(xiǎn)微鏡放大200倍後測量該(gāi)砂輪修(xiū)整前後表麵形貌,如(rú)圖(tú)3、圖(tú)4所示。對比砂輪修整前後的表麵形貌可知,修整後的磨粒出刃(rèn)高度和容屑空間明顯增大,磨粒出刃數量明(míng)顯增多且磨粒形狀(zhuàng)完整。
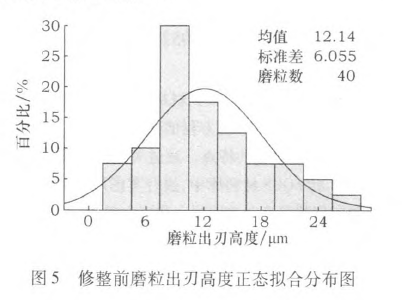
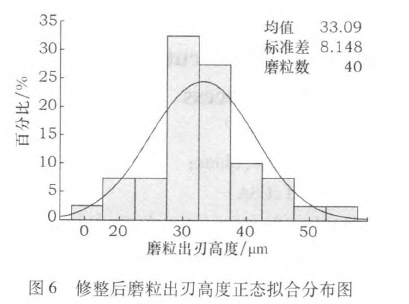
在修整前(qián)後的砂輪圓周上每隔90。的四個區域隨機各取10顆單顆磨粒,采用VHX-1000超景深三維顯微鏡測量(liàng)這40顆單顆(kē)磨(mó)粒出刃高(gāo)度,進行記錄之後采用Minitab軟件對其分布情(qíng)況進行統計分析。修整前後的砂輪磨粒出刃高度分布情況如圖5、圖6所示,從圖5、圖6中可知,對測量的磨粒出刃高度進行擬合的結(jié)果呈正(zhèng)態分布,與文獻[13]所述(shù)較吻合。圖5所示
投稿箱:
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係(xì)本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係(xì)本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多(duō)相關信息

業界視(shì)點(diǎn)
| 更多

行業數據(jù)
| 更(gèng)多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切(qiē)削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量數據
博(bó)文選萃(cuì)
| 更(gèng)多