


[摘要] 利用電火花線(xiàn)切割加工實踐中,常會碰(pèng)到一些大角(jiǎo)度的斜麵加工,而線切割機床正常裝夾下(xià)隻能加工傾斜角(jiǎo)度±15°範圍內的斜麵,為解決這一問題,利用了螺紋傳動原理和正切函數關係,設計一種通用型工裝結構(gòu),用於線切割機上各(gè)種角度(dù)斜麵的加工。
1 、問題的(de)提出
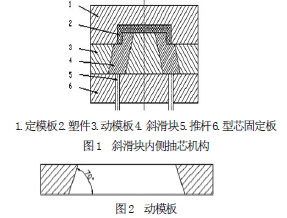
模具加工與裝配的實(shí)習(xí)過程中,經常需要對模板上的斜孔和斜腔進行加工,常用的加工方(fāng)法是采用加工中心加工(gōng)或線(xiàn)切割加工。加工中心常用的有三軸加(jiā)工中心加工和五(wǔ)軸加工中(zhōng)心,由於三軸加工中心加(jiā)工斜麵效率低且不適用於模具(jù)單件小批量生產(chǎn),五軸加工中心效率高但設備昂貴且普及率不高,而(ér)線切割加工方法相比之下編程簡單快捷,效率高,故(gù)我校多采用線切割加工(gōng),但(dàn)線切割加(jiā)工方(fāng)法在實踐中也(yě)存在一些問題。如圖1 所示塑件內側有凸(tū)起,為便(biàn)於開模取出塑件,采(cǎi)用了內部斜頂機構,圖2 動(dòng)模板斜(xié)孔(kǒng)采用(yòng)電火花(huā)線切割加工,但動模板內孔斜度為70°(豎直方向20°),超過線切割所能(néng)加(jiā)工的最大斜(xié)角±15°,正常裝夾下電火(huǒ)花線切割無法(fǎ)進行(háng)加工(gōng),如果通過斜夾來進(jìn)行加工,裝夾效率非常低。
2、解決方案(àn)
利用了螺紋傳動原理和正切函數關係,設(shè)計了一套(tào)適用於線切割機床的斜孔加工的通用工裝,解決線切割加工大角度斜(xié)麵裝夾、校準(zhǔn)、定位的(de)問題。
2.1 工裝設計要求
設計的(de)工裝不僅(jǐn)要能實現(xiàn)模板加工角度的(de)調整(zhěng),並能保證加工精度以滿足設計和加工需要,同時根據工裝夾具設計原則,該(gāi)工裝還應具有操作簡便、加工製作難度小、成本低等特點。
2.2 工裝結構
2.3 工裝工作原(yuán)理
2.3.1 角度(dù)定量控製(zhì)原理
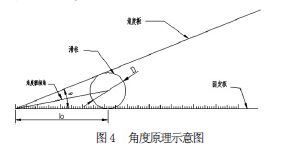
如圖3 所示,設置旋轉螺母與螺杆相配合,參照外徑千分尺結構原理,設計螺杆導程為1mm,旋轉螺(luó)母順時(shí)針每轉一周,螺杆向前移動1mm。右端表盤一周等分成100 格,則手柄每(měi)轉動一格,螺杆推動滑塊向前移動0.01mm。
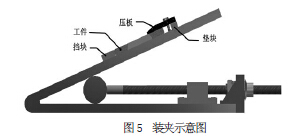
如圖所示,根據幾何原理可知滑柱(zhù)的(de)圓心在θ角的角平線(xiàn)上,利用正切定理,可以計算出傾斜的傾(qīng)角θ大小。
![]()
滑柱直徑為(wéi)D,半徑為R,滑(huá)柱與固定板切點至兩板的理論交點(diǎn)的距離(lí)為b。滑柱設(shè)計尺寸為90mm,利用公式計算,當工裝夾角θ為(wéi)10°時,b 值為514.352,將此距離定為螺杆移動的起(qǐ)點,初始定位角度為10°,標記為0,再在(zài)固定板(bǎn)上間隔1mm加工刻度線和標記尺寸。螺杆向前移動距離為(wéi)X,常用X值見下表(biǎo)1。

X的數(shù)值讀數方法:參照外徑(jìng)千分尺讀數方法,在固定板上讀出整(zhěng)數部(bù)分(一格為1mm),再加上手柄處表盤上的小數部分(分度值(zhí)0.01)。可(kě)在工裝上附裝一簡單(dān)計算器,其內(nèi)設置計算公式:b=R×tanθ/2,如圖2 中要加工的動模板傾角為20°,則隻需輸入20,則該計算器(qì)自動出b 值。該工裝設計加工角度(dù)範圍為10°≤θ<90°。
2.3.2 工裝工作原理
該工裝由1.固定板(bǎn)、2.角(jiǎo)度板、3.支撐塊、4.螺釘、5.滑(huá)柱、6.螺杆、7.多角度鎖定鉸鏈、8.支架、9.旋轉(zhuǎn)螺母、10.滾動軸承、11.推力軸承、12.螺母組成。如圖5 所示,將工件利(lì)用壓板、擋塊和螺釘(dìng)固定在角(jiǎo)度板(注意懸(xuán)出足夠位置進行切割),通過計算得出(chū)滑柱的移(yí)動距離X,通過轉動旋轉螺母經螺紋傳動使螺杆推動滑柱5 前後移動達到計算距離,進而再使角(jiǎo)度板2 發(fā)生角度擺(bǎi)動,角度(dù)板2 與固定板間設置有(yǒu)多角度鎖定鉸,當角度調好後,按下(xià)多(duō)角度鎖定(dìng)鉸上的按鈕進行鎖定。為確保角度正確,可先用萬(wàn)能角度尺進行校驗(yàn),檢驗正確後,就可以進行穿線和線切割加工了。
