


基於五軸機床空間運動分析的後處理研究
2013-12-22 來源:數控機床市場網 作者:陳良(liáng)驥劉元朋
摘要!針對五軸(zhóu)加(jiā)工時(shí)從刀位文件到數控(kòng)程序的後處理問題"以雙轉台類型的五軸機床為例建立了(le)由參(cān)考坐標係到工件坐標係(xì)之間的中間坐標係"基於對各坐(zuò)標係運動情況(kuàng)的分析最終得到(dào)了由參考坐標係到工件坐標係的坐標(biāo)變換矩(jǔ)陣"從而將五(wǔ)軸後處理過程(chéng)簡化為求解一(yī)個關於機床(chuáng)控製坐標的線性方程組#,實際計算結果表明所提出方法是正確可行的而且(qiě)適用於其他任何類型(xíng)的五軸機床.
關鍵(jiàn)詞:數(shù)控五軸加工坐標變換後處理
五軸聯動(dòng)的刀位(wèi)文(wén)件(jiàn)中的刀位(wèi)數據既包含刀心點坐(zuò)標也包含刀軸方位的單位矢量"這種刀位文件通常是以工件固定&刀具運動的方式得到的% 而實際加工中"五軸機床結構類型有很多種"不同類型機床所需要的數控代碼也不同.因此"五軸聯動刀位文件隻是一種中性文件"它能為各種類型的機床提供同(tóng)一的刀具運動軌跡的(de)數據% 要完成曲麵的五軸加工還必須對刀位(wèi)文件進(jìn)行後處理成適合於各種類型五軸機床的數控代碼.為(wéi)解決從刀位到(dào)數控代碼(mǎ)的轉換問題"現行的後處理方法一般根據(jù)圖形的方法進行分析 但具體實現這些方法時卻往往感(gǎn)到不容易直觀理解而且極易出錯.區別於現行(háng)的後處理方法本文將對雙轉台型五軸數控機床進行運動學分析(xī)和建模並進行後處理的研究.
1、雙轉台(tái)型五軸機床及其(qí)坐標係
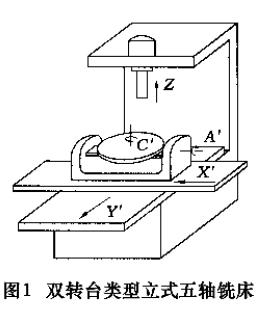
圖1為一種回轉坐標均由工作台實現的立式五軸銑床"如MIKRON公司的ucp係列五軸(zhóu)機床.其中:機床坐標係X Y 軸由工(gōng)作台實現Z軸平動由主軸帶動刀具上下移動實現(xiàn).擺動台(Tilting Table TT) 可(kě)以繞X軸擺(bǎi)動" 是為A軸( 一般進行上下90度範圍內的擺動) TT中間有一個回轉台(Rotating Table ,RT) " 在圖示位置上(shàng)繞Z軸360度自由回轉"定義為C軸. 通過A軸(zhóu)與C軸(zhóu)的(de)組合" 固(gù)定在RE上的工件(jiàn)除了底麵之外"其餘的W 個麵都可以由立(lì)式主(zhǔ)軸進行加工. 如(A C 軸與X Y Z三(sān)個直線軸實現聯動" 就可加工出複雜的空間(jiān)曲麵. Z Y Z A C 軸(zhóu)的運動坐標分別為X' ( 加' , 表示運動由工作台實現) Y Z 不加' 表(biǎo)示運動由(yóu)主軸實現(xiàn)A C 如圖1 所示(shì).
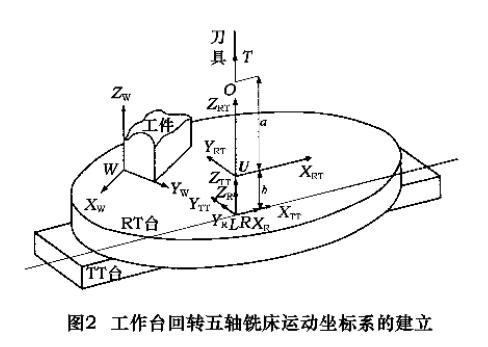
如(rú)圖2 所示"在加工(gōng)初(chū)始時C軸軸線與刀具軸線( 刀軸單位矢量為(wéi)T 共線且與A軸軸線 RT台上(shàng)表麵(miàn)分別相交於(yú)L和U( 距(jù)離(lí)為b= L-U ,Z軸方向可(kě)測出刀(dāo)心點O與U的距離(lí) a=O-U.分(fèn)別建立(lì)如下各坐標係:機床坐標係在出廠時已確定;參考坐標係XR - YR - ZR,RCS 原(yuán)點R與L點重合,各軸方向與機床坐標係一致(RCS係在加工過(guò)程中固定) ;擺動台坐標係( XTT -YTT-ZTT TTCS) 與(yǔ)RCS係重合(TTCS係不隨(suí)TT擺動,隻做X Y 方向的平動) ;轉動(dòng)台坐標係( XRT-YRT-ZRT RTCS )建在U處各軸方(fāng)向與RCS係一致(RTCS係不隨RT轉動但隨TT台一起擺動)
工件(jiàn)裝夾在(zài)RT上,定義工件的坐標(biāo)係(XW-YW-ZW,WCS) 隨RT運動而運動( 本(běn)文假定工件裝夾完畢WCS係(xì)與RTCS係重合).
