


0 、引言
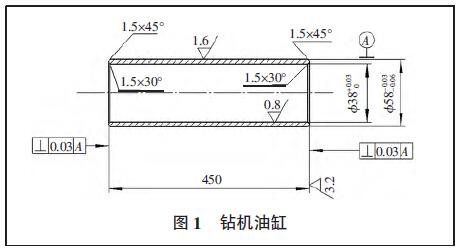
利用普通車床加工(gōng)深孔零件具有一定難(nán)度,尤其是長徑比(bǐ)>10 以上時技術難度更大。加工單件或小批量的深孔工件,通(tōng)常采用接長的標準麻花鑽頭,在普通車床上進行鑽削。但當經過(guò)鑽削的深孔要進一步精加工,使深孔達到較高的尺寸(cùn)精度和較(jiào)小的表麵(miàn)粗(cū)糙度值時,就(jiù)必須采取其它工藝措(cuò)施,來解決深孔加工的各方麵技術(shù)問題。本文選用浮動鏜刀和胎具裝(zhuāng)夾的方法,成功加工出合(hé)格的深孔工件(jiàn)。如圖1 所示是293 地質隊(duì)委托加工(gōng)的鑽機(jī)油缸。材料為冷(lěng)軋無縫(féng)鋼管,毛坯(pī)尺寸準60 mm×12 mm×455 mm,數量為5 件/月(yuè)。
由(yóu)於數量少,從經濟效益角度出發,為了節省成本,不可能製造結構複雜且成本高的夾具,隻能利用現有的工夾具進行改(gǎi)造,或者製造結構簡單、容易製造又能按圖紙要求加工出合格零件的工夾具。
1、 加工難(nán)度分(fèn)析
從圖1 可知:
1)孔徑準(zhǔn)38+0.030 mm,孔深L=450 mm,車(chē)削時的內孔刀杆細而長,剛性差,強度低,容易產(chǎn)生振動和(hé)讓刀現象,而且也容易產生(shēng)錐度(dù)誤差,嚴重影響到工件被加工麵粗糙度及精度。
2)由(yóu)於孔深,冷卻液不易進入,排屑困難,如鐵屑排出不順(shùn)暢,鐵(tiě)屑就會劃傷加(jiā)工表麵,嚴重影響表(biǎo)麵粗糙度,刀(dāo)具會加劇磨損,降低使用壽命。
3)深(shēn)孔的進出口處常會(huì)出現波紋、喇叭口,車削直線性差,使加工精度降低。
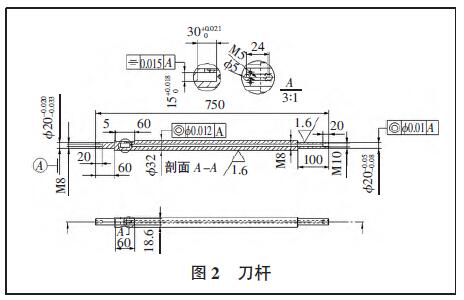
利用普通車床成功地加(jiā)工深孔,首先是解決深孔車刀和胎具的問題,選(xuǎn)用了如圖2 和(hé)圖3 所示,製造簡單、工(gōng)藝性好的(de)浮動鏜刀杆和胎具裝夾。
2、浮動鏜刀杆和胎(tāi)具(jù)的製造(zào)
2.1 浮動鏜刀杆的製造
鏜刀杆用45 鋼(gāng)製造,根據被加(jiā)工(gōng)孔徑的大小(xiǎo),在考慮排屑順(shùn)暢的前(qián)提下,應盡可能加(jiā)大刀杆直徑,增(zēng)強刀杆的剛性。刀杆製造工(gōng)藝工序如下:
1)選擇45 鋼材料:準35×755 mm 毛坯。
3、結語
此種新(xīn)型重型(xíng)數(shù)控落地式銑鏜床回轉工作台(tái)結構設計合理、變形小、精度高,並可實現重載、高精回轉、聯動加工(gōng),已在筆者公司生產使用。此結構(gòu)解決了目前國內現有數(shù)控落地式銑鏜(táng)床回轉工作台在結構上(shàng)由於采用開式靜壓導(dǎo)軌支(zhī)撐、結構複雜的定位裝置及夾緊機構夾緊(jǐn)時引(yǐn)起工作台變形等缺陷,可為國內機床行業提供借鑒。
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
馬")

- 2024年11月 金屬切削機(jī)床產量數(shù)據
- 2024年11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量(liàng)數據
- 2024年11月 新能源(yuán)汽車產(chǎn)量數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能(néng)源汽車產量數據
- 2028年8月 基本型(xíng)乘用車(轎車)產(chǎn)量數據