2.3.3 工裝裝夾誤差及失效分析
1) 誤差分析。該工裝的誤差主要有四個方麵。一是計算誤差,通過正切定理(lǐ)計算得出b 值保留小數點後三位,千分位進行了四舍五入產生了誤差。通(tōng)過計算誤差小(xiǎo)於0.3 秒。二是定位誤(wù)差,通過類似千分尺工作原理來定位的滑柱(zhù)距(jù)離時,由於千分位為估讀位,在旋(xuán)轉螺母定位時,最後(hòu)一位(wèi)為估值故產生了估值誤差,同理(lǐ)計(jì)算後誤差值小(xiǎo)於0.3秒。三是(shì)加工製造誤差,該工裝結構中重點要保證兩板的平麵度,以及滑柱的(de)圓柱度和尺寸誤差。影響最大的是滑柱的(de)直徑誤差(chà)值,經過精車再研磨等精加工手段後,查相關資料(liào),研磨加工精度可(kě)達IT01,考慮(lǜ)加工成(chéng)本定為加工尺寸(cùn)誤差IT1,查公(gōng)差表得出公差值為0.0015mm,研磨後(hòu)的滑柱誤差對角度影響可忽略不計。四是剛度誤差,在裝夾工件後,通過受力(lì)分析可知(zhī)角度板主(zhǔ)要受工件(jiàn)壓力,會產生一定程度彎曲,彎曲變形進而影響θ的大小,由於角度板材(cái)料為45 鋼厚度25mm,彎曲變形非(fēi)常微小可以忽略不計。綜上所述,該工裝設計總體誤差應小於1 秒。
3、 失效分析
由於線切(qiē)割加工不產生切削力,主要受力來自(zì)於工件自重的壓力,通過受力分析最易失效處為滑柱和角度鎖定鉸,由於(yú)加工對象多為中小型零件,設計工裝結構足(zú)夠保證裝夾強度和(hé)安全可靠(kào)性。
4 、工裝(zhuāng)的固定
將工件固定板螺釘孔與(yǔ)線切割機床的固定軌上螺(luó)釘(dìng)孔通過螺(luó)釘連接即可,然後校平固定(dìng)板的(de)水平就可使用了。
5 、結語
該工裝結構簡易、製造成本低,操作(zuò)簡單、適(shì)應性強(qiáng)。我校加工工件對精(jīng)要求不高,將多(duō)角度鎖定(dìng)鉸用普通(tōng)鉸鏈替代(dài),通過(guò)該工裝的使用,我校(xiào)斜孔類零(líng)件的線切(qiē)割加工效率得到了很大的提高。同(tóng)時,在工廠的實際加工(gōng)生產中,該工裝能有效解決工件斜(xié)麵、斜(xié)孔(kǒng)、斜腔(qiāng)的(de)線切割加工問題,具有一定推廣(guǎng)的價(jià)值和意義。
如果您有機床行業、企業(yè)相關新聞稿(gǎo)件發表(biǎo),或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削機(jī)床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基(jī)本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月(yuè) 新(xīn)能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地(dì)區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械(xiè)加工過(guò)程圖示(shì)
- 判斷一台加工中心精(jīng)度(dù)的幾種辦法
- 中走絲線切割(gē)機(jī)床的發(fā)展趨勢
- 國產數控係統和數控機床何去何從?
- 中(zhōng)國的技術(shù)工(gōng)人都去哪裏了(le)?
- 機械(xiè)老板做了十多年,為何還是(shì)小作坊?
- 機械行(háng)業最新自殺性營(yíng)銷,害人害己!不倒閉(bì)才
- 製造業大逃亡
- 智能時代,少談(tán)點智造,多談點製造
- 現實麵前,國人沉默(mò)。製造業的騰(téng)飛,要從機床
- 一(yī)文搞懂數控車床加工刀具補償功(gōng)能
- 車床鑽孔攻螺紋加工方法及工(gōng)裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別