2、 雙轉台型五軸機床運動分析
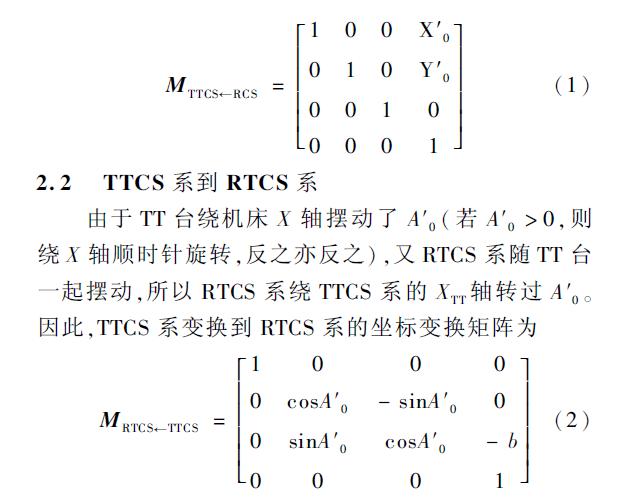
機床空間運動分析的目的是(shì)根據前麵建立的(de)坐標係及其運動方(fāng)式"計(jì)算出在加工過程中某時刻( 假定此時機床各軸的坐標為  各坐標係之間的坐標變換矩陣。
各坐標係之間的坐標變換矩陣。



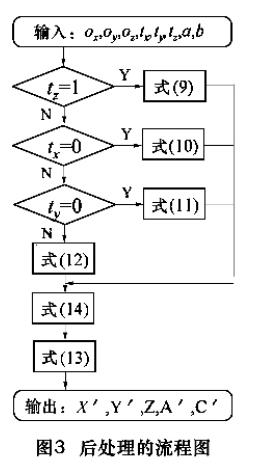
至此, 整個後處理(lǐ)過程可以歸納為如圖3所示算法流程.
4、實例計算與(yǔ)結果驗證分析
圖2 中假定a=450mm如圖4所(suǒ)示"假定在工件坐標係下有兩個相鄰刀位’刀位:1(01,T1)和刀位2(02,T2) "現應用前麵介紹的(de)後處(chù)理算法分別對兩個刀位計算其對應的加工代
碼.
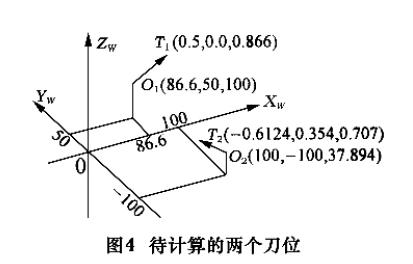
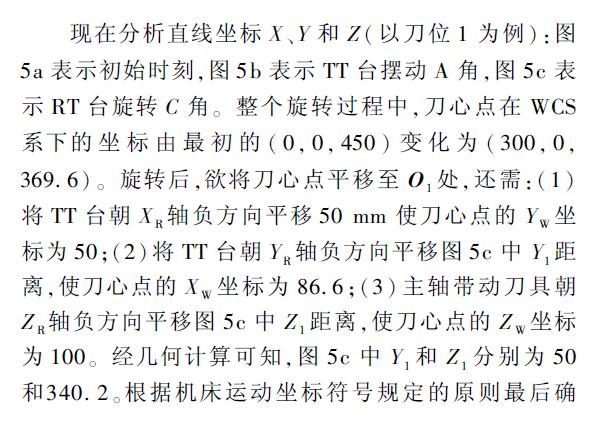
定(dìng)出三個平移坐(zuò)標分別為 X1=50 Y1=50 Z1=-340.2與計算出(chū)來的結果完全一(yī)致.
5 結語
本文以(yǐ)旋轉運動均由工作台實現(xiàn)的雙轉台類型五軸機床(chuáng)為例進行了後處理研究, 該方法同樣可以擴展至其他類型的機床"進行後處(chù)理時"可以先針對(duì)具(jù)體機床結構建立(lì)起相應的運動坐標係"然後給定機床各聯動軸的(de)運動坐標分析(xī)其各坐標(biāo)係之間的坐標變化(huà)關係"最終建立起機床運動模型, 基於該模型可以給出(chū)機床運動坐標和刀位文件中刀位的關係"先討論出轉(zhuǎn)動坐標(biāo)"然後可通過解一(yī)個線性方程組來求解(jiě)三個平動坐標(biāo), 通過實(shí)際計(jì)算及結果分析"能充分驗證本文方(fāng)法的正確性和可行性.(文(wén)自:鄭州航空工業管理學(xué)院機(jī)電工程係 )
投稿(gǎo)箱:
如果您(nín)有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您(nín)有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界視點
| 更多
")
行業數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產量(liàng)數(shù)據
- 2024年(nián)11月 分地區金屬切削機床(chuáng)產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能源汽(qì)車銷量(liàng)情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月(yuè) 金(jīn)屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據
博文選(xuǎn)萃(cuì)
| 更多
- 機械加工過程圖示
- 判(pàn)斷(duàn)一台加工中心精(jīng)度的幾種辦法
- 中走絲線切割機床的發展趨(qū)勢
- 國產數控(kòng)係統和數控機床何(hé)去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了(le)十多年,為何還是小作坊?
- 機械行業最新自殺性(xìng)營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智(zhì)造,多談點製造
- 現實麵前,國人(rén)沉默。製造業(yè)的騰飛,要從機(jī)床(chuáng)
- 一文搞懂數控(kòng)車床加工刀具補償功能
- 車床鑽孔(kǒng)攻螺紋加工方(fāng)法(fǎ)及工裝設計
- 傳統鑽削(xuē)與螺旋銑(xǐ)孔加工工藝(yì)的